Любая конструкция не может обойтись без резьбового соединения. Чтобы получить внутреннюю резьбу, был создан специальный инструмент, получивший название – метчик.
Было разработано очень много видов этого инструмента. Каждый выполняет определенную функцию. Одни из них предназначены только для работы на металлорежущих станках, другие можно использовать в бытовых условиях. Были созданы специальные таблицы, где можно подобрать нужный инструмент, в зависимости от размеров, конструкции и стоимости.
- Конструкция резьбового инструмента
- Метрические метчики
- Слесарные
- Конические
- Цилиндрические
- Трубные метчики
- Метчик для нарезки резьбы разного вида: как правильно выбрать устройство, таблица видов
- Виды метчиков по назначению
- Слесарные приборы
- Машинные или машинно-ручные
- Гаечные приборы
- Виды метчиков по конструкции
- Типы резьбы
- Материалы для метчиков
- Критерии выбора
- Нарезка резьбы
- Как нарезать резьбу метчиком вручную
- Классификация метчиков по типу конструкции
- Проходной
- Комплектный
- Классификация по назначению
- Классификация по типу отверстия
- Классификация по типу детали
- Таблица метчиков и сверл
- Правильное нанесение резьбы вручную
- Заключение
- Как правильно нарезать резьбу метчиком
- Разновидности инструмента
- Как правильно определить диаметр отверстия?
- Этапы нарезания резьбы машинно-ручным метчиком
- Полезные советы
- Машинный метчик – для нарезки внутренних резьб на станке
- Виды резьбы и методы ее нарезки
- Классификация резьбы
- Метрическая резьба
- Инструменты для нарезания резьбы
- Метчики могут быть машинными и ручными
- Работа с метчиком для нарезки резьбы
Конструкция резьбового инструмента
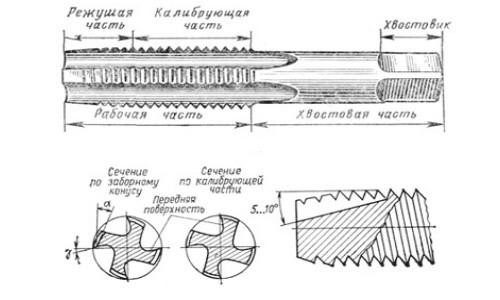
Метчик для нарезания состоит из нескольких частей:
- Хвостовика;
- Рабочей части;
- Заборного элемента;
- Калибровки.
При помощи хвостовика осуществляется крепление в шпинделе станка или патроне, когда появляется необходимость нарезать внутреннюю резьбу.
Нарезание выполняет рабочая часть. Ее внешний вид напоминает винт, оборудованный несколько винтовыми, а также продольными канавками.
У инструмента, имеющего винтовые канавки, есть одно важное преимущество. Операция нарезания выполняется в более благоприятных условиях, чем выполнять такую же операцию, метчиком для нарезания резьбы, у которого имеются продольные канавки.
Практически каждый инструмент имеет переднюю часть, которой дали название «заборная». Она имеет конусный вид. Заборная часть инструмента, первая начинает нарезание резьбы. Ее продолжает калибрующая часть. В ее функции входит калибровка и зачистка отверстия.
Зубья, которыми выполняется нарезание резьбы, получили название режущих перьев. Они своей формой напоминают резцы, расположенные по всему диаметру инструмента. Каждый зуб заточен согласно технологическим требованиям к режущим деталям.
Углубления, отделяющие режущие перья между собой, называются канавками. Они образуют режущие кромки, и по ним осуществляется удаление стружки из зоны нарезки. Размеры канавок можно увидеть в соответствующих стандартизованных таблицах.
Небольшие детали, диаметр которых менее 20 мм, снабжен тремя канавками. Инструмент с максимальным диаметром 40 мм, изготавливается с четырьмя канавками.
Метрические метчики
Их измеряют миллиметрами, они относятся к метрической системе. Инструмент маркируется буквой «М», обозначающей метрическое измерение. Например, маркировка М8 обозначает, что таким инструментом можно получить резьбу 8 мм.
Размерный ряд метрических метчиков имеет большой диапазон. Начиная с 2 мм и кончая 60 мм. То есть, нарезать можно абсолютно любую резьбу. Все данные о таком инструменте сведены в специальные таблицы.
В зависимости от назначения, выбирается конструкция метчика. Они подразделяются на несколько групп:
Для слесарных работ используется только ручной инструмент. Он, в свою очередь, подразделяется на несколько типов:
- Гаечный;
- Плашечный;
- Маточный;
- Специальный.
Слесарные
Комплект таких ручных метчиков, обычно состоит из трех инструментов:
- Чернового;
- Среднего;
- Чистового.
Сначала нарезается «черная» резьба, для чего используют черновой метчик. Для получения точности резьбы применяют средний метчик. Чистовым метчиком выполняется окончательное нарезание резьбы, проводится ее калибровка.
На хвостовике каждом метчике делается специальная отметка, по которой определяется вид метчика. Она может быть в цифровом виде или в виде нанесенных круговых колец. Количество рисок определяет назначение метчика:
- Черновой – одно кольцо;
- Чистовой – три кольца.
Кроме того, на хвосте маркируют размер резьбы, которую можно нарезать этим метчиком.
Слесарные метчики комплектуются двумя инструментами. У них несколько удлиненный заборный конус, а также увеличенный размер первого метчика.
Когда выполняется нарезание метрической резьбы в диапазоне 8 – 18 миллиметров, применяются одинарные метчики.
Для резьбы 6 — 24 мм, используют два метчика, один и черновой, другой чистовой.
Тремя метчиками нарезается резьба в диапазоне 2 — 52 мм. Дюймовая резьба также нарезается несколькими инструментами в зависимости от размеров. Более подробно, какие необходимы метчики, можно увидеть в гостированной таблице. В ней указаны диаметры, вид метчика и необходимый комплект.
Инструмент имеющие винтовые канавки, в большинстве случаев используется для нарезки очень точных резьбовых отверстий.
Режущая часть инструмента подразделяется на два типа:
- Коническая;
- Цилиндрическая
Конические
Отличаются конструкцией заборной части, изготовленной немного удлиненной, и имеющей неполную резьбу, которая постепенно становится калибрующей частью. Такими метчиками нарезается резьба в отверстиях, имеющих сквозной характер.
Цилиндрические
Этим инструментом нарезается резьба в деталях, где не требуется сквозного отверстия.
Когда проводится нарезка гаек, без использования станочного оборудования пользуются гаечными приспособлениями. Благодаря удлиненному хвостовику, нарезанные гайки остаются на инструменте.
У плашечных деталей имеется заборный конус большого размера. Таким инструментом в плашках проводится предварительная нарезка резьбы. Операция выполняется в один проход. Очистка резьбы осуществляется маточными деталями, имеющими канавки в виде правой спирали.
Кроме обыкновенных машинных приспособлений, применяются и бесканавочные инструменты. У них отсутствуют продольные канавки. Причем их приемный конус делается намного короче.
Эти инструменты имеют повышенную прочность, они ломаются очень редко, поэтому количество бракованных деталей из-за такой поломки сводится к минимуму.
Резьбовая часть большой длины, дает возможность перетачивать такие инструменты несколько раз.
Основным преимуществом бесканавочных деталей является их высокая производительность. Ими можно провести нарезку резьбы в любых отверстиях. Для такого инструмента не имеет значения сквозное или глухое отверстие.
Универсальные детали изготавливаются сборными. Каждая часть отделена специальной шейкой. Черновая операция выполняется первой частью, проходит предварительная нарезка, а уже второй частью, делается чистовая нарезка резьбы.
Работа таким оборудованием позволяет сэкономить время. Ведь для нарезки резьбы нужен только один инструмент. Отпадает необходимость в целом комплекте, монтаж которых, требует много дополнительного времени.
Трубные метчики
Для измерения берутся дюймы, так как в трубах применяется другая система изменения.
Все трубные детали маркируются буквой G, которая говорит о трубной резьбе. Вот несколько примеров:
- G 1/2 – полдюймовая резьба;
- G 3/4″ – трехчетвертная;
- G1 – дюймовая.
Больше всего используется полдюймовая трубная резьба. Это особенной касается проводки водопровода в жилых домах, где трубы имеют такие размеры.
В комплект трубных метчиков входит две детали. Одна имеет острый заход, другая тупой.
Как уже было сказано выше, разновидностей такого инструмента, очень много. Поэтому делая выбор, стоит обратиться к специальным таблицам. Они подскажут, какой нужно взять инструмент, какого диаметра и какого вида.
Источник:
Метчик для нарезки резьбы разного вида: как правильно выбрать устройство, таблица видов
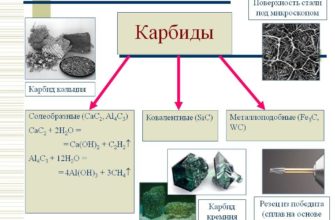
У многочисленных промышленных приборов, а также у многих предметов домашнего быта есть резьбовые соединения, которые начали применять с древнейших времён.
К основным приборам, при помощи которых производятся элементы подобных соединений, относится метчик. Его использование даёт возможность стремительно и без особых затруднений нарезать на внутренней плоскости отверстия — точную резьбу. Чтобы нарезать резьбу метчиком, нужна таблица для определения размеров устройства.
Первые приборы для нарезки резьбы отличались простой системой, и представляли собой четырёхгранный стержень, на рабочем окончании которого, заточенном под ровный конус, выпиливались зубья. Резьба при применении подобного устройства нарезалась посредством его ввинчивания во внутреннюю часть гайки, либо в заранее приготовленное отверстие в обрабатываемом продукте.
Безусловно, такого рода механизм обладал большим количеством недочётов. К наиболее значимым недостаткам необходимо причислить отсутствие на режущей части задней плоскости, а также негативное значение переднего угла. Со временем система метчиков стала более обдуманной, и на сегодняшний день, они дают возможность создавать чёткую и качественную внутреннюю резьбу.
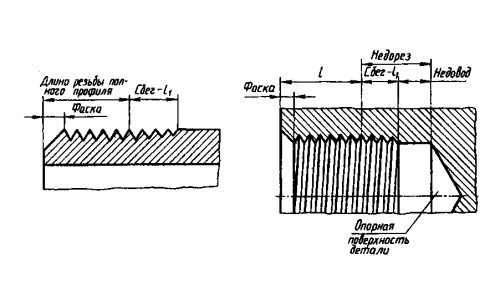
В каждом метчике для нарезки на внутренних поверхностях есть такие элементы:
- канавки (от 2 до 6);
- заборная часть;
- калибрующая часть, что имеет трубчатую конфигурацию.
Канавки, находящиеся на фронтальной плоскости прибора, вдоль всей длины, одновременно осуществляют две функции: обеспечение вывода стружки с области обработки, и упрощение подвода в эту зону смазывающе-остужающей жидкости (СОЖ). Конфигурацию, которую канавка имеет в поперечном разрезе, устанавливают две её плоскости, одна из которых считается передней гранью разрезающего зуба прибора, а 2-я — его спинкой.
По виду профиля стружечные канавки бывают таких видов:
- однорадиусные (с канавками этой формы выполняются в большей степени метчики калибровочного типа);
- с прямолинейными поверхностями (приборы с канавками такой формы применяются для нарезки внутри гаек);
- с прямолинейной и радиусной поверхностями (большая часть метчиков производится со стружечными канавками непосредственно такого вида).
Канавки могут размещаться по-разному, отличают прямолинейные, а также спиральные. С канавками прямолинейного вида производятся многоцелевые метчики общего направления. Со спиральными левонаправленными канавками выполняются устройства, применяемые для нарезания резьбы в проход.
Стружка, создаваемая прибором, двигается впереди него по возделываемому отверстию, тем самым исключается угроза ухудшения уже нарезанной резьбы. При применении метчиков с правым направлением закрутки канавок стружка выводится из области обработки к хвостовику прибора.
Правосторонние оптимально подойдут для нарезки в глухих отверстиях.
Заборная доля метчика, как уже рассказывалось ранее, имеет коническую конфигурацию, что упрощает процесс вхождения инструмента в отверстие. Определённое значение части угла наклона, который может пребывать в спектре 3−20°, выбирают с учётом того, для какого вида обработки будет применяться механизм: черновой, промежуточной либо чистовой.
Цилиндрическая калибровочная часть производится с возвратным занижением до 0,1 миллиметра, что необходимо для того, чтобы сократить силы трения, возникающие во время нарезки.
Сократить силу трения меж рабочей частью метчика и обрабатываемой поверхностью даёт возможность также затыловка задней плоскости режущих зубьев, исполняемая от их вершины на 1/3 их ширины.
Подобным образом формируется занижение задней плоскости режущих зубьев, размер которого для инструмента диаметром 12-30 мм является около 0,1 мм.
Виды метчиков по назначению
Современная индустрия выпускает разнообразные виды метчиков, отличающихся конструктивным исполнением и многофункциональными способностями. Таким образом, по собственному предназначению метчики могут относиться к одному из таких видов.
Слесарные приборы
Данные приборы чаще всего считаются ручными и применяются в комплекте с воротком, при помощи которого сообщается вращение. Как правило, они издаются и применяются комплектами, состоящими из 2-3 приборов, каждый с которых снимает с возделываемой плоскости лишь часть припуска. Масштабы метчиков, вступающих в такой комплект (рабочие диаметры), отличаются.
Первый инструмент, в хвостовик которого внесено обозначение с 1 чёрточкой, применяется для исполнения черновой обработки, 2-ой (с 2-мя чёрточками на хвостовике) — для промежуточной, а 3-ий (соответственно, с 3 чёрточками) — для финишной обработки резьбы.
Машинные или машинно-ручные
Это приборы, при помощи которых резьба может делаться вручную и на станках разного вида (токарных, сверловочных, агрегатных и др.). От слесарных, такие устройства отличаются лишь укороченной заборной составляющей и более высокой устойчивостью к механическим нагрузкам.
Гаечные приборы
При помощи подобных приборов, как следует из их наименования, осуществляют нарезание в гайках. Гайки, в которых подобным метчиком уже нарезана резьба, не скручиваются с прибора, а перемещаются на его вытянутую хвостовую часть. Хвостовики приспособлений, при помощи которых нарезается резьба в сверловочных станках, имеют прямолинейную конфигурацию.
Гайки с уже порезанной резьбой, перемещённые на такой хвостовик, попросту стряхиваются с него, после извлечения прибора из патрона станка.
Для нарезки гаек в резьбонарезных автоматах применяются устройства, хвостовики которых имеют изогнутую конфигурацию.
При исполнении резьбы подобным методом гайки под давлением друг друга проталкиваются по хвостовику прибора, достигают его окончательной части и падают в приготовленную тару.
Виды метчиков по конструкции
По собственному конструктивному исполнению приспособления также делятся на разнообразные виды. Так, в зависимости от этого параметра, отличают такие инструменты:
- со стружечными канавами укороченной длины, какие именуют бесканавочными (система подобных метчиков специально изобретена для того, чтобы порезать в деталях из низкоуглеродистых вязких сталей, алюминиевых сплавов, а также прочных легированных сталей);
- с канавками, размещёнными по винтовой линии (устанавливают подобные приборы на обрабатывающие центры и применяют для нарезки глухой резьбы);
- с режущими зубьями, сделанными в шахматном порядке (за счёт того, что разрезающие зубья в калибровочной части подобного прибора срезаны через один, удаётся достичь снижения силы трения при обработке);
- ступенчатого вида с рабочей частью, разделённой на 2 места, каждый из которых осуществляет собственную функцию (к примеру, имеются ступенчатые метчики, где первый участок функционирует по генераторной схеме, а 2-ой — согласно профильной; у ступенчатых приборов других видов первый участок осуществляет режущую функцию, а 2-ой — разглаживающую);
- комбинированные (это по сути, 2 в 1: их режущая доля, сделанная в одной конструкции, начинается со сверла, а завершается метчиком);
- метчики-протяжки, применяемые в отверстии любого диаметра (с их поддержкой резьба нарезается на токарном станке, в патроне которого крепится обрабатываемая часть, а в резцедержателе — хвостовик применяемого прибора. Перемещение метчика в период нарезания резьбы поддерживается механической подачей суппорта, а вращение возделываемой детали — вращением шпинделя);
- с внутренней полостью, в результате которой, происходит охлаждение прибора в процессе обработки (применение подобных метчиков, определённых в специальном либо многооперационном оснащении, даёт возможность существенно увеличить эффективность нарезки резьбы);
- колокольные (подобные устройства применяются для значительного диаметра (50−400 миллиметров) и имеют сборную систему, состоящую из единичных разрезающих компонентов).
Типы резьбы
Применяя метчики различных категорий, как и разнообразные виды плашек, можно создавать на поверхностях детали резьбу разных видов. В зависимости от вида резьбы метчики разделяются на следующие категории:
- метрические. Это приспособления, с помощью которых нарезают метрическую резьбу. Нарезаемый компонент резьбы в таких вариантах имеет конфигурацию равнобедренного треугольника, а все её характеристики измеряются в миллиметрах. В маркировке подобных метчиков содержится буква «М». Для выбора метчиков метрических и диаметра предварительного отверстия применяется особая справочная таблица;
- дюймовые. Рабочая доля подобных метчиков имеет коническую конфигурацию. Диаметр дюймовых приборов измеряется в дюймах, а шаг — в числе ниток на один дюйм (25,4 мм). Уклон средней плоскости метчиков этого вида составляет 1°47’24″;
- трубные. Сюда относятся трубчатые и конические приспособления, применяемые в трубных соединениях.
Метчики можно применять для отверстий с разной резьбой. Для левосторонней резьбы отличаются от приборов правого вида только направлением подъёма линии разрезающей доли. Есть различные метчики для нарезания резьбы, таблица размеров включает нужные виды.
Материалы для метчиков
Для производства приспособлений разных видов применяются следующие материалы:
- высокоуглеродистые стали (У10А, У12А и др.);
- быстрорежущие стали (Р6М5, Р6М5К5 и др.);
- твёрдые сплавы.
Критерии выбора
Сначала избирается вид прибора по типу резьбы и её предназначению. По условиям точности определяют, следует ли использовать одинарный клеймовщик, либо необходим набор. Помимо этого, метчики выпускаются с разной чистотой обработки их разрезающего элемента, что оказывает большое влияние на достоверность нарезания резьбы.
Материал, в котором необходимо порезать резьбу, влияет на выбор устройства. Таким образом, необходимо принимать во внимание ведущий ракурс заточки зубьев.
Он составит для стали — 5-10 градусов, для медных сплавов — 0-5 градусов, для алюминия и сплавов — 25-30 градусов.
Приборы могут производиться из простых сталей, прочных сталей либо прочными напайками, что должно предусматриваться при рассмотрении того, какой материал обрабатывается.
Основной подбор делается по диаметру сделанного отверстия, в котором выполняется нарезка резьбы. Диаметр рабочего прибора должен быть несколько меньше диаметра отверстия.
Таким образом, для резьбы метрической М20 (диаметр рабочего метчика 20 мм) диаметр сделанного отверстия составит 19 миллиметров. При метрической, если не имеется специальных условий, то производится стандартный шаг.
К примеру, резьба М4 — шаг 0,7 мм, М5 — 0,8 мм, М10 — 1,5 мм, М12 — 1,75 мм и т. д.
Нарезка резьбы
Чтобы нарезать внутреннюю резьбу метчиком, таблица для их выбора поможет определиться с выбором устройства. Деталь, в которой сделано отверстие для резьбы, фиксируется в тиски так, чтобы срез на отверстии находился вверху. Линия отверстия должна разместиться строго вертикально столу.
Метчик надёжно фиксируется в гнезде воротка и вводится в фаску отверстия. Придерживая руками за вороток, метчик нужно прижать к детали и вертеть по часовой стрелке. Оборот выполняется плавно и равномерно с лёгким давлением. Так производится два оборота вперёд. Потом выполняется поворот на половину оборота обратно (против часовой стрелки). В такой очерёдности просверливается отверстие.
При нарезке резьбы болт необходимо фиксировать. Следует время от времени остужать механизм. Рекомендовано применять такие вещества:
- при работе с алюминием — керосин;
- с медью — скипидар;
- со сталью — специальную эмульсию.
Для бронзы или чугуна охлаждающие смеси можно не использовать.
Нарезку лучше всего осуществлять комплектными приборами. Сначала нарезают черновую резьбу. Затем пропускают средний метчик, и только потом резьба окончательно создаётся с помощью чистового нарезания. Исключение из процесса обработки какого-либо этапа не приводит к ускорению процесса, но значительно сказывается на качестве работы.
Источник:
Как нарезать резьбу метчиком вручную
В сложных деталях и элементах механизмов бывают крепления при помощи болта и гайки. Для такой связи необходимо дополнительное пространство. Бывают ситуации, когда толщины деталей не хватает для сквозного отверстия. В подобных ситуациях используется винтовое соединение. Но для закручивания винта нужна резьба, ее делают при помощи метчика для нарезки резьбы.
Конструкция приспособления состоит из металлического стержня, включающего в себя хвостовик и рабочую область. Саму резьбу делает именно хвостовик. Он имеет форму конуса с зазубринами. Чтобы при проделывании отверстий паз не забивался стружкой на хвостовике имеются канавки.
Классификация метчиков по типу конструкции
В зависимости от задачи и вида отверстия может потребоваться тот или иной вид метчика. Существует несколько вариантов исполнения этого инструмента, различающихся не только назначением, но и формой.
Проходной
Резьбу на таком инструменте наносят в одну колею. На хвостовике располагают острия, которые выполняют как разметку, так и резку. Инструмент идеален для работы с мягкими металлами, при контакте с твердыми материалами потребуется больший нажим.
Комплектный
При нарезке резьбы таким метчиком необходимы 2-3 насадки одного калибра. В работах с твердыми металлами применяют до пяти разных насадок. Резьбу наносят не сразу, а поэтапно. Первым делом вручную прокладывают колею разметочной насадкой, после чего по ней прорезают более глубокую резьбу. Последний этап – финальный проход по колее, он делает грани идеально ровными.
Подобный метод нанесения резьбы наиболее длительный и трудоемкий, но риск повреждения деталей минимален.
Классификация по назначению
Разделяют разные виды метчиков в зависимости от того, для каких работ они предназначены. Существуют следующие виды этого инструмента:
- Машинно-ручной. Хвостовик имеет укороченную форму, а по его длине расположены квадратные засечки. Инструмент используют в электродрелях и ручных инструментах. При нарезании вручную применяют специальный держатель для метчика.
- Машинный. Длина хвостовика увеличена. Используется для фиксации в электроинструменте.
В некоторых случаях возможно использование инструмента не по назначению.
Классификация по типу отверстия
Разные метчики могут делать отверстия различных форм. Бывают инструменты для:
- Сквозных отверстий. Входная область насадки увеличена по длине и практически сливается с рабочей частью. Для нанесения нарезки таким метчиком используют электропривод.
- Глухих отверстий. Входная область имеет форму сходную с фрезой. Благодаря чему можно наносить резьбу на всю глубину отверстия. При погружении метчика необходимо соблюдать осторожность – так как он может треснуть. При работе с таким инструментом чаще всего используется ручная нарезка.
Классификация по типу детали
В зависимости от того, на каком металле необходима нарезка, используют метчики с разной формой зубцов (засечек). Они бывают: прямыми, с канавками меньшей длины и винтовыми. Универсальные инструменты не могут применяться на всех типах металлов.
Совет! Если вам нужно нанеси резьбу – используйте метчик, соответствующий типу металла рабочей поверхности и форме отверстия.
Таблица метчиков и сверл
Чтобы крепление будущей детали было плотным, необходимо точное соответствие величин проходного отверстия и диаметра резьбы (величины указаны в таблице по ГОСТу). Если эти показатели разнятся – резьбовое отверстие будет хлипким. Даже при минимальных нагрузках нарезка повредится. Если же она будет слишком узкой, то метчик быстро сломается при погружении в металл.
Обратите внимание! Если у вас нет метчика необходимого диаметра – лучше сделать отверстия немного меньшего размера, нежели большего.
Правильное нанесение резьбы вручную
Опыт нанесения нарезки приходит при регулярных работах подобного плана. Если вы ранее не пользовались метчиком воспользуйтесь следующей инструкцией по проделыванию резьбы:
- Выбор сверла соответственно будущему отверстию (смотрите в таблице выше). Сверло для работ должно быть острым и ровным, иначе нарезка будет хлипкой. При работах входную область зенкуют. Делать отверстия сподручнее на станке, это облегчит процесс вкручивания.
- Нанесение резьбы. В данных работах главное – точность, поэтому спешить не стоит. Проделывание отверстие начинают с насадки меньшего диаметра, постепенно увеличивая калибр. Это позволит создать прочную и гладкую резьбу. Также рекомендуется в обязательном порядке использовать финишную глубину. Она обеспечит легкое вхождение винта. Размер метчика должен соответствовать маркировке винта. Не стоит использовать половинчатые значения, в ГОСТе не существует ни соединений, ни винтов с такими показателями.
- Очистка. После нанесения резьбы из нее необходимо удалить частички металла, а отверстия прочистить металлическим ершиком. Глухие отверстия чистят кистью и продувают сжатым потоком воздуха. После чистки вкручивают винт и тестируют резьбу. Крепеж должен входить легко, без нажима.
Заключение
Если вы допустили ошибку при нанесении резьбы – придется переделать деталь или перенести отверстие. Крепеж на неправильную резьбу недопустим.
Источник:
Как правильно нарезать резьбу метчиком
Метчик – инструмент, с помощью которого можно быстро и точно нарезать резьбу в подготовленном отверстии. Это стержень, разделенный на рабочую часть и хвостовик. Хвостовик служит для фиксации в воротке или патроне станка.
Удаление стружки обеспечивают продольные или винтовые канавки, находящиеся на режущей части. Для изготовления этого инструмента используют углеродистые или быстрорежущие стали.
Чтобы качественно нарезать внутреннюю резьбу, необходимо знать, как правильно выбрать метчик и подготовить отверстие.
Разновидности инструмента
Подходящий инструмент выбирают, в зависимости от особенностей обрабатываемого материала, требуемой производительности и других параметров. С помощью метчиков разных типов можно нарезать метрическую или дюймовую внутреннюю резьбу с цилиндрическим или коническим профилем.
По способу ведения процесса различают модели:
- Проходные (универсальные). Их рабочая часть состоит из трех зон. Первая выполняет черновую нарезку, вторая – промежуточную, третья – чистовую.
- Комплектные. Для выполнения полного комплекса работ используют несколько инструментов – для черновой, промежуточной и чистовой нарезки. Комплекты состоят из трех метчиков, реже – из двух (для черновой и чистовой обработки). Для обработки особо прочных металлов используют комплекты с 5 инструментами.
Инструмент изготавливают двух типов: для обработки отверстия вручную или с помощью металлорежущего оборудования.
- Машинно-ручной. Имеет квадратный хвостовик. Работает в комплекте с держателем с двумя ручками – воротком.
- Машинный. Устанавливается в патрон металлообрабатывающих станков различных типов.
Для нарезки резьбы в непроходных и сквозных отверстиях применяют метчики разных конструкций:
- Для непроходных отверстий используют комплектный инструмент без конусного кончика. Работа обычно выполняется воротком.
- В сквозных отверстиях резьбу изготавливают метчиками с конусообразным кончиком. Чаще всего это разновидности инструмента универсального типа.
Каналы для отведения стружки имеют различные формы: прямую, винтовую, укороченную.
Для обработки материалов невысокой твердости подходят стружкоотводящие каналы любых форм. Чтобы метчиком нарезать резьбу в материалах высокой твердости, таких как нержавеющая и жаропрочная стали, применяют только инструмент, в котором режущие сегменты имеют шахматное расположение.
Как правильно определить диаметр отверстия?
Перед тем как нарезать резьбу, изготавливают отверстие, диаметр которого определяют по стандартизированным таблицам. Если подготовить отверстие, сечение которого меньше рекомендованной величины, инструмент выйдет из строя, если больше – результат будет некачественным.
Таблица соответствия метрических резьб и диаметров отверстий для них
| Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм |
| М 2 | 1,6 | М 8 | 6,7 | М 22 | 19,4 |
| М 2.2 | 1,75 | М 9 | 7,7 | М 24 | 20,9 |
| М 2.5 | 2,05 | М 10 | 8,5 | М 27 | 23,9 |
| М 3 | 2,5 | М 11 | 9,5 | М 30 | 26,4 |
| М 3.5 | 2,9 | М 12 | 10,2 | М 33 | 29,4 |
| М 4 | 3,3 | М 14 | 12,0 | 31,9 | |
| М 5 | 4,2 | М 16 | 14,0 | М 39 | |
| М 6 | 5,0 | М 18 | 15,4 | М 42 | 37,4 |
| М 7 | 6,0 | М 20 | 17,4 | М 45 | 40,4 |
Таблица соответствия дюймовых резьб и диаметров отверстий для них
| Размер резьбы, дюймы | Диаметр, мм | Размер резьбы, дюймы | Диаметр, мм |
| 1/8 | 8,8 | 7/8 | 28,1 |
| 1/4 | 11,7 | 1 | 30,5 |
| 3/8 | 15,2 | 1 1/8 | 35,2 |
| 1/2 | 18,9 | 1 1/4 | 39,2 |
| 5/8 | 20,7 | 1 3/8 | 41,6 |
| 3/4 | 24,3 | 45,2 |
Этапы нарезания резьбы машинно-ручным метчиком
Порядок производства работ:
- Первый шаг – разметка в соответствии с чертежами.
- По отметкам производят кернение остро заточенным керном.
- Сверлят со средним нажимом на невысоких оборотах. Дрель должна находиться под прямым углом к поверхности. Перед началом работ сверло смазывают. Если глубина отверстия большая, то смазывание производят не только перед началом, но и во время работы. Глубина глухого отверстия должна быть несколько больше, чем нарезаемая длина. При отсутствии запаса резьба может получиться неполной.
- Повысить качество результата позволяет обработка зенкером, которая уменьшает конусность и обеспечивает параллельность боковых поверхностей.
- Метчик закрепляют в воротке, кончик его смазывают и вставляют в отверстие строго под прямым углом к поверхности. Делают первый оборот, несильно нажимая сверху на вороток. После первого оборота вперед следует сделать половину оборота назад для удаления стружки. Особую осторожность соблюдают при использовании универсального инструмента – он хрупкий и его легко повредить. Проще работать с комплектными моделями.
Полезные советы
- Чтобы правильно нарезать резьбу в металлах с низкой твердостью и высокой вязкостью, таких как алюминий, сплавы на его основе, медь, баббиты, метчик рекомендуется периодически вынимать для очистки каналов от налипшей стружки.
- При использовании комплектных моделей следует использовать полный набор. Пропуск чернового инструмента не ускоряет, а замедляет нарезание. Такое нарушение технологии приводит к снижению качества результата, а иногда и к выходу метчика из строя.
- Для предотвращения перекоса метчика через 2-3 нити проверяют вертикальность его положения с помощью угольника. Такая предосторожность особенно актуальна для глухих и мелких отверстий.
Процесс необходимо вести с применением жидкостей, предназначенных для смазки и охлаждения:
- в стальных элементах применяют эмульсии, льняное масло, олифу;
- в изделиях из алюминия и его сплавов – керосин;
- при обработке меди – скипидар.
Нарезать резьбу в деталях из чугуна или бронзы можно без применения смазки.
Источник:
Машинный метчик – для нарезки внутренних резьб на станке
Одним из самых надежных и удобных соединений деталей является резьбовое соединение болтами и гайками. Для автоматизированной нарезки внутренних резьб с применением станков используют машинный метчик.
Метчиками называют специализированный металлорежущий инструмент, единственное назначение которого заключается в нарезании различных внутренних резьб диаметром до 50 мм в глухих и сквозных отверстиях. Изготавливают их из быстрорежущей стали (Р9, Р18, Р6М5) или инструментальной (9ХС, У11А, У12А), а иногда используют твердый сплав.
Метчик состоит из хвостовика и рабочей части, которая делится на режущую (конической формы) и калибрующую. Хвостовик предназначен для фиксации инструмента в воротке или патроне станочного оборудования. Он цилиндрической формы, а для установки в соответствующий приводной инструмент имеет квадрат на конце у ручных метчиков и поводок или лыску – у машинных.
Существуют следующие основные виды метчиков:
- Ручные – служат для нарезки резьб вручную.
- Машинные – предназначены для изготовления резьб машинным способом (на токарных станках). Отличаются от ручных особой геометрией, обеспечивающей возможность существенно ускорить процесс резания резьбы.
- Машинно-ручные – могут использоваться как для машинного, так и ручного нарезания.
- Гаечные – с удлиненным или изогнутым хвостовиком. Используются для нарезки резьб в гайках, их конструкция позволяет не выворачивать инструмент после завершения рабочей операции. С изогнутым хвостовиком применяют в гайконарезных автоматах.
По направлению формируемой резьбы все метчики делятся на:
- обычные – для правосторонней резьбы;
- специальные – для нарезки левосторонней резьбы, маркируются LH.
По геометрии резьбы:
- метрические – М;
- трубные, с резьбой:
- цилиндрической дюймовой – G;
- конической – K;
- конической дюймовой – RC.
Стандартная для труб резьба – цилиндрическая (G 1″ – на дюйм, G 1/2″ – на полдюйма и другие по аналогии). У метрических метчиков для каждого диаметра несколько шагов резьбы (стандартный, мелкий, средний), увеличивающихся с возрастанием диаметра. В маркировке инструмента указывают диаметр и шаг (кроме стандартного). М10×0,75 (диаметр 10 мм, шаг 0,75 мм) или М10 (шаг 1,5 мм – основной).
Изготовляются метчики одинарными и в комплекте из 2 или 3 штук. Последние в основном используют при работе с деталями, которые изготовлены из вязких или твердых материалов.
Первые номера в комплекте предназначены для черновой нарезки, а последний – для чистового прохода. Если комплект метчиков состоит из 2-х инструментов, то №1 прорезает резьбу на 75 %, а №2 снимает оставшиеся 25 % металла.
Для трех – 60 %, 30 % и 10 % соответственно.
Существуют также следующие виды метчиков:
- плашечные – применяют для формирования за 1 проход резьбы в плашках;
- маточные – используют для очистки резьбы в плашках, находящихся в работе, а также после нарезки плашечным метчиком;
- специальные (бесканавочные и комбинированные).
У бесканавочного инструмента, в отличие от обычного машинного, на всей протяженности резьбовой части отсутствуют продольные канавки, приемный конус значительно короче.
Он значительно прочнее обычного, благодаря большой длине резьбовой части его можно несколько раз перетачивать (срок службы значительно больше, чем у обычного).
Главное достоинство – высокая производительность работ при нарезке резьбы.
Комбинированные состоят из 2 частей, которые разделены шейкой. Первая выполняет функции чернового метчика и производит предварительное формирование резьбы, а вторая используется для завершающего (чистового) нарезания.
Применение такого инструмента ощутимо экономит время, потому что во время работ пользуешься одним инструментом вместо комплекта (не надо тратить время на переустановку черновых и чистовых инструментов).
К комбинированным также относят сверло-метчик. Для него не нужно предварительно просверливать отверстие, так как он и просверлит, и нарежет сразу резьбу. Первая часть этого инструмента представляет собой сверло, а вторая – метчик.
По конструкции рабочей части делят на:
- со стружечными канавками (прямыми, винтовыми, укороченными, только на заборной части) и бесстружечные (раскатники с пазом и без паза для смазки);
- с обычными зубьями и шахматными или спиральными.
Нарезание внутренней резьбы метчиком начинают с выбора нужного инструмента. После первым шагом является просверливание отверстия.
По сути, этот этап является самым главным, так как если ошибиться с подбором диаметра, то либо болт будет болтаться, либо при нарезании резьбы от перегрузки сломается метчик.
Лучше всего диаметр отверстий определять по таблицам, но можно произвести и грубую оценку: отняв от диаметра резьбы ее шаг можно получить приблизительное значение необходимого диаметра отверстия.
Например, если внешний диаметр резьбы 18 мм, а шаг 1 мм, то требуется просверлить отверстие в 17 мм. Сверлить необходимо строго перпендикулярно поверхности детали (из-за отклонений возможен брак при нарезании).
У просверленного отверстия желательно сделать небольшую фаску. У глухих отверстий глубина должна быть больше, чем длина нарезаемой части, чтобы инструмент при резке вышел за границы необходимой длины резьбы.
Если этот запас не предусмотреть, то резьба будет неполной.
Деталь с просверленным отверстием закрепляют в тиски. Метчик фиксируют в воротке (при отсутствии используют разводной ключ) или патроне станка.
На качество резьбы, скорость нарезания и стойкость инструмента значительное влияние оказывает правильный подбор смазочно-охлаждающей жидкости (СОЖ).
Чтобы не испортить инструмент, а резьбу получить чистую и с правильным профилем, необходимо применять следующие СОЖ:
- разведенную эмульсию (одна часть эмульсии, смешанная с 160 частями воды);
- для деталей из латуни и стали можно использовать льняное масло;
- для изделий из алюминия – керосин;
- для деталей из красной меди – можно скипидар;
- в изделиях из чугуна и бронзы нарезание следует проводить всухую.
Нельзя использовать минеральные и машинные масла – они способствуют значительному возрастанию сопротивления, которое инструмент преодолевают в процессе работы, оказывают отрицательное влияние на шероховатость резьбы и приводят к быстрому износу метчика.
При ручной нарезке резьбы инструмент вставляют в отверстие вертикально (без перекоса). Вороток вращают в нужном направлении (для правой резьбы по часовой стрелке) не все время, а периодически делают 1–2 оборота в обратную сторону.
При таком вращательно-возвратном движении метчика срезаемая стружка ломается, становится короткой (дробленой) и легче удаляется из рабочей зоны, а процесс формирования резьбы значительно облегчается.
По окончании нарезания инструмент вывертывают вращением воротка в противоположную сторону, затем его прогоняют по готовой резьбе насквозь или до упора для глухих отверстий.
Необходимо также придерживаться следующих правил:
- При формировании резьб в вязких и мягких металлах (алюминий, медь, баббиты и другие), а также в глубоких отверстиях инструмент следует периодически выкручивать из отверстия для очистки канавок от стружки.
- При использовании комплекта метчиков необходимо применение всех инструментов набора. Нарезание сразу чистовым метчиком или средним, а затем чистовым без прохода черновым не ускоряет, а только замедляет и затрудняет процесс нарезания. Кроме того, резьба при этом получается некачественной, а инструмент может сломаться. Чистовой и средний метчики вкручивают в отверстие вручную (без воротка) до тех пор, пока инструмент не пойдет по резьбе правильно, и только после этого устанавливают вороток и продолжают работу.
- В процессе нарезания требуется тщательно следить за правильностью врезки инструмента, чтобы не было его перекоса. Для этого необходимо через каждые вновь нарезанные 2–3 нитки стружки проверять положение метчика относительно верхней плоскости детали с помощью угольника. Особенно осторожно следует работать с глухими и мелкими отверстиями.
Для формирования резьбы на токарных станках и автоматах используют метчик машинный, ГОСТ которого определяет назначение и конструкцию инструмента. Выпускают их поштучно (для формирования резьбы за 1 проход) или комплектами.
Первые обычно используют при обработке чугуна, а вторые – стали. Скорость нарезания машинным метчиком должна составлять 6–22 м/мин при работе с бронзовыми, алюминиевыми, чугунными заготовками и 5–12 м/мин – со стальными. Процесс нарезания должен обязательно сопровождаться охлаждением СОЖ.
При работе с машинными метчиками следует придерживаться дополнительных правил:
- При выборе сверла необходимо помнить, что при работе с метчиками-раскатниками для предварительного создания отверстий требуются инструменты других диаметров.
- При использовании станков с ЧПУ следует проверять скорость подачи инструмента, указанную в программе. Если установлен резьбонарезной патрон, то величина подачи метчика на 1 оборот должна иметь значение 95–97 % от шага, чтобы обеспечить самозатягивание инструмента.
- Следует по возможности пользоваться качественными патронами, имеющими компенсацию, ограничивающую крутящий момент. Такие патроны гарантируют правильное осевое перемещение инструмента и устанавливают его строго в отверстии. Это также предохранит метчик машинный от поломки, если он случайно столкнется с дном отверстия.
- Требуется следить за плавностью входа инструмента в отверстие – неравномерная, прерывистая подача, скорей всего, приведет к колоколообразной форме первых витков стружки (браку резьбы).
Применимость некоторых видов метчиков в зависимости от обрабатываемого материала:
| Название метчика | ГОСТ | Обрабатываемый материал |
| 1 | 2 | 3 |
| Машинно-ручные метчики с прямыми канавками | ГОСТ 3266-71-71 | Углеродистые стали общего назначения обычного качества и качественные низколегированные стали общего назначения, литейные и ковкие чугуны |
| Машинно-ручные метчики с винтовыми канавками | ГОСТ 17933-72 | |
| Машинно-ручные метчики с укороченными канавками | ГОСТ 17931-72 | |
| Гаечные метчики с прямым хвостовиком | ГОСТ 1604-71 | |
| Гаечные метчики с изогнутым хвостовиком | ГОСТ 6951-71 | |
| Машинно-ручные метчики с шахматным расположением зубьев | ГОСТ 17927-71 | Нержавеющие и жаропрочные стали с сплавы |
| Гаечные метчики с шахматным расположением зубьев, с прямым хвостовиком | ГОСТ 17929-72 | |
| Машинно-ручные метчики с шахматным расположением зубьев | ГОСТ 17928-72 | Легкие сплавы |
| Машинные метчики с винтовыми канавками | ГОСТ 17932-72 | |
| Машинные метчики с укороченными канавками | ГОСТ 17930-72 |
Источник:
Виды резьбы и методы ее нарезки
При соединении деталей и монтаже сооружений различного типа чаще всего применяют резьбовые элементы. Резьба надежно крепит детали и надолго сохраняет прочность конструкции. Помимо прочности резьбовые крепления отличаются универсальностью, неоднократностью применения, легкостью в применении и способностью соединять тяжелые элементы.
По виду нарезка выглядит как спираль, нанесенная на металлический стержень или на внутреннюю часть кольца из металла.
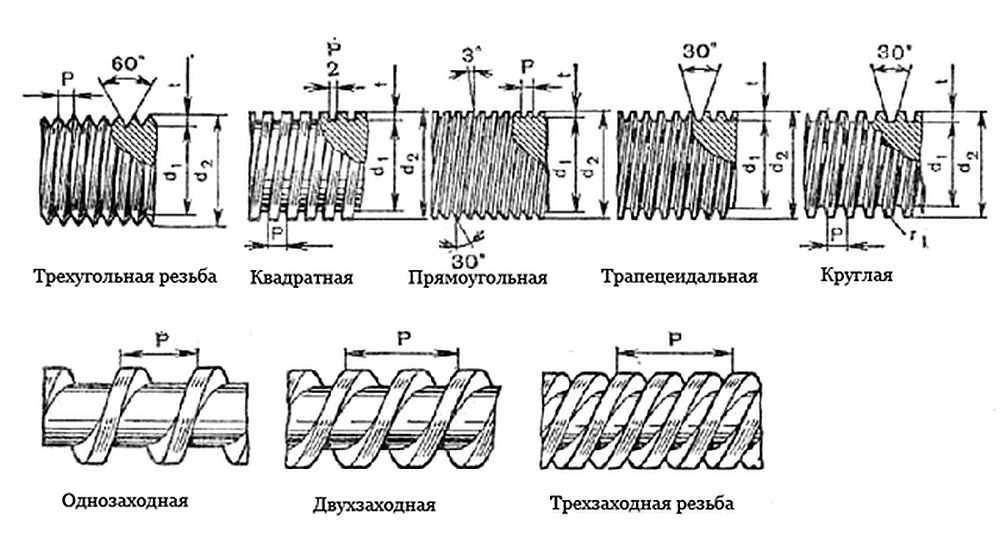
Классификация резьбы
Соединения с резьбой могут быть различными, как и сама резьба. Спираль может находиться снаружи: внешняя нарезка и внутри: внутренняя. Может располагаться справа налево или слева направо, быть прямоугольной, квадратной или в виде трапеции. Основание бывает в виде конуса или цилиндра.
Метрическая резьба
Если рассматривать профиль метрической резьбы, то можно увидеть равносторонний треугольник с углом в 60 градусов. Такие соединения используются наиболее часто и могут иметь различный шаг: крупный, средний и мелкий.
- Коническое метрическое соединение применяется при необходимости качественной фиксации деталей без клея, герметиков и других составляющих.
- Дюймовая нарезка имеет также профиль в виде треугольника, но не равностороннего, а с вершиной равной 55 градусов. В России практически не используется, в основном можно встретить в зарубежных элементах и сооружениях.
- Трапецеидальная в отличие от конической и дюймовой имеет трапециевидный профиль или обрезанный треугольник верхний угол которого равен 30 градусов. Чаще используется в деталях, испытывающих высокие нагрузки.
- Упорная резьба также представлена в виде трапеции, все стороны которой различны. Может встречаться в системах с односторонней нагрузкой, например, прессах или домкратах.
- Прямоугольная или квадратная нарезка может иметь разный профиль и размер шага в зависимости от мест применения.
- Круглая резьба способна выдержать повышенные нагрузки и имеет длительный срок эксплуатации без потери качества соединения в любых условиях, в том числе при загрязнении химическими и иными веществами.
Инструменты для нарезания резьбы
Самым распространенным инструментом для нанесения внутренней резьбы является метчик или винт со специальными режущими краями. Имеет рабочую часть, которая непосредственно нарезает резьбу и хвостовик, служащий основой для закрепления инструмента.
Метчики могут быть машинными и ручными
Если необходимо нарезать резьбу размером 8-18 мм достаточно одного метчика. Резьба до 24 мм нарезается двумя метчиками один – черновой, второй чистовой. Для резьбы до 52 мм потребуется набор из трех инструментов.
Черновой метчик имеет одну риску на хвостовике, там же указывается и шаг нарезки.
Две риски на хвостовике обозначают метчик, применяемый для углубления резьбы, и три – чистовой метчик.
Для удобства использования были разработаны комбинированные инструменты, состоящие из двух участков с разными режущими элементами. Первая часть метчика проводит нарезку, вторая – углубляет. Конические метчики применяются для сквозных отверстий, цилиндрические для глухих.
Вид метчика, шаг нарезки, диаметр выбирается индивидуально в каждом конкретном случае исходя из необходимых свойств и характеристик будущей резьбы.
Работа с метчиком для нарезки резьбы
Перед началом работы выбирается желаемый диаметр метчика и с помощью сверла просверливается отверстие меньше необходимого, что облегчит последующую работу. Диаметр сверла необходимый для того или иного метчика желательно брать из специальных таблиц.
Инструмент при работе обязательно нужно держать строго перпендикулярно рабочей поверхности с постоянным добавлением смазки. Как только сделали несколько витков инструментом, он вытаскивается и удаляется образовавшаяся металлическая стружка.
Наружную нарезку изготовить сложнее, поэтому ее формируют на специальном промышленном оборудовании с применением плашек.
- Круглые плашки цельные позволяют получить наружную резьбу высокого качества. Перед работой плашки крепятся в специальном устройстве и надежно фиксируются.
- Плашки разрезные имеют две части, что сказывается на качестве получаемой нарезки. Используются для элементов, не требующих высокого качества и не несущих на себе высокие нагрузки.
- Раздвижные плашки применяются для нарезки труб любого диаметра.
Плашка представляет собой цилиндрическую деталь в виде гайки, внутри которой расположены разрезающие пластины из особо прочного металла. Стружка, образуемая в процессе работы, удаляется через специальные отверстия.
Метчики и плашки позволяют сделать внутреннюю и наружную нарезку на любых деталях и элементах, а также обновить заржавевшие и стершиеся соединения.
Источник: