Электроэрозионная обработка (ЭЭО) заключается в изменении формы, размеров, шероховатости и свойств поверхности электропроводной заготовки под действием электрических разрядов между заготовкой и электродом-инструментом.
ЭЭО относится к электрофизическим методам обработки. Ее технология придумана супружеской парой российских ученых Лазаренко еще в 50-х годах двадцатого века. Но нынешнее использование она обрела только в семидесятых.
ЭЭО дает возможность изготавливать предметы, которые невозможно получить с помощью традиционного механического метода обработки металлов. Можно создать глубокие пазы, делать изделия с малыми внутренними радиусами, выполнять точную штамповую оснастку и многие другие виды работ.
- Суть процесса электроэрозионной обработки
- Виды электроэрозионной обработки
- Технологии электроэрозионной обработки
- Проектирование электроэрозионной обработки
- Заключение
- Выбираем электроэрозионный станок
- Станки электроэрозионного типа
- Проволочно-вырезной станок
- Прошивной станок
- Станок электроэрозионный для резки металлов
- Модели современных станков
- АРТА
- Sodick
- Mitsubishi
- Agie
- Особенности и принцип электроэрозионной обработки
- Виды применяемого оборудования
- Преимущества обработки
- Процедура обработки
- Электроэрозионный станок своими руками для резки
- Принцип РАБОТЫ
- Основные виды электроэрозионной обработки
- Станки фирмы Sodick
- Копировально-прошивочный станок 4л721ф1
- Станки компании P&G (dk7732, dk7740, dk7725)
- Станок своими руками
- Расходные материалы
- Технология электроэрозионной обработки
- Рабочая среда
- Электроды-инструменты
- Электроэрозионные станки
- Общая характеристика процесса электроэрозионной обработки
- Типовые операции электроэрозионной обработки
- Прошивание отверстий
- Маркирование
- Вырезание
- Шлифование
 Суть процесса электроэрозионной обработки
Суть процесса электроэрозионной обработки
Два электрода, одним из которых является электрод-инструмент, а вторым само металлическое изделие помещаются в жидкость с низкой диэлектрической проницаемостью и соединяются с генератором электрических импульсов. Электроды имеют разную полярность.
Так между двумя электродами образуется электрическое поле, причем напряженность этого поля зависит от расстояния между самими электродами.
При приближении электрода-инструмента к электроду-заготовке напряженность возрастает, и как только электроды сблизятся до определенной малой величины (5…100 мкм) произойдет пробой диэлектрической жидкости. Жидкость нагреется до высоких температур и образуется газовый пузырь из паров жидкости.
Возникший разряд электрического тока протекает как раз уже в газовой среде пузыря, под действием этого разряда и происходит нагревание и расплавление участка заготовки, Расплавленный маленький участок материала охлаждается и застывает в виде «шариков» диаметром 0,005…0,01 мм в диэлектрической жидкости, опускается на дно ванны или удаляется потоком жидкости, а на обрабатываемой поверхности образуется лунка. В виду локального нагрева электродов до высоких температур, ЭЭО называют обработкой, основанной на тепловом действии электрического тока.
Такие разряды происходят периодически, импульсно. Частота импульсов и их длительность играют важную роль на достижение качества обрабатываемой детали. Например, чем меньше длительность импульса, тем меньше шероховатость поверхности.
Движение инструмента вызывает дальнейшие разряды один за другим, при этом разряд всегда происходит между ближайшими точками электродов. Даже на гладких поверхностях имеются микронеровности, и при сближении электродов всегда найдутся две близкорасположенные друг к другу точки электродов, между ними и происходит разряд.
Таким образом процесс ЭЭО состоит из двух этапов: сначала происходит электрический пробой диэлектрической жидкости, а затем устанавливается дуговой разряд.
Процесс ЭЭО основан на электрической эрозии, т.е. разрушении верхнего слоя поверхности детали от воздействия электрических разрядов. Когда-то этот процесс считался только как отрицательный, но с применением его в качестве размерной обработки материалов, он приобрел и положительный эффект.
Процесс электроэрозионной обработки происходит до тех пор, пока не будет выбран весь материал или не будут достигнуты нужные размеры детали. Заготовка постепенно будет принимать форму инструмента.
В качестве диэлектрической жидкости выступают ликвидные смеси, такие как: керосин, спиртовые растворы, маслянистые жидкости, вода и т.д.
От воздействия разрядов происходит разрушение обоих электродов и какой электрод будет разрушаться больше зависит от многих факторов — полярного эффекта, а также материала электродов и т.д.
Повышение эрозии одного электрода относительно другого электрода и есть полярный эффект.
Прямой полярностью называют такое подключение полюсов к электродам, которое вызывает большую эрозию обрабатываемого электрода-заготовки. Соответственно, когда эрозия электрода-инструмента больше, чем электрода-заготовки подключение называют обратной полярностью.
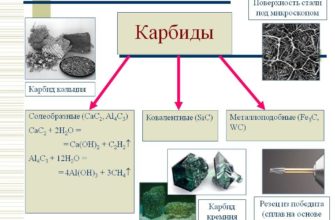
Учитывая это, электрод-инструмент необходимо изготавливать из материалов стойких к электрической эрозии, таких как латунь, медь, графит, вольфрам и т.д.
Виды электроэрозионной обработки
Выделяют 4 вида электроэрозионной обработки:
— Электроискровая
— Электроимпульсная
— Анодно-механическая
— Электроконтактная
Данные виды ЭЭО используются для проведения размерной обработки изделия, а также два из них электроискровая и электроимпульсная обработки могут использоваться еще и для упрочнения или покрытия поверхности.
По методам подвода энергии ЭЭО разделяют на три группы:
— Через контакт. К этой группе относится электромеханический способ.
— Через канал разряда. Электроискровой и электроимпульсный способы.
— Комбинированный контактно-дуговой. Электроконтактный и Анодно-механический способ.
Также выделяют и следующие виды ЭЭО:
— Электроэрозионная комбинированная. Ее суть заключается в том, что она выполняется в одно время с остальными видами работы над металлом.
— Комбинированная электро-химическая. Осуществляется одновременно с электрическим и химическим расщеплением структуры материала детали в электролите.
— Электроэрозионная абразивная. Суть лежит в разрушении металлической заготовки с помощью абразивной обработки.
Электроискровая и электроимпульсная обработки отличаются друг от друга устройством генератора импульсов, формой импульса, полярностью электродов и т.д. А электроконтактная, анодно-механическая обработки отличаются родом тока и рабочей средой.
Но суть всех этих видов остается одной, а именно — удаление металла в результате термического действия электрического тока.
Технологии электроэрозионной обработки
С помощью ЭЭО проводятся операции:
• Прошивание. Электрод-инструмент углубляется в электрод-заготовку и образует отверстие постоянного сечения.
Прошивание отверстий является одной из распространенных операций. Методом ЭЭО возможно обрабатывать отверстия длиной до 20 диаметров, а используя трубчатый электрод-инструмент и до 40 диаметров. При вращении электрода-инструмента или обрабатываемой поверхности, или одновременно и инструмента, и заготовки, глубина отверстия может быть увеличена.
Также прошиванием обрабатывают узкие щели, пазы, окна, карманы и другие элементы, которые механическими методами обработать невозможно.
• Копирование. ЭЭО обработка, при которой форма детали повторяет форму инструмента. Таким методом обрабатывают объемные поверхности.
• Отрезание/вырезание.
• Сложноконтурная проволочная вырезка. Вырезку контурной детали можно сделать и путем прошивания, но для этого нужен электрод-инструмент, имеющий форму детали, что не отвечает требования экономичности.
При проволочной вырезке инструментом является тонкая проволока из меди, латуни, вольфрама. Диаметр проволоки от нескольких микрон до 0,5 мм. Проволока перематывается с катушки на катушку для обеспечения равномерности износа проволоки. Данный метод обеспечивает высокую точность обрабатываемой детали, плюс данный процесс полностью автоматизирован.
• Шлифование. Применяют для чистовой обработки труднообрабатываемых материалов и твердых сплавов.
• Доводка.
• Маркирование. Нанесение букв, цифр, логотипов высокого качества и не вызывает внутренние напряжения, деформации деталей, что имеет место при ударном маркировании.
• Упрочнение. Придание поверхности детали особых свойств. Этот процесс называют электроэрозионным легированием, его сущность заключается в перенесении материала электрода на заготовку. Данный процесс создает износоустойчивый упрочненный поверхностный слой детали.
• Другие виды операций.
Невозможно не подчеркнуть то, что электроэрозионная обработка металлов дает возможность получить поверхности самых разных конфигураций и геометрических форм при минимальных трудозатратах.
Преимущества и недостатки электроэрозионной обработки
Такая обработка в ряде случаев является одним из самых экономически выгодных способов обработки изделий. Детали, изготовленные по такой технологии, отличаются высоким уровнем прочности и точностью исполнения. Преимуществами данного метода являются:
• Глубокая обработка заготовки. Глубина прошиваемого отверстия может достигать 40 диаметров.
• Подходит для задач, с которыми не справляются методы механической обработки, например, обработки закрытых полостей с фигурной поверхностью дна, малыми внутренними радиусами и т.д. Механическая обработки ограничена радиусом фрезы, в том время, как ЭЭО позволят получать радиус порядка 0,1мм. Изделия могут иметь совершенно различную форму.
• Обеспечивается высокая точность резки до 0,001 мм, и низкая шероховатость поверхности.
• Бесшумность.
• Экономное использование ресурсов. Малый износ инструментов и т.д.
• Применим для материалов любой плотности, таких как труднообрабатываемые материалы, твердые сплавы и другие очень прочные материалы.
• Не нуждается в промежуточных операциях, ЭЭО позволяет получать полностью готовую деталь.
• Однородная поверхность детали.
• Снижает риски деформации тонкостенных деталей, которая наблюдается при механической обработке.
Стоит отметить и то, что ЭЭО обладает также и рядом недостатков, а именно:
• Не высокая производительность.
• Высокое энергопотребление.
• ЭЭО применима только для электропроводящих материалов.
Не смотря на недостатки, электроэрозионная обработка обладает большим потенциалом, и широко применяется в промышленности. Например, для обработки глубоких полостей с малыми внутренними радиусами, узких пазов и многих других элементов применяется только электроэрозионная обработка.
Достоинства электроэрозионной обработки хорошо видны в ходе создания техоснастки и сопутствующих элементов: матрицы, пунсона, лекального шаблона, прессовой формы и других деталей из труднообрабатываемых материалов и твердых сплавов.
Оборудование для электроэрозионной обработки
Этим устройством принято считать электроэрозионный станок. Он поможет создать фасонные полости и профильные пазы на изделиях из твердых материалов.
Касательно количества видов фасонных полостей и других элементов, которые сейчас уже применяются в различных отраслях промышленности, то следует отметить, что объемы их внушительные. И с развитием ЭЭО детали будут усложняться и дальше.
С этим связано и развитие оборудования совершенно в различных направлениях, например, обеспечения возможности обработки больших габаритных деталей, обработки под углом, параллельной обработки нескольких деталей (пакетом) и других возможностей, а также в направлении снижения энергопотребления, повышения производительности и т.д.
Автоматизация таких станков дает значительный эффект, так применение станков с ЧПУ, позволяет снизить трудоемкость обработки изделий.
Электроэрозионные станки обычно просты в использовании и обеспечивают их быструю переналадку.
Проектирование электроэрозионной обработки
Технологическая подготовка производства изделий на электроэрозионных станках связана с множеством задач, в том числе и с проектированием электродов-инструментов. Такие инструменты обычно имеют сложные поверхности и предназначены для обработки штампов и других деталей.
Чтобы создать такой электрод нужно спроектировать его 3d-модель, выпустить конструкторскую документацию и разработать технологический процесс изготовления электрода, а также разработать управляющую программу для его обработки на станке с ЧПУ. Данные задачи решаются с помощью автоматизированных CAD/CAM-систем.
В случае проволочно-вырезной электроэрозионной обработки необходима подготовка соответствующих данных (чертежей, управляющих программ) для работы станка. Для этого используются специальные модули «Электроэрозионная обработка», которые уже стандартно входят в состав различных CAD/CAM-систем.
Технологическая подготовка производства и проектирование операции электроэрозионной обработки является важным этапом, так как она применяется на дорогостоящих деталях и из дорогостоящих материалов, поэтому осуществляется высококвалифицированными специалистами.
Заключение
Технология электроэрозионной обработки широко развивается и стала одним из распространенных способов обработки материалов, она прочно вошла в жизнь современной промышленности.
Ее использование позволяет легче воплотить в жизнь более лучшие конструкторские решения при создании деталей, к которым предъявляются высокие требования надежности, жесткости, и изготавливаемых из твердых и труднообрабатываемых материалов. Данные детали в свою очередь совершенствуют различную технику.
Таким образом, результатом электроэрозионной обработки является деталь с самой разной и сложной конструкцией.
Источник:
Выбираем электроэрозионный станок
Электроэрозия – разрушение металлических поверхностей под воздействием на них электрических зарядов. В основу этой технологии положены работы советских учёных Н. И. Лазаренко и Б. Р. Лазаренко.
Этим методом можно легко изменять размеры изделий из металла, получать в них отверстия различной формы и глубины. Отличные результаты даёт электроэрозионная обработка профильных пазов и канавок, полостей фасонного вида в деталях машин и механизмов.
Особенно сильно востребовано такое оборудование для изготовления деталей из твёрдых сплавов, где обычная механическая обработка затруднена.
Станки электроэрозионного типа обладают универсальными возможностями в обработке материалов, имеющих плотную структуру поверхностей. Этот вид обработки материалов выгодно отличается от других способов изменения формы и размеров деталей, так как трудоёмкость операций благодаря электроэрозионной технологии резко снижается.
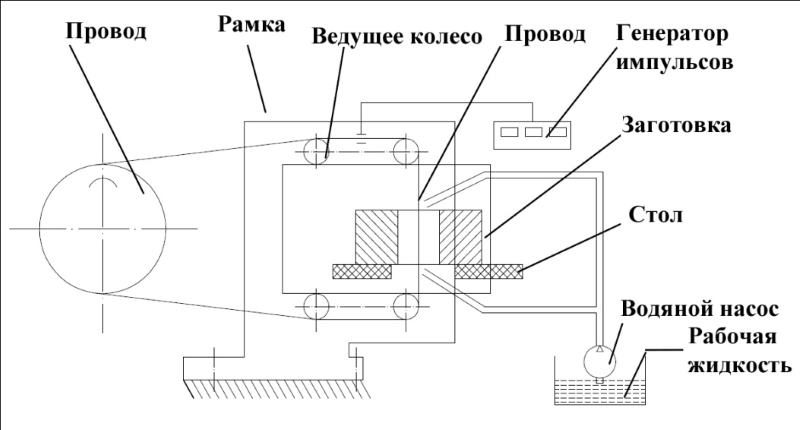
Принцип работы электроэрозионного станка показан на приведенной схеме-рисунке. Под действием импульсного электрического генератора в зазоре между электродом и поверхностью детали образуются искровые разряды или иное электрическое взаимодействие.
Пространство искрового промежутка непрерывно омывается потоком охлаждающей жидкости, за счёт которой происходит удаление с обрабатываемой поверхности разрушенного металла. Под управлением блока ЧПУ процесс протекает в заданном направлении и в требуемом количестве.
В качестве электрода чаще всего используется латунная проволока, которая по мере расхода подаётся в зону электроэрозионной обработки. Более современный расходный материал для электроэрозии – молибденовая проволока, расход которой на осуществление обработки одной детали ничтожен.
Однако эти станки имеют и существенные ограничения по сравнению с аппаратами для механической обработки деталей. Ведь они подходят для обработки лишь токопроводящих металлов и их сплавов.
Воздействовать на металл электроэрозионным путём можно различными способами: подавая на искровой промежуток как электрические разряды, так и импульсы параметрического вида.
В зависимости от требуемого результата обработки выбирается и более подходящий путь её выполнения.
Очень важным элементов этого воздействия на металлические поверхности является то, что при нём можно вести обработку заготовки по различным направлениям в одно и то же время.
Среди способов электроэрозионной обработки изделий различают:
- электроимпульсный;
- электроискровой;
- электроконтактный;
- анодномеханический.
К технологическим операциям, которые выполняются электроэрозионным путём, относятся:
- структурное упрочнение;
- шлифование;
- маркировка;
- резание;
- доводка;
- копирование объёмное;
- доводка.
С помощью электрической эрозии на этих станках можно выполнять различные глухие проёмы, углубления и отверстия не геометрической конфигурации. Возможно также выполнение на поверхности отверстий резьбы любого профиля.
Станки способны производить выборку металла с внутренней поверхности изделий на заданную глубину, тем самым выполнять операции, заменяющие фрезерную и токарную обработки.
Технология электрической эрозии используется при обработке металлов, которые трудно поддаются классическому механическому станочному воздействию. К ним, в частности, относятся титан и его сплавы.
Чтобы выбрать, какой купить электроэрозионный станок, нужно точно определиться с задачами, которые будут ставиться пред этим оборудованием на предприятии и какие рабочие параметры станка потребуются для решения этих задач.
Вполне допустимо для выполнения определённых технологических операций в цехе купить б/у станок, предварительно проверив его работоспособность.
Практика показывает, что даже при большом количестве часов наработки оборудование для электроэрозионной обработки почти не подвержено износу.
Станки электроэрозионного типа
Реализуемые в производстве способы электроэрозионной обработки могут сильно отличаться в зависимости от конструкции станков, но остаётся одним и тем же сам принцип функционирования оборудования. Рассмотрим основные типы электроэрозионных станков, используемых для обработки металлических заготовок.
Проволочно-вырезной станок
Это станочное оборудование используется в целях контурной обработки изделий с высокими точностными показателями и низкой шероховатостью поверхности. Воздействие на обрабатываемую деталь происходит электродом в виде проволоки из молибдена диаметром 0,18 мм.
Затраты на работу этого оборудования довольно низкие, так как сама проволока используется много раз.
Традиционный электроэрозионный проволочно-вырезной станок, который не может использовать проволоку многократно, существенно проигрывает в себестоимости аналогичных рабочих операций.
Роль электролита в рабочей зоне станка играет охлаждающая жидкость, потоком которой вымываются эрозионные продукты и которая защищает обработанную поверхность детали от окисления воздухом. В качестве СОЖ используется водорастворимый концентрат специального состава.
Цена электроэрозионного копировального станка не очень высока по сравнению с аналогичными аппаратами традиционного типа, зато обслуживание его очень удобно за счёт использования блока ЧПУ. Чтобы обучить оператора основным приёмам работы на нём, потребуется не более двух дней.
С помощью этого станка можно изготавливать:
- различные пресс-формы;
- штампы;
- зубчатые колёса;
- шлицевые отверстия;
- шпоночные пазы;
- выемки сложного профиля с глубиной до 20 см.
На рисунке выше показан высокоскоростной электроэрозионный вырезной станок с ЧПУ, который относится к струйному типу и применяется для контурной обработки деталей.
Станки такого вида могут использоваться и в мастерских небольшого предприятия со штучным изготовлением изделий, и на крупных предприятиях в серийном производстве.
Электроэрозионный проволочный станок DK 7720 в настоящее время можно купить за 850 тыс. рублей.
Прошивной станок
Электроэрозионный копировально-прошивной станок в современном исполнении оснащён блоком ЧПУ, в который встроены функции автоматического позиционирования, орбитальность движения деталей и возможность прожигания боковых поверхностей.
Также станок оснащён функциями автоматического поиска кромки и поиска центральной точки зоны обработки. Наряду с этим в программах блока ЧПУ заложено определение глубины полости и автоматический выход инструментальной головки в нулевую точку.
Электроэрозионный прошивной станок предназначен для обработки как внутренних, так и наружных сферических элементов, работая по 3-мерной линейной траектории. Наряду с возможной обработкой поверхности по 2-х мерной дуге он может производить электроэрозионный прожиг, используя для обработки исходную матрицу изделия в качестве оригинала для копирования.
В настоящее время цена электроэрозионного станка этого типа колеблется около 1 млн. 800 тыс. рублей.
Станок электроэрозионный для резки металлов
Электроэрозионная резка проволокой применяется тогда, когда выполнить требуемый рез металлической детали или заготовки с помощью классической традиционной обработки невозможно, когда перед прочностью заготовки бессильны и фреза, и резец токарного станка.
Механическая резка не выгодна или даже невозможна, когда требуется получение внутри или снаружи детали острых углов со сверхмалыми радиусами закруглений. Эта ситуация возникает при обработки деталей, подвергшихся закалке или твёрдосплавных металлических соединений.
Иногда ещё к электроэрозионной резке металла прибегают, если из-за глубины или сложной структуры полости это выполнить механической простой операцией на фрезерном станке невозможно.
Проволочно-вырезные станки дополняют набор операций при изготовлении сложных деталей современного машиностроения.
Электроэрозионная резка представляет собой интенсивную электроэрозию металла в нужном сечении детали. Высокочастотные импульсы, вырабатываемые генератором, поддаются на электрод, который представляет собой проволоку из молибдена.
При работе генератора сама деталь перемещается в нужную сторону с помощью электрического привода направляющих станочной плиты. Выжигание металла происходит электрическими искрами, а затем разрушенный слой смывается охлаждающей жидкостью специального состава, непрерывно подаваемой в зону резки.
Перемещение проволоки для электроэрозионных станков всегда происходит в направлении, перпендикулярном оси барабана смотки.
Можно выделить те технологические операции, где работа элктроэрозионных режущих станков выгодно отличается от механической обработки металлов:
- обработка сверхтвёрдых металлов и сплавов;
- выполнение вырезов в заготовках с угловыми острыми кромками, имеющими сверхмалые радиусы закруглений;
- обработка цилиндрических и фасонных поверхностей большой глубины;
- обработка поверхностей с очень высокой точностью.
Чтобы запрограммировать обработку детали электроэрозионным станком, нужно иметь техническое задание и макет самого изделия. Формат представляемых данных может быть любой, перевод его в команды блока ЧПУ осуществляется оператором станка или программистом.
При электроэрозионной резке нет нужды использовать инструменты, более твёрдые чем материал обрабатываемой детали. Для резки твёрдосплавных соединений используется проволока из цветных сплавов, которую получают обычным способом.
Оборудование при резке также не отличается высокой сложностью, как и сами технологические приёмы работы с ним. Скорость рабочего процесса не зависит от твёрдости и прочности обрабатываемого материала.
При резке не требуется каких-либо усилий механического типа, благодаря чему качество обработки получается очень высокое. Количество же всевозможных операций и переходов на одну обработку сводится к минимуму даже при очень сложной форме детали.
Различные по техническим характеристикам станки для резки имеют разную производительность рабочего процесса, но все они могут выполнять схожие операции, лишь за разное время.
Модели современных станков
Современный станок электроэрозионной обработки металлов состоит из следующих узлов:
- электродвигатели, действующие независимо друг от друга;
- устройство подачи проволоки в зону эрозии;
- рабочую ванну с охлаждающей жидкостью;
- рабочий стол для расположения заготовки в процессе обработки;
- блок управления станком.
Производителями станков этого типа являются как азиатские, так и европейские государства. Имея одно и то же назначение, станки разных производителей сильно отличаются по своей функциональности и цене.
Если китайское и южнокорейское оборудование стоит значительно дешевле европейского, то последнее выполняется производителями на более высоком уровне с большей степенью автоматизации рабочих процессов.
АРТА
Российскими производителями выпускается прецизионное оборудование АРТА для электроэрозионной обработки металлов.
Научно-промышленная корпорация «Дельта-Тест» сегодня является лидером в России по изготовлению оборудования этого типа. Изготавливая новые станки, предприятие занимается и модернизацией оборудования более ранних сроков производства.
Sodick
На рынке современного оборудования хорошо известна компания Sodick, производящая проволочно-вырезные электроэрозионные станки.
Обладая высокими технологическими параметрами, оборудование этой компании применяется для обработки тугоплавких металлов и монокристаллов.
С помощью этих станков изготавливаются перфорированные плиты и трубы, рабочие элементы копировальных станков, штампы с профилями трёх координатного измерения, металлокерамические штампы.
Специалистам на таком оборудовании без особого труда удаётся изготавливать кулачки и их прототипы, электроды-инструменты для станков копировально-прошивочной группы.
Mitsubishi
Проволочно-вырезной станок Mitsubishi MV1200S при стоимости около 7 млн. рублей позволяет выполнять сложнейшие операции по электроэрозионной обработке деталей любой формы, выполненных из самых различным токопроводящих материалов.
При интенсивном использовании этого станочного оборудования в современном производстве затраты на его покупку окупаются в короткие сроки.
Agie
Оборудование для электроэрозионной обработки Agie изготавливается в Швейцарии и с успехом конкурирует с другими моделями этой станочной группы.
При малых габаритных размерах на станке Agie можно в автоматическом режиме выполнять сложнейшие работы по обработке твёрдосплавных изделий самого широкого назначения.
Как видно из статьи, оборудования для электроэрозионной обработки деталей на современном рынке предостаточно. Его изготавливают почти все ведущие промышленные страны мира под различными брэндами и по разной цене.
Выбрать же из этого предложения именно то, что нужно нашему отечественному производителю, не просто.
Однако, соизмерив свои финансовые возможности и проведя предметные переговоры с менеджерами компаний, представленных на интернет-сайтах этой тематики, можно сделать правильные выводы, а затем сделать и саму покупку.
Источник:
Особенности и принцип электроэрозионной обработки

Для электроэрозионной обработки нужна предварительная подготовка деталей и создание единой цепи всех элементов. В промышленности применяется несколько способов такой обработки.
Важнейший элемент схемы электроэрозионной обработки – это электрод. Он должен обладать высокой эрозийной стойкостью. Не рекомендуется использовать алюминий, латунь, вольфрам, графит и медь.
С точки зрения химии, процесс электроэрозионной обработки представляет собой термическое воздействие на металл определенным образом. Вследствие воздействия разрушается кристаллическая решетка, что освобождает некоторые виды ионов.
Чаще всего на предприятиях используют электроискровую и электроимпульсную методики. Также иногда применяют анодно-механическое и электроконтактное воздействие.
Если металл изначально подвергается черновой обработке, то выгодней использовать электроимпульсную методику. В процессе работы температура импульсов поднимается до 5 тысяч градусов, что существенно повышает производительность.
Электроискровая обработка металла становится оптимальным выбором для заготовок небольшого размера. А для сплавов в жидкой среде подойдет электроконтактная обработка.
Примечательно, что обработка заготовки может повлиять на дальнейшие эксплуатационные характеристики. Зачастую после этого детали приобретают большую прочность структуры.
Виды применяемого оборудования
Существует множество самых разных методов обработки металлических изделий. Однако электроэрозионная обработка дает гораздо лучший результат, чем механическая. Обосновано это задействованием специализированного оборудования.
Для изготовления пресс-форм, деталей сложных форм и изделий, для которых важную роль играет точность обработки, задействуется проволочно-вырезные электроэрозионные станки. К примеру, с помощью электроэррозионных агрегатов создают детали механизмов в авиастроении и даже космической промышленности.
В серийном производстве разнообразных деталей удобно использовать копировально-прошивочное оборудование. Такие агрегаты дают возможность создавать мелкие элементы. Так, оборудование задействуется для изготовления сеток и всевозможных штампов.
Подбирать станки электроэрозионной обработки следует исходя из особенностей поставленных задач. Также следует понимать, что работать с агрегатом могут только квалифицированные специалисты при тщательном соблюдении техники безопасности. Провести обработку в кустарных условиях не удастся.
Преимущества обработки
На некоторых промышленных предприятиях сегодня по-прежнему используют механическую обработку металлических заготовок. Однако метод электроэрозионной обработки показал себя куда более эффективным. Можно выделить несколько очевидных преимуществ:
- высочайшее качество и точность;
- нет необходимости проводить финишную обработку;
- возможность получить поверхность с заданной структурой;
- можно проводить обработку поверхностей различной степени твёрдости;
- при обработке деталей полностью исключена вероятность деформации.
Электроэрозионная обработка открывает широкие возможности и позволяет работать с различными видами металлов. Это становится возможным благодаря тому, что нет необходимости проводить какое-либо механическое воздействие. Также в процессе работы с оборудованием не возникает шума.
Процедура обработки
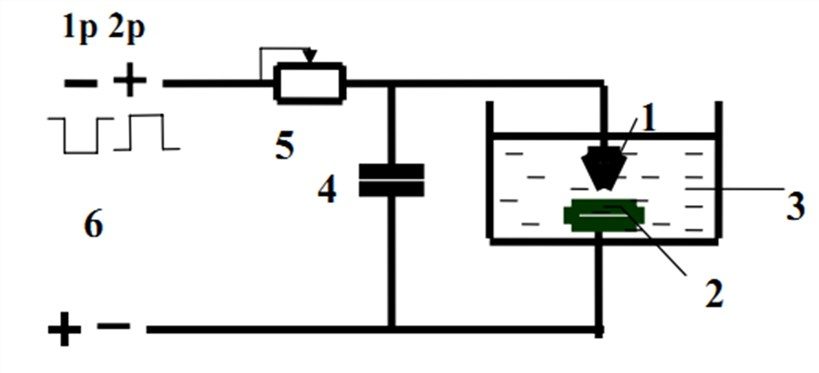
В полной мере понять принцип электроэрозионной обработки можно, если рассмотреть пример наиболее простой электроэрозионной схемы.
Выстроена схема должна быть следующим образом: электрод, емкость рабочей среды, конденсатор, реостат и источник электропитания. Важно, чтобы все элементы были расположены в правильной последовательности, а импульсивное напряжение было разной полярности.
Электрод обязательно должен быть опущен в емкость с рабочим составом и деталью для обработки. После подачи напряжения заряжается конденсатор, ток которого подается на электрод.
Когда на конденсаторе происходит пробой жидкости, вследствие достижения нужного потенциала, появляются газы и пузыри. Они способны осуществлять локальный нагрев металла, что и вызывает плавление верхних слоев.
Электроэрозионная схема хоть и является наиболее простой, она требует определенных профессиональных навыков и постоянного контроля. Существуют более эффективные методы электроэрозионной обработки, позволяющие добиваться наилучшего результата. При этом методики обработки металла способны друг друга дополнять.
Источник:
Электроэрозионный станок своими руками для резки

Электроэрозионные станки работают по принципу воздействия электрическими зарядами на обрабатываемую поверхность детали находящейся в электропроводной среде.
За счет этого возникает электрическая эрозия в заданном направлении, что позволяет получить конкретную форму или размеры детали.
Принцип РАБОТЫ
Электроэрозионная резка происходит во время возникновения импульса газового электрического разряда, который имеет направленное действие. Схема такова, что при этом происходит разрушение и удаление части материала в зоне воздействия.
Под влиянием высокой температуры в области возникновения разрядов происходит плавление металла (латунная или медная проволока) с частичным его испарением. Для того чтобы получить необходимую температуру, схема использует генератор импульсов, позволяющий сконцентрировать большое количество энергии.
Электродами, между которыми возникает разряд, являются сама деталь, с одной стороны, и инструмент — с другой. Пространство между ними заполняется рабочей жидкостью, которая постоянно подается при работе станка через подводящую трубку (латунная или медная), если обработка не происходит в специальной ванной.
Электроэрозионные станки, в которых используются электрические разряды различных видов и способов их получения, могут производить несколько разновидностей электроэрозионной обработки металла:
- электроискровая схема;
- электроконтактная схема;
- электроимпульсная схема;
- анодно-механическая (комбинированная схема).
В работе с различными материалами прошивочный электроэрозионный станок с ЧПУ имеет одно ограничение — у них должна быть хорошая электрическая проводимость. Если материал не обладает этим свойством, то прошивной станок работать не сможет.
Основные виды электроэрозионной обработки
Электроэрозионный проволочно вырезной станок применяется при следующих видах электроэрозионной обработки деталей из металла:
- прошивании;
- объемном копировании;
- вырезании/отрезании;
- шлифовании;
- доводке;
- маркировании;
- упрочнении.
Возможна электроконтактная обработка при выполнении:
- резки;
- работы с телами вращения;
- обработки внутренних полостей;
- зубчатых поверхностей;
- обработки плоских и конических поверхностей;
- упрочнения.
Станки фирмы Sodick
Японская производственная компания Sodick Co LTD, которая начала свою деятельность в 1976 году, на сегодняшний день является мировым лидером по производству и продажам электроэрозионных станков.
Представительства компании Sodick имеются в Азии, США, Европе и ее продукция пользуется заслуженной популярностью у промышленных предприятий, которые имеют дело с обработкой таких материалов как титан и инструментальная сталь.
Sodick — единственный в мире производитель, который выпускает электроэрозионный прошивной станок с ЧПУ, имеющий линейные двигатели и рабочую зону сделанную из керамики. Специалисты компании Sodick разработали революционную электроискровую технологию зеркальной полировки обрабатываемого материала.
Изготовленные на электроэрозионных станках Sodick детали получают дополнительную прочность и устойчивость к обычной коррозии, так как в процессе работы над ними происходит изменение физических характеристик металла.
Копировально-прошивочный станок 4л721ф1
Прошивочный станок 4л721ф1 имеет адаптивное ЧПУ и используется при обработке отверстий и полостей в заготовках из металла трудно поддающегося обработке. С его помощью, также можно изготовить штампы, пресс-формы, фильеры и т.д.
Установленные в прошивочный станок 4л721ф1 генератор импульсов ШГИ-80-440М2, высокоскоростной привод, устройство индикации в цифровом виде, быстросъемные приспособления, дают возможность значительно увеличить его производительность и качество обработки.
Станок 4л721ф1 не требует наличия особо прочного фундамента в производственном помещении, так как устанавливается на виброустойчивые опоры.
На станке 4л721ф1 возможна обработка деталей, которые имеют максимальные размеры по длине, ширине и высоте — 280×250х120 мм.
Станки компании P&G (dk7732, dk7740, dk7725)
Станки dk7732, dk7740, dk7725 предназначены для изготовления измерительных инструментов, инструментальной оснастки, деталей для машин и механизмов (шестерни, зубчатые колеса и т.д.).
У проволочно-вырезных станков dk7732, dk7740, dk7725 имеется несколько особенностей:
- при работе используется молибденовая проволока, что позволяет использовать ее многократно. Для работы станка в течение недели достаточно 200 метров;
- станки оснащены удобным ЧПУ. Достаточно выполнить чертеж детали в программе CAD и загрузить его в ЧПУ станка при помощи съемного носителя;
- у них высокая производительность — обработка до 160 кв. мм поверхности за минуту.
Станок своими руками
Самодельный электроэрозионный станок можно собрать при наличии искрового генератора. Это самый сложный элемент в конструкции инструмента, который создается своими руками. За короткий отрезок времени должна быть собрана электрическая энергия в достаточном количестве для ее мгновенного выброса.
Многие комплектующие для электроэрозионного станка который планируется сделать своими руками можно найти в старом телевизоре. К примеру — конденсатор емкостью 1000 мкФ. Все необходимые детали размещаются в коробе сделанном из фторопласта, который должен быть полностью изолирован. Направляющую втулку электрода можно сделать из заземляющего штыря розетки европейского типа.
Электродом является молибденовая проволока, которая по мере испарения продвигается с использованием винтового зажима. Втулка должна иметь отверстие для прохождения охлаждающей жидкости и одновременно рабочей среды по оси совпадающей с расположением электрода.
К электроду необходимо подключить привод (пускатель который имеет катушку на 230 В). Прошивочный элемент регулируется по глубине отверстия величиной хода штока.
При зарядке конденсаторов горит лампа, а шток пускателя находится внутри. Как только заряд конденсаторов выполнен, лампа гаснет, шток двигается вниз к обрабатываемой детали и при контакте с ней происходит искровой разряд. Воздействие на заготовку (деталь) происходит циклически, а частота циклов зависит от мощности осветительной лампы.
Основные узлы, из которых состоит электроэрозионный станок сделанный своими руками:
- электрод;
- винт для крепления электрода;
- зажим плюсового контакта;
- направляющая втулка;
- фторопластовый корпус;
- выемка для притока рабочей жидкости (масла)%;
- штатив.
Расходные материалы
Для того чтобы качественно выполнять работы по изготовлению деталей из особо прочного металла, необходимы следующие расходные материалы для электроэрозионных станков:
- латунная проволока для электроэрозионных станков (возможен вариант с цинковым покрытием), латунная проволока с диаметром 0,1, 0,2, 0,25 мм;
- молибденовая проволока сечением 0,14 мм (поставляется катушками по 200м весом 32 кг);
- латунная или медная трубка (электрод) сечением от 0,5 до 6 мм и длиной от 30 до 40 см. Латунная может иметь от одного до трех отверстий;
- модульные трубки для подачи охлаждающей жидкости, которые изготавливаются из высококачественных полимеров.
Источник:
Технология электроэрозионной обработки
Разрушение поверхностных слоев материала под влиянием внешнего воздействия электрических разрядов называется электрической эрозией. На этом явлении основан принцип электроэрозионной обработки (ЭЭО).
Электроэрозионная обработка заключается в изменении формы, размеров, шероховатости и свойств поверхности заготовки под воздействием электрических разрядов в результате электрической эрозии (ГОСТ 25331-82).
Под воздействием высоких температур в зоне разряда происходят нагрев, расплавление, и частичное испарение металла. Для получения высоких температур в зоне разряда необходима большая концентрация энергии.
Для достижения этой цели используется генератор импульсов.
Процесс ЭЭО происходит в рабочей жидкости, которая заполняет пространство между электродами; при этом один из электродов — заготовка, а другой — электрод-инструмент.
Под действием сил, возникающих в канале разряда, жидкий и парообразный материал выбрасывается из зоны разряда в рабочую жидкость, окружающую его, и застывает в ней с образованием отдельных частиц.
В месте действия импульса тока на поверхности электродов появляются лунки.
Таким образом осуществляется электрическая эрозия токопроводящего материала, и образование одной эрозионной лунки.
Материалы, из которых изготавливается электрод-инструмент, должны иметь высокую эрозионную стойкость. Наилучшие показатели в отношении эрозионной стойкости ЭИ и обеспечения стабильности протекания электроэрозионного процесса имеют медь, латунь, вольфрам, алюминий, графит и графитовые материалы.
Рабочая среда
Рабочие жидкости (РЖ) должны удовлетворять следующим требованиям:
- обеспечение высоких технологических показателей ЭЭО;
- термическая стабильность физико-химических свойств при воздействии электрических разрядов с параметрами, соответствующими применяемым при электроэрозионной обработке;
- низкая коррозионная активность к материалам ЭИ и обрабатываемой заготовки;
- высокая температура вспышки и низкая испаряемость;
- хорошая фильтруемость;
- отсутствие запаха и низкая токсичность.
При электроэрозионной обработке применение получили низкомолекулярные углеводородистые жидкости различной вязкости; вода и в незначительной степени кремнийорганические жидкости, а также водные растворы двухатомных спиртов.
Для каждого вида ЭЭО применяют рабочие жидкости, обеспечивающие оптимальный режим обработки. На черновых режимах рекомендуется применять рабочие жидкости с вязкостью (смесь керосин-масло индустриальное), а на чистовых (керосин, сырье углеводородное).
Электроды-инструменты
Электроды-инструменты (ЭИ) должны обеспечивать стабильную работу во всем диапазоне рабочих режимов ЭЭО и максимальную производительность при малом износе. Электроды-инструменты должен быть достаточно жестким и противостоять различным условиям механической деформации (усилиям прокачки РЖ) и температурным деформациям. На поверхности ЭИ не должно быть вмятин, трещин, царапин и расслоения.
При обработке углеродистых, инструментальных сталей и жаропрочных сплавов на никелевой основе используют графитовые и медные ЭИ. Для черновой ЭЭО заготовок из этих материалов применяются ЭИ из алюминиевых сплавов и чугуна, а при обработке отверстий — ЭИ из латуни.
При обработке твердых сплавов и тугоплавких материалов на основе вольфрама, молибдена и ряда других материалов широко применяют ЭИ из композиционных материалов, так как при использовании графитовых ЭИ не обеспечивается высокая производительность из-за низкой стабильности электроэрозионного процесса, а ЭИ из меди имеют большой износ, достигающий десятка процентов, и высокую стоимость.
Износ ЭИ зависит от материала, из которого он изготовлен, от параметров рабочего импульса, свойств РЖ, площади обрабатываемой поверхности, а также от наличия вибрации.
На выбор материала и конструкции ЭИ существенное влияние оказывают материал заготовки, площадь обрабатываемой поверхности, сложность ее формы, требования к точности и серийности изделия.
Электроэрозионные станки
По технологическому назначению эти станки классифицируют на универсальные, специализированные и специальные.
Таблица 1 — Электроэрозионные станки.
| Модель станка | Наименование станка | Назначение и краткая характеристика |
| 4720М | Станок настольный электроэрозионный копировально-прошивочный. Универсальный. | Изготовление рабочих деталей пресс-форм, фасонных деталей из труднообрабатываемых штампов. Производительность — 70 мм2/мин, шероховатость — Ra = 0,80,4. |
| 4К721АФ1 | Электроэрозионный копировально-прошивочный станок. Универсальный. | Обработка сложнопрофильных отверстий. Производительность — 250 мм2/мин, шероховатость — Ra = 1,25. |
| 4Е723-01Ф1 |
Общая характеристика процесса электроэрозионной обработки
Типовой технологический процесс ЭЭО на копировально-прошивочных станках заключается в следующем:
- заготовку фиксируют и жестко крепят на столе станка или в приспособлении. Тяжелые установки (весом выше 100 кг) устанавливают без крепления. Устанавливают и крепят в электродержателе ЭИ. Положение ЭИ относительно обрабатываемой заготовки выверяют по установочным рискам с помощью микроскопа или по базовым штифтам. Затем ванну стакана поднимают и заполняют РЖ выше поверхности обрабатываемой заготовки.
- Устанавливают требуемый электрический режим обработки на генераторе импульсов, настраивают глубинометр и регулятор подачи. В случае необходимости включают вибратор и подкачку РЖ.
- В целях повышения производительности и обеспечения заданной шероховатости поверхности обработку производят в три перехода: предварительный режим — черновым ЭИ и окончательный — чистовым и доводочным.
Типовые операции электроэрозионной обработки
По технологическим признакам устанавливаются следующие виды ЭЭО:
- отрезка(ЭЭОт)
- объемное копирование(ЭЭОК)
- вырезание(ЭЭВ)
- прошивание(ЭЭПр)
- шлифование(ЭЭШ)
- доводка(ЭЭД)
- маркирование(ЭЭМ)
- упрочнение(ЭЭУ)
Прошивание отверстий
ЭЭО прошивают отверстия на глубину до 20 диаметров с использованием стержневого ЭИ и до 40 диаметров — трубчатого ЭИ. Глубина прошиваемого отверстия может быть значительно увеличена, если вращать ЭИ, или обрабатываемую поверхность, или и то и другое с одновременной прокачкой РЖ через ЭИ или с отсосом ее из зоны ОбРаБотки. Скорость ЭЭПр достигает 2-4 мм/мин.
Маркирование
Маркирование выполняется нанесением на изделие цифр, букв, фирменных знаков и др. Электроэрозионное маркирование обеспечивает высокое качество, не вызывает деформации металла и не создает зоны концентрации внутреннего напряжения, которое возникает при маркировании ударными клеймами. Глубина нанесения знаков может колебаться в пределах от 0,1 до 1 мм.
Операция может выполняться одним ЭИ и по многоэлектродной схеме. Изготавливаются ЭИ из графита, меди, латуни, алюминия.
Производительность составляет около 3-8 мм/с. Глубина знаков зависит от скорости движения электрода. При скорости движения электрода более 6 мм/с четкость знаков ухудшается. В среднем на знак высотой 5 мм затрачивается около 4 с.
Вырезание
В основном производстве ЭЭВ применяют при изготовлении деталей электро-вакуумной и электронной техники, ювелирных изделий и т.д. в инструментальном производстве, при изготовлении матриц, пуансонов, пуансонодержателей и других деталей, а также вырубных штампов, копиров, шаблонов, цанг, лекал, фасонных резцов и др.
Шлифование
Этот процесс шлифования применяют для чистовой обработки труднообрабатываемых материалов, магнитных и твердых сплавов.
Отклонение размеров профиля после электроэрозионного шлифования находится в пределах от 0,005 до 0,05 мм, шероховатость Ra= 2,50,25, производительность — 260 мм2/мин.
Источник: