Всех приветствую на блоге! Сегодня приведу свой Топ 10 лучших газовых горелок для пайки и сварки малогабаритных деталей. Необходимо понимать зачем вообще народ придумал пайку газом и где ее целесообразно применять.
Приведу простой пример — электрик в новом доме прокладывает проводку и хочет спаять медные провода в распределительной коробке для надежного соединения. Понятно, что проводки еще нет и паяльник воткнуть некуда.
 Тут и приходит на помощь газовая горелка или газовый паяльник.
Тут и приходит на помощь газовая горелка или газовый паяльник.
Часто пайку и сварку газом применяют в ювелирке — когда нужна высокая температура плавления и ровный шов деталей изделия.
В радиолюбительской практике газовые горелки распространены мало, но нет ничего лучше такой горелки при пайке радиаторов, корпусов и других деталей, требующих интенсивного прогрева. А как приятно нагревать термоусадку такой горелкой — просто блеск. Ну хватит лирики — приступим к обзору.
- Мини горелки для пайки
- 1 место – газовая мини горелка с насадкой для пайки
- 2 место – газовая микро горелка
- 3 место – мини паяльник газовый КВТ XZ-1
- 4 место – газовая горелка IRIS BARCELONA
- 5 место – горелка бутановая КВТ X-220
- Горелки для пайки газом из баллончика
- 6 место – металлическая горелка под баллончик
- 7 место – типовая горелка, которая надевается на баллончик
- 8 место – горелка на баллончик с широким соплом
- Большие горелки для пайки и сварки двумя газами
- 9 место – популярная мини горелка для ювелирных работ
- 10 место – кислородно-ацетиленовая горелка с двумя барашками подачи газовой смеси
- Как сделать газовую горелку для пайки металла своими руками: устройство, принцип работы, изготовление
- Порядок работы с газовой горелкой для пайки
- Самодельная горелка для пайки медных труб
- Как работает горелка для пайки медных труб
- Из чего состоит самодельная горелка для пайки
- Как сделать горелку своими руками?
- Сборка горелки
- Заключение
- Как сделать газовую горелку для кровли своими руками: чертежи, видео и прочее
- Устройство газовой горелки
- Составные части горелки для кровли
- Поэтапный процесс изготовления горелки
- Сварочные горелки – как работают приспособления разных моделей? + видео
- Сварочные горелки для газовой сварки
- Газовые горелки для сварки – работа и ремонт
- Горелка для аргонодуговой сварки – какова роль газа в работе?
- Горелки для полуавтоматической сварки – особенности работы
- Автоматическая сварка – кто контролирует качество?
- Особенности пайки газовой горелкой медных трубок
- Технология пайки медных труб
- Инструменты необходимые для пайки
- Выбор газовой горелки
- Разновидности ручных горелок
- Сборка самодельной газовой горелки
- Компоненты для пайки
- Выбор припоя
- Выбор флюса
- Выбор фитингов
- Этапы спайки медных труб
- Особенности пайки медных проводов
- Ошибки при пайке
- Правила безопасности
- Как сделать горелку для газового горна — Ковка, сварка, кузнечное дело
- Виды самодельных газовых горелок
- Изготовление горелки газового кузнечного горна своими руками
- Насадка пропановой горелки
- Вкладыш пропановой горелки
- Конструкция канала подвода газа в горелке
- Регулировка работы горелки
- Где купить
Мини горелки для пайки
1 место – газовая мини горелка с насадкой для пайки
Предназначена как для нагревания среднего размера деталей, так и для контактной пайки припоем благодаря нагреванию жала от пламени. Этакий паяльник без проводов.
Вместимость резервуара для газа составляет 8 мл. Температура пламени при заправке бутаном достигает 1300 градусов по шкале Цельсия, а температура жала – 450 градусов. Длина пламени регулируется от 4 до 6 см.
Длина горелки 13 см, а диаметр 1,5 см.
Цена такой горелки 400 руб.
Достоинства: маленькая и недорогая, заправки хватит запаять несколько среднего размера деталей, есть насадка для контактной пайки, легко заправляется.
Недостатки: нет пьезоподжига.
2 место – газовая микро горелка
В ней нет ничего, кроме резервуара с клапаном для заправки и сопла с регулятором подачи газа. В ZC57100 нет пьезоподжига и она поставляется незаправленной, так что придется покупать еще и газовый баллончик — для зажигалок подойдет. В общем, чтобы спаять два провода или нагреть термоусадку без паяльника, такой горелки хватит. Длина горелки около 20 см и вес 43 г.
Это самая дешевая горелка, которую можно вообще найти и цена такой микро горелки 200 руб.
Достоинства: самая дешевая, легко заправляется.
Недостатки: маленькое пламя, быстро кончается заправка, нет пьезоподжига.
3 место – мини паяльник газовый КВТ XZ-1
Этот примечательный паяльник от бренда, производящего газовое оборудование, имеет пьезоподжиг и поставляется в футляре с набором из 4 насадок для пайки, катушкой припоя и губкой для очистки жала.
Заявляемая мощность паяльника при контактной пайке 137 Вт – это очень много для паяльника длиной 21 см и весом 120 г. Электрическим паяльникам такие массогабаритные характеристики и не снились.
Этот паяльник не позиционируется как горелка, но в качестве горелки можно использовать – пламя получается карандашного типа.
Всем хорош этот паяльник, кроме цены в 2300 руб, из-за чего и угодил на 3 место.
Достоинства: горелка от именитого бренда, удобна для пайки, набор комплектующих, хороший кейс, высокая тепловая мощность.
Недостатки: высокая цена.
4 место – газовая горелка IRIS BARCELONA
Эта горелка предназначена не только для пайки, сварки, ремонта электронных устройств и ювелирных изделий. Пламя у этой горелки конечно регулируется. Можно заряжать стандартным газовым баллоном для зажигалок. Длина пламени достигается 3 см. Время работы составляет около 20 минут. Температура пламени достигается 1300 градусов Цельсия. Длина самой горелки ровно 20 см.
Цена такой мини горелки составляет около 1500 руб.
Достоинства: малые размеры, наличие пьезоподжига, бренд.
Недостатки: длина пламени не позволяет прогревать детали средних и больших размеров.
5 место – горелка бутановая КВТ X-220
Она позиционируется, как горелка для строительных и ремонтных работ. Выглядит она очень стильно. Рифленая ручка приятна ложится в руку. Имеет пьезоэлектрическую систему поджига пламени.
Емкость баллона для высокоочищенного бутана равна 22 мл. Этого количества газа хватит на 110 минут непрерывной работы. Длина пламени регулируется от 30 до 80 мм от острого клиновидного до мягкого пламени с желтыми языками.
Вес горели всего 226 грамм при длине 14 см.
Цена такой горелки около 1600 руб.
Достоинства: хороший вариант для настольных работ, есть подставка, пьезоподжиг, удобная ручка.
Недостатки: габаритная, не положишь в карман, не подлезешь в узкое место.
Горелки для пайки газом из баллончика
6 место – металлическая горелка под баллончик
Очень простая и узкая горелка, которая одевается на газовый баллончик. Ргулитор и узкое сопло позволяет подбираться к нужным деталям в узких местах. Пьезоподжига нет, но выглядит все качественно – кругом металл и большой регулятор подачи газа. Баллон с бутаном позволяет получать от этой горелки температуру около 1300 градусов по Цельсию.
Стоимость горелки – от 350 руб.
Достоинства: много металла, узкое сопло.
Недостатки: нет пьезоподжига.
7 место – типовая горелка, которая надевается на баллончик
Позиционируется, как горелка для туристов и кулинарии: барбекю, тортов, суши и т.д. Конечно же может применяться для пайки, резки и сварки металлов. Пьезоподжиг и регулятор пламени присутствует. Работает горелка классически с бутаном. Корпус сделан из пластика, кожух сопла из нержавейки.
Стоимость такой горелки для баллона начинается от 350 руб.
Достоинства: хорошо подходит для кулинарии, имеет пьезоподжиг.
Недостатки: корпус сделан из пластика, так что нужно быть осторожным, чтобы не сломать.
8 место – горелка на баллончик с широким соплом
Латунная горелка не имеет пьезоподжиг, но умеет хорошо обжаривать барбекю и массивные металлические детали. Оранжевый Регулятор позволяет легко изменять длину пламени. Бутан из баллона разогревает пламя до 1300 градусов.
Цена горелки – от 200 руб.
Достоинства: хорошо подходит для кулинарии и массивных деталей.
Недостатки: нет пьезоподжига.
Большие горелки для пайки и сварки двумя газами
9 место – популярная мини горелка для ювелирных работ
Можно использовать с двумя газами – ацетилен+кислород или водород+кислород. Имеет удобные гибкие шланги и регуляторы подачи газа прямо на горелке. Есть сменные насадки для разной интенсивности пламени. Возможно придется докупать переходники для баллонов или регуляторов давления.
Цена такой ювелирной горелки начинается от 1300 руб.
Достоинства: удобно держать в руке, удобные крутилки, наличие сменных насадок.
Недостатки: надо следить за тонкими шлангами, чтобы не травили газ.
10 место – кислородно-ацетиленовая горелка с двумя барашками подачи газовой смеси
Имеет длинную изогнутую трубку, на конце которой расположено сопло. Такие горелки предназначены для резки и сварки металла. Повышенная температура горения позволяет сваривать черные металлы с толщиной шва от 0,5 до 0,2 мм. Выпускаются горелки от 30 см до 45 см длиной.
Стоимость такой горелки равна 800 руб.
Достоинства: позволяет резать и сваривать металл.
Недостатки: нет пьезоподжига.
Источник:
Как сделать газовую горелку для пайки металла своими руками: устройство, принцип работы, изготовление
 В конструкции горелки газовой для пайки медных труб можно выделить определенные элементы:
В конструкции горелки газовой для пайки медных труб можно выделить определенные элементы:
- узел, выступающий местом размещения газовых баллонов;
- форсунка;
- головка устройства;
- регулятор подачи газа;
- редуктор.
Существуют отдельные модели горелок для пайки медных труб. в оснащении которых могут быть предусмотрены особые дополнительные элементы.
Скажем, подобные приспособления могут быть оборудованы автоматическим пьезоподжигом, переходниками, предназначенными для пропановых баллонов разной формы, ветрозащитой, транспортировочным чехлом и пр.
Благодаря подобной комплектации значительно упрощается процесс пайки медных труб.
Газовые горелки для пайки медных труб могут отличаться друг от друга по таким признакам, как толщина и форма металла, используемого для работы с помощью подобного приспособления. Встречаются в продаже и специальные газовые горелки для пайки медных труб, рассчитанные на определенный тип газа.
Порядок работы с газовой горелкой для пайки
Еще до того как начать пользоваться эти устройством для пайки медных труб, следует убедиться, что инструмент находится в работоспособном состоянии. Подготовительные мероприятия сводятся к обследованию разъемных соединений, паяных и соединений рукавов на предмет выявления нарушения герметичности.
После того как удастся удостовериться в отсутствии проблемных мест, можно заняться выбором рабочего давления газа, исходя из стоящей задачи.
После этого вентиль нужно открыть на половину оборота, далее горячую смесь зажигают, а затем, используя вентиль или редуктор газовой мини-горелки, начинают настраивать интенсивность пламени.
Выполнив вышеперечисленные операции, основной инструмент для сварки труб из меди или иных металлических изделий будет готов к использованию.
Самодельная горелка для пайки медных труб
Настало время более подробно ознакомиться с устройством газового аппарата для пайки эжекционного типа, рассчитанной на работу с металлами в условиях высоких температур.
Источником работы ручной газовой горелки выступает баллон, содержащий сжиженный газ.
Подобное приспособление отличается высокой экономичностью, поскольку здесь имеется возможность настройки интенсивности подачи газа.
Как работает горелка для пайки медных труб
Газовая горелка ручного типа имеет довольно простую конструкцию, что в полной мере относится и к принципу ее работы.
Поступление газа обеспечивает вентилируемый кран, расположенный на баллоне или шланг редуктора. По мере движения он поступает в подводящую трубку, находящуюся в основание горелки.
Оказавшись там, газ идет в вертикальный канал стойки, откуда попадает в центральное отверстие жиклёра.
Далее газ начинает в ускоренном режиме поступать в жиклер, а затем, не теряя темпа, выходит из отверстия. После этого он направляется по каналу радиатора к рассеивателю.
Этот процесс сопровождается подсасыванием из золотника воздуха. без которого невозможно обеспечить процесс горения.
Попав в рассеиватель, смесь начинает разделяться на два потока: вспомогательный и основной.
Эжектор оснащен поворотной гильзой золотника, предусматривающей радиальные отверстия, за счет чего появляется возможность настраивать количество поступающего воздуха.
Из чего состоит самодельная горелка для пайки
В устройстве газового агрегата для пайки можно выделить следующие основные компоненты:
- специальная игла для изменения интенсивности подачи газа;
- крышка, обеспечивающая доступ к жиклёру;
- ручка иглы;
- корпус жиклера;
- основание горелки;
- сальник;
- крепежная гайка;
- эжектор;
- гильза золотника;
- жиклёр;
- обойма золотника;
- рассекатель;
- радиатор;
- ручка, обеспечивающая удобство работы;
- трубка для подачи газа.
Как сделать горелку своими руками?
За исключением рукоятки, процесс изготовления элементов горелки, предназначенных для пайки, проводится на токарном станке. Причем лучше всего создавать элементы на основе латуни или бронзы.
Медь же будет неподходящим для этого вариантом.
Выбор в пользу указанных металлов обусловлен тем, что им присущи высокие характеристики теплопроводности, а также неподверженность коррозионным процессам и высокая прочность.
При изготовлении корпуса жиклёра, непосредственно жиклёра и крышки для него желательно использовать сталь. Для создания регулировочной иглы рекомендуется применять стальную вязальную спицу.
Для сальника, используемого для уплотнения резьбы, рекомендуется брать фторопласт.
Таким образом, при наличии указанных материалов вполне реально изготовить самодельную горелку для пайки изделий, в том числе и труб, своими руками.
Следует отметить, что при наличии чертежа создать газовую горелку не так уж и сложно. Но это работа потребует немало времени, в первую очередь это касается жиклёра.
Создать выходное отверстие размером 0,1 мм можно, просверлив сквозное отверстие, диаметр которого должен быть равен 0,4 мм.
Далее нужно взять небольшой шарик, и с его помощью, делая все предельно аккуратно, зачеканить созданное отверстие, доведя его до необходимого размера.
Сборка горелки
Сама процедура сборки предусматривает проведение таких этапов:
- Нужно взять жиклёр и завернуть его в корпус, перед выполнением этой операции следует нанести на стыкующиеся поверхности слой эпоксидной смолы.
- С обратной стороны корпуса необходимо создать уплотнение на основе фторопласта, а затем затянуть его при помощи резьбовой крышки с иглой регулировки.
- Для установки корпуса жиклёра отводится место в основании газового устройства, а затем его фиксируют при помощи зажимной гайки.
- На корпус устанавливают эжектор путем его навинчивания, после этого крепится золотниковая часть, включая радиатор и рассекатели.
Таким образом, должна получиться надежная портативная горелка. с помощью которой можно сваривать металлические изделия, в том числе и трубы, из различных металлов.
Заключение
Большой выбор разнообразных приспособлений для пайки металлов и заготовок из него позволяет подобрать наиболее подходящий вариант. Газовая горелка способна эффективно справиться за такой задачей.
Причем для этого необязательно идти за ней в магазин.
Если подготовить все необходимые материалы и инструменты и основательно изучить технологию изготовления, то подобные приспособления можно собрать своими руками, тем самым сэкономив на сборке .
Перед тем как приступить к созданию газовой горелки, нелишним будет ознакомиться с ее принципом работы и устройством. Подобные знания будут полезны по той причине, что это поможет упростить процедуру ее изготовления, учитывая, что мастер будет иметь представление о том, из каких элементов состоит горелка и какую роль играет каждый из них в работе.
Источник:
Как сделать газовую горелку для кровли своими руками: чертежи, видео и прочее
Для проведения ремонтных и прочих кровельных работ, подразумевающих под собой расплавление мастик и укладку кровельных материалов, вам понадобится специальная газовая горелка. Устройство используется в основном для выполнения следующих задач:
- — нагрев и просушка кровельных материалов;
- — резка и пайка металла;
- — обжиг слоя старой краски.
Устройство газовой горелки
Газовая горелка имеет достаточно простую конструкцию. Она представляет собой стакан, изготовленный из металла и оснащённый форсункой и рукоятью, которая закреплена на корпусе.
Для изготовления рукоятки может использоваться жаропрочный пластик или дерево. Газ попадает в корпус, проходя через газопроводный канал.
В большинстве случаев для работы горелки применяется пропан под давлением.
На корпусе горелки имеется вентиль, позволяющий регулировать длину пламени и интенсивность подаваемого газа. Хорошо, если горелка имеет редуктор, который позволяет экономно расходовать газ.
Составные части горелки для кровли
В процессе сборки прибора механическая обработка практически не используется. Горелка собирается из готовых запчастей. Для её изготовления нам понадобятся:
- Стальной вентиль, который можно взять от баллона, предназначенного для хранения сжиженного газа.
- Заглушка, которая используется для перевозки газовых баллонов.
- Жиклер от паяльной лампы с диаметром сопла 0,8 мм.
- Отрезок трубы длиной один метр с внутренним диаметром 10 мм. и толщиной стали 2 мм.
- Деревянная ручка.
Поэтапный процесс изготовления горелки
Процесс изготовления газовой горелки начинается с того, что подводящую трубку, в качестве которой мы будем использовать стальную трубу, мы вставляем в ручку и закрепляем с помощью клея.
Рассекатель и корпус необходимо выточить из латунного прутка, диаметр которого должен составлять 20 мм. В готовом корпусе просверливаются два радиальных отверстия (диаметр каждого – 5 мм.
) и четыре отверстия в стержне рассекателя (диаметр каждого – 1 мм.).
При сборке необходимо с небольшим натягом запрессовать рассекатель в корпус. В то же время фланец устанавливается внутрь корпуса обязательно с зазором, то есть внутренний диаметр изготовленного корпуса должен быть больше на 0,6 мм. диаметра проточен. Полученная щель отвечает за торможение газового потока, который подводится к просверленным отверстиям в запальнике.
Далее вытачиваем форсунку. Для этого нам понадобится прутик из стали.
Чтобы сделать тонкое отверстие в нашей форсунке, необходимо взять сверло диаметром 2 мм. и с его помощью сделать глухое отверстие, которое на 1,5 мм. не доходит до выхода. Сверло с диаметром 0,4 мм. используется для перемычки.
Полученное отверстие нужно полностью зачеканить несильными ударами молотка. Затем необходимо подточить торец.
Для этого берём шлифовальную бумагу и подтачиваем до тех пор, пока не будет найдено нужное сечение выходного отверстия, то есть до момента, когда форсунку можно будет надеть на наконечник трубки горелки с резьбой.
На конец трубки подачи газа необходимо надеть подводящий шланг, изготовленный из ткане-резинового материала. Закрепляем шланг на трубке хомутом. Выставляем рабочее давление, после чего подаём газ. Подождите, пока весь воздух вытеснится из шланга, и только потом форсунку внесите в пламя газовой конфорки.
Далее необходимо отшлифовать торец. Длина факела горелки в итоге должна равняться 5 см. Корпус вместе с рассекателем надеваем на наружную резьбу форсунки. Проследите, чтобы горелка дала ровное пламя, без признаков копоти.
Чтобы достичь нужного эффекта, медленно поворачивайте корпус на резьбе форсунки.
Если вы получили свободное резьбовое соединение, уплотните его с помощью ленты ФУМ.
Источник:
Сварочные горелки – как работают приспособления разных моделей? + видео
Сварочные горелки применяются, чаще всего, для оплавления металла, чтобы надежно соединить отдельные детали между собой, и предназначены они для получения пламени. Постараемся досконально рассмотреть разновидности этих приборов и освоить их работу.
Сварочные горелки для газовой сварки
Существует масса сварочных агрегатов, поэтому и классификация сварочных горелок также не ограничивается парой вариантов. Газовая сварка предназначена для плавления металлов в зоне соединения почти до текучего состояния.
При обработке материала в качестве источника пламени используется газ, а это, чаще всего, природный, нефтяной газ или пары керосина.
Данный вид сварки используют для того, чтобы расплавить тонкие листы стали, чугуна, сварить алюминиевые элементы, а также для устранения дефектов литья.
Газовые горелки имеют, конечно же, плюсы и минусы. К плюсам можно отнести простоту использования и отсутствие подключения к электроэнергии.
В качестве минусов выступают: весьма сложная механизация, маленькая концентрация тепла и дороговизна самого вида сварки (в сравнении с электрической).
Процесс работы, который осуществляют сварочные газовые горелки, можно разделить на три этапа: подготовка, смешение, горение.
Во время первого этапа осуществляется настройка горелки, определяется оптимальная скорость, направление и мощность. После этого наступает второй этап – смешение топлива и кислорода, в результате которого образуется смесь.
Это приводит к тому, что кислород через специальные трубки засасывается внутрь и смешивается с газом, и уже на третьем этапе образуется пламя. Образовавшаяся смесь воспламеняется с помощью приспособления на конце трубки.
Устройство сварочной горелки на газу весьма простое. Зажигание происходит за пару секунд, а сама она работает безотказно. В наши дни газ стал самым популярным продуктом, и аппараты, работающие на нем, также пользуются большим спросом.
Используется газовая горелка, чаще всего, в промышленной отрасли. За счет того, что она очень легкая и мощная, она способна работать даже в ветреную погоду.
Поэтому эти модели подходят для всех ремонтных работ и способны нагревать поверхность до четырехсот градусов по Цельсию.
Газовой горелке нельзя давать работать в режиме перегрева очень долго (не более 30 секунд), после чего надо выключить ее и перевернуть баллон, так как внизу баллона находится пропан, он создает основное давление.
Туристические газовые горелки – это основной элемент гаражей, дач, палаток.
За счет того, что кислород, попадая в нее и смешиваясь с газом, образует горючую смесь, которая по специальной трубке переносится к основанию, и образуется порция пламени – факел.
Газовые горелки для сварки – работа и ремонт
При работе с газовыми горелками в целях безопасности стоит пользоваться защитными очками.
При ее зажигании нужно приоткрыть вентиль на 1/2-1/4 оборота, после продувки следует зажечь горючую смесь, а уже потом можно регулировать пламя.
Зажигать горелку рекомендуется спичкой или специальной зажигалкой, категорически запрещается поджигать ее от разных горящих предметов. Тушение горелки производится перекрытием вентиля газа. При утечке же газа следует немедленно прекратить работу.
По окончанию сварочных работ сварщик должен обязательно закрыть вентиль подачи газа, снять редукторы с баллонов и убрать их в специальное отведенное место, а вентиль закрыть специальным колпаком.
Если горелка не запускается, то возможной причиной может быть низкое напряжение или вовсе его отсутствие, в таких случаях нужно проверить напряжение специальным прибором. Также бывает, что двигатель подачи проволоки в горелке запускается, но после продувки загорается красная лампа.
Возможной причиной в таком случае может быть неисправность двигателя или изоляции.
В такой ситуации нужно или заменить двигатель, или попытаться его очистить. Если после возникновения пламени в горелке сигнализирует аварийная лампа, то следует проверить положение электрода, по возможности его откорректировать. Часто случается такое, что после продувки горелки возникает пламя, после чего гаснет и опять возникает, возможная причина неполадки – низкое давление газа.
Горелка для аргонодуговой сварки – какова роль газа в работе?
Аргонная сварка – один из самых востребованных видов. Данную технологию чаще применяют к материалам из алюминия, но также она вполне подходит для чугуна, титана, меди, серебра.
Во время работы с таким оборудованием шов получается почти невидимым, что играет важную роль не только для внешнего вида, но и для прочности изделия.
Читайте также: Вес погонного метра алюминиевого листа: формулы и таблицы
Плюсами аргонной сварки являются хорошее качество и долговечность использования полученного изделия, экономия денег, усилий и нервов. Существенных минусов у данной технологии не замечено.
Аргонная сварка производится с помощью вольфрамового электрода под защитой газа аргона, отсюда и ее название.
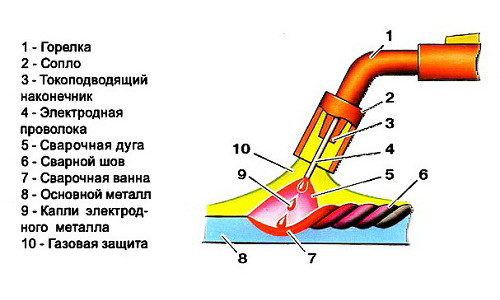
Принцип работы, который имеет горелка для аргонодуговой сварки, заключается в том, что электрический разряд используется в качестве энергетического источника, а для защиты шва от попадания кислорода задействован специальный газ, масса которого превышает массу кислорода, благодаря этому он и вытесняет кислород из сварочной области. Вольфрамовый провод используется, как электрод.
Горелки для полуавтоматической сварки – особенности работы
Полуавтоматическая сварка отличается от ручной тем, что в процессе работы можно осуществлять охлаждение горелки для полуавтоматической сварки. С помощью данного вида работ обеспечивается стыковка всех труднодоступных мест.
В плюсы данного подхода можно записать, несомненно, хорошее качество, минимум прилагаемых усилий, снижение отходов, высокую скорость образования вполне крепкого шва.
Минусы полуавтоматической сварки небольшие, они касаются, в основном, высокой цены, сложности системы, громоздкости оборудования.
Принцип такой сварки заключается в нескольких этапах. Во-первых, надо зачистить место сварки от ржавчины, это лучше всего осуществлять с помощью металлической щетки. После чего производится обезжиривание поверхности.
Затем уже запускается горелка сварочная для полуавтомата, и начинается работа. Скорость сварки устанавливает сварщик, который и следит за процессом, выбор темпа зависит от типа металла и его толщины.
Техника безопасности тут не отличается от остальных случаев работы с пламенем.
Автоматическая сварка – кто контролирует качество?
При автоматической сварке осуществляют процесс и контролируют качество соединения специальные аппараты, ведь сварка производится один раз, и дефекты очень хорошо видны, поэтому важно предупреждение их образования.
Несомненным плюсом данного вида сварки является то, что он исключает присутствие сварщика во время процесса. Помимо этого, плюсами являются хорошее качество шва и минимум усилий.
Единственный минус – большие начальные инвестиции.
Главной особенностью автоматического способа является то, что дуга горит под плотным слоем флюса. Жидкий флюс образует вокруг дуги пузырь, заполненный химическими газами, которые выделяются в процессе горения.
Применение флюса обязательно для сварки, он улучшает качество шва.
При работе, когда основной металл расплавляется, дуга отбрасывает его назад, тем самым образуя углубление, которое потом заполняется новым слоем расплавленного металла.
Источник:
Особенности пайки газовой горелкой медных трубок
Медь представляет собой мягкий сплав металлов, который с древних времен высоко ценится и используется в различных областях. Красивый внешний вид и полезные качества вполне компенсируют высокую цену на трубы из этого материала.
Медные трубы используются в системах: газоснабжения, кондиционирования, охлаждения, отопления и водоснабжения. Они обладают рядом преимуществ:
- устойчивостью к высоким показателям температуры;
- долгим сроком службы;
- прочностью;
- легкостью в обработке;
- стойкостью к УФ-излучению и повышению давления.
Стоимость медных труб достаточно высока, но возможность пайки позволяет сэкономить на покупке фитингов. Также цена окупается долговечностью трубопровода из меди. Он может прослужить до 50 лет.
Технология пайки медных труб
Существует два варианта технологии пайки медных труб с использованием газовой горелки:
- Высокотемпературная пайка. Такой тип соединения используется при работе с системами, имеющими большую степень нагрузки. Температура, при которой можно паять достигает 600-900 градусов.
- Низкотемпературная пайка. Такой тип соединения используется при установке систем бытового назначения. Температура меньше 450 градусов применяется для пайки с мягким припоем. При использовании твердого припоя, нагрев должен быть больше 450 градусов.
Инструменты необходимые для пайки
Для спайки труб из меди могут понадобиться следующие инструменты:
- газовая горелка для спайки труб;
- фаскосниматель скругляющий места разреза и устраняющий заусенцы;
- труборез для подготовки участков труб необходимого размера;
- труборасширитель для соединения труб внахлест без использования фитингов;
- отражатель для пламени горелки, который закрепляется на ее сопло и позволяет сохранять равномерную температуру нагрева и работать вблизи горючих веществ;
- щетки и ершики для очищения мест пайки от окиси.
Выбор газовой горелки
В зависимости от необходимой мощности горелки могут иметь:
- одноразовый баллон;
- стационарный баллон;
- ацетилено-кислородную систему.
Для профессиональных горелок используется только твердый припой. Бытовые модели предназначены для мягкого припоя. Полупрофессиональные горелки могут работать с любым типом припоя. Смесь в газовом баллоне может различаться в зависимости от вида пайки.
Для пайки с мягким припоем можно использовать электрический термофен с предельной температурой в 650 градусов. Преимущество этого инструмента в возможности сохранять постоянную температуру плавки и менять ее при необходимости. Специальные насадки помогают сосредотачивать поток горячего воздуха на требуемом участке трубы.
Разновидности ручных горелок
Ручные горелки имеют компактные размеры и удобны при работе в тесных помещениях. Работают они от баллона одноразового использования, наполненного ацетиленом, бутаном или пропаном. Длина пламени регулируется специальным вентилем, находящимся на держателе-ручке. Такую горелку можно применять при пайке твердым и мягким припоями.
Функционал устройства дает возможность настраивать мощность огня, а мобильность позволяет легко переносить его на любые расстояния. Набор из пяти сопел позволяет управлять скоростью нагрева металла.
Блокирование подачи газа при помощи обратного клапана делает горелку достаточно безопасной. Ручные горелки не нуждаются в дополнительном источнике питания. Многие виды горелок дополнительно снабжены отражателем, который позволяет предотвратить потерю тепла и сохранить равномерность прогрева изделия из меди.
Отражатель позволяет производить пайку в местах труднодоступных для других устройств.
Среди отечественных производителей горелок наиболее популярны устройства «Донмет». У компании имеется обширный выбор ручных горелок с различными видами газового топлива и приемлемой ценой.
К примеру, горелка ГЗУ имеет множество насадок различных размеров и работает на смеси пропанокислорода. Также есть модели с экономным расходом газа и возможностью работы с твердыми и мягкими типами припоя.
Зарубежные горелки различны по уровню цены. Из бюджетных вариантов можно выделить горелку китайского производства Kovica KS-1005 KIT с одноразовым цанговым баллоном. Обычно цена на них не превышает 1000 р.
Из популярных и более дорогостоящих брендов можно выделить горелки Roflame Piezo для пайки при низких температурах. Они стоят около 3000 р. Горелка на пропане Virax, имеющая пьезоподжиг обойдется в 4000 р.
Европейские модели Castolin выпускаются с баллонами на бутане и газе MAPP. Стандартная горелка этой фирмы имеет цену в 1500 р. и более.
Модели, имеющие кнопку фиксирования пламени, сменные сопла и регуляторы давления стоят от 2200 р.
Горелка Super Fire 3 от компании Rothenberger, работающая на газе MAPP, имеющая пьездоподжиг и защитный клапан, в разных комплектациях будет стоить от 7000 до 9000 р. С ее помощью осуществляется пайка труб диаметром до 35 мм с мягким припоем. Трубы диаметром до 28 мм соединяют твердым припоем.
Итальянские горелки Kemper с одноразовыми баллонами, укомплектованные наборами сменных жал и насадками обойдутся в 1500 р. За такую же цену можно приобрести американские модели Bernzomatic. Тайваньские газовые горелки Dayrex-22 с температурой для работы 400-1300 градусов, стоят немного дороже. Они имеют в комплекте: припой, некоторое количество насадок и губку.
Немецкая компания Rems производит горелки для пайки при высоких температурах, с разнообразным составом газовых смесей, имеющие турбоподдув и самоподжиг. Модель Rems Blitz выдает точечный поток пламени в 1950 градусов и используется для мягкой пайки труб в 35 мм диаметром.
Горелка модели Rems Macho использует в качестве топлива ацетилен и применяется для твердой и мягкой пайки труб с диаметром в 64 мм. Температура потока пламени у такой горелки достигает 2500 градусов.
Данные горелки имеют высокое качество и экономичны в использовании, но и цена у них достаточно высокая — 10-13 тыс. руб.
Сборка самодельной газовой горелки
Рукоятку для горелки можно соорудить из дерева или воспользоваться уже готовой от старого паяльника. Из стали делается трубка диаметром в 1 см и толщиной в 2-2,5 мм. Трубка фиксируется в заготовленной ручке при помощи клея.
Из латунного прутка в 2 см шириной изготавливается корпус и рассекатель. В поверхности стержня рассекателя проделываются четыре отверстия диаметром в 1 мм для поступления кислорода. В корпусе проделываются две радикальных дырки диаметром 5 мм. Далее, в корпус запрессовывается рассекатель, таким образом, чтобы возле внутреннего фланца был небольшой зазор в 0,6 мм.
Форсунка вытачивается из металлического прута. В ней просверливается глухое отверстие при помощи сверла диаметром в 2 мм. До выхода должно оставаться 1,5 мм длины.
Перемычка меряется сверлом в 4 мм диаметром. Отверстие при помощи молотка зачеканивается, вытачивается с торцевой стороны наждачной бумагой.
Затачивание можно окончить, если форсунка хорошо надевается на наконечник трубки с резьбой.
Шланг, присоединенный к редуктору баллона с газом, соединяется с концом трубки при помощи хомута и отвертки. После набора рабочего давления и полного вытеснения воздуха из шланга, подается газ, и форсунка подносится к пламени газовой конфорки. Верхушка детали отшлифовывается пока факел горелки не достигнет длины в 50 мм.
Корпус с установленным рассекателем привинчивается к внешней резьбе форсунки. Пламя горелки должно выходить ровно и не создавать копоти. Если с этим есть проблемы, то необходимо провернуть по резьбе форсунки корпус до исчезновения нежелательных эффектов. Также можно уплотнить резьбу ФУМ лентой. Перед использованием следует проверить устройство на герметичность.
Компоненты для пайки
Для обеспечения качественного и крепкого соединения труб необходимо подобрать правильные материалы для пайки.
Выбор припоя
Припой для пайки может быть мягким и твердым. Твердый припой имеет вид стержней и плавится при рабочей температуре в 900 градусов. С его помощью достигается высокая прочность соединения труб. Это важный показатель при сооружении систем водоснабжения, кондиционирования, охлаждения и газоснабжения.
Считаются удобными и чаще всего применяются припои двух видов:
- с добавкой Cu 94;
- с добавкой Cu 94 P 6 Ag 2.
Шестипроцентная концентрация фосфора в добавке позволяет уменьшить температуру, при которой плавится медь до 750 градусов. Прочность соединения достигается благодаря схожести температурных коэффициентов расширения у меди и припоя.
Мягкий припой представляет собой проволоку в 2-3 мм диаметром. Для его плавления достаточно температуры в 300 градусов, поэтому он обычно применяется в бытовом ремонте. В состав такого припоя входят: свинец, олово и их сплавы с примесью серебра.
Выбор флюса
Флюсы бывают двух видов:
- высокотемпературные, с рабочей температурой выше 450 градусов;
- низкотемпературные, с рабочей температурой ниже 450 градусов.
Флюсы обеспечивают плотное соединение припоя с металлом, помогают предотвратить окисление трубы, способствуют лучшему растрескиванию припоя, защищают от влияния кислорода участки спайки.
Перед расплавкой припоя соединяемые поверхности зачищаются. Затем на них равномерно кистью тонким слоем наносится флюс. После спайки деталей трубы, необходимо удалить лишний флюс для предотвращения коррозии поверхности и протечек.
Выбор фитингов
Фитинги представляют собой детали для отвода труб, поворотов и переходов на резьбу. Раструбы фитингов имеют определенные стандарты диаметра с учетом зазоров, подходящие для различных видов труб. Фитинги имеют достаточно высокую стоимость и, если есть возможность, вместо них используется труборасширитель.
Этапы спайки медных труб
Процесс спайки включает в себя несколько этапов:
- Труба обрезается при помощи трубореза.
- Проводится обработка края трубы фаскоснимателем. Направление среза должно идти строго вертикально. Край должен быть гладким и ровным, без вмятин и заусенцев. Доточить неровности можно наждачной бумагой.
- Подбирается подходящий фитинг или конец другой трубы раздвигается труборасширителем. Часть трубы, заходящую в раструб необходимо очистить шкуркой от окисленного слоя. Такой же очистки требует и внутренняя часть раструба.
- Все компоненты собираются между собой и проверяются на наличие имеющихся зазоров.
- Зачищенная область трубы и внутренняя часть фитинга или раструба обрабатываются флюсом при помощи кисточки. Если используется самофлюсующийся припой, то этот этап пропускается.
- Соединение медных труб равномерно разогревается горелкой до температуры плавления припоя. Для обеспечения равномерного прогрева пламя должно располагаться по центру стыка. Как только флюс приобретет темный оттенок, можно будет переходить к следующему этапу.
- Припой наносится в область стыка между трубами. Нанесение достаточно делать на половину длины, дальше он растечется сам. При плавлении припой растекается по области зазора между трубами. Важно, чтобы он плавился именно от температуры самих труб, а не от пламени горелки.
- Флюс, оставшийся после пайки, счищается при помощи влажной тряпки или смывается водой.
Время плавления флюса и нагрева трубы из меди составляет не более пяти минут, поэтому важно не допустить перегрева трубы. При работе с твердым припоем этапы работы схожи. Его в размягченном виде нужно наматывать на трубу, одновременно ее поворачивая.
Особенности пайки медных проводов
Необходимо очистить поверхность провода от загрязнений и пленки из оксидов. Затем провод разогревается до температуры плавления припоя и на него наносится канифоль или флюс. Следом наносится припой и разравнивается по поверхности. Далее, если требуется, можно соединить детали и снова прогреть до начала плавления припоя. После этого необходимо дать конструкции остыть.
Ошибки при пайке
При отсутствии опыта работы с горелкой можно допустить некоторые ошибки в процессе пайки:
- Если недостаточно прогреть участок соединения, то труба плохо соединится с припоем и даже при минимальной нагрузке, конструкция может разрушиться.
- Слишком сильный нагрев соединения приведет к выгоранию флюса, в результате чего поверхность покроется окисью и окалиной. В этом случае сцепление труб также будет ненадежным.
Чтобы избежать проблем с неправильным выбором температуры пайки лучше воспользоваться услугами опытного мастера.
Правила безопасности
Процесс пайки сопровождается использованием высоких температур, которые способствуют расщеплению химических составов и высвобождению опасных элементов. Поэтому для безопасной работы необходимо придерживаться следующих правил:
- помещение, в котором будут проводиться работы, должно хорошо проветриваться;
- при пайке следует использовать специальные перчатки для защиты от ожогов;
- в пайке с высокими температурами и твердым припоем участвуют растворы щелочей и кислот, поэтому необходимо наличие резиновых перчаток и устойчивой к кислоте одежды;
- трубы из меди очень медленно остывают, поэтому стоит проверить степень нагрева конструкции перед осмотром спаянного места.
Источник:
Как сделать горелку для газового горна — Ковка, сварка, кузнечное дело
Вы решили у себя в мастерской построить маленькую кузницу, что бы «легче железо изгибать». Горн решили строить газовый, так как газ в продаже есть, а уголь — еще попробуй найти. Мы поможем разобраться в премудростях оборудования.
В том, как построить горн с горновым гнездом, вы легко самостоятельно разобрались (если нет – рекомендуем прочитать статью «Кузнечный газовый горн своими руками» или задайте вопрос в «комментариях» на этой странице, и мы подробно ответим на все вопросы), подготовили материал и стали подбирать газовую горелку.
Промышленную модель, из-за её высокой стоимости, решили не приобретать, а изготовить девайс самостоятельно.
Мы окажем вам помощь, и сегодня расскажем, как сделать горелку для газового горна своими руками.
Виды самодельных газовых горелок
Существует великое множество самодельных конструкций газовых горелок для кузнечного горна. Дело в том, что каждый мастер, изготавливая себе инструмент по чьему-нибудь образцу, обязательно вносит в него что-нибудь своё. Рассмотрим некоторые варианты.
Можно изготовить горелку вот такого типа, которая является некоей модернизацией популярной газовой горелки.
Рабочий комплект самодельной горелки для газового горна.
Конструкция предельно простая, но имеет необходимые регулировки: количества газа (клапан на трубке) и воздуха (сопло на инжекторе). Но, у неё есть большой «минус» при работе с горном: она имеет небольшую мощность, для прогрева металла потребуется много времени и, по этой причине, она быстро прогорит.
Несколько лучше конструкция вот такой самоделки.
Самодельная горелка для газового горна.
Принцип её действия аналогичен принципу действия горелки, представленной на эскизе.
Конструкция самодельной газовой горелки.
Большим плюсом является наличие сетки на выходе, состоящей из 10 отверстий Ø 1,8 мм. Как показано на рисунке с компоновкой горна, горелка имеет нижнее положение. Поэтому, для создания равномерного пламени, её засыпают кусками шамотного кирпича. Кроме того, с целью сохранения целостности сетки в трубке, применяется следующая конструкция:
- в шамотном кирпиче сверлят отверстие под трубку (практически, одинакового диаметра);
- трубку «примыкают» к шамотному кирпичу.
В результате, струя горит на некотором расстоянии от трубки, сетка меньше нагревается и служит дольше. Остальное — аналогично принципу действия стандартной газово-воздушной горелки .
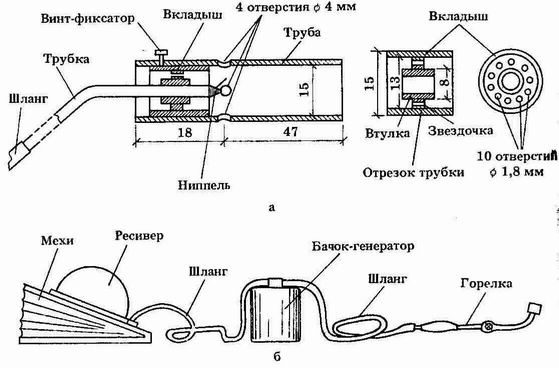
Изготовление горелки газового кузнечного горна своими руками
Рассмотрим технологию изготовления газовой горелки для кузнечного горна, предназначенную для пропана. Выберем такую конструкцию, все детали которой предельно просты и не требуют высокой квалификации при их изготовлении.
Обозначения на рисунке пропановой горелки в сборе:
1. Шланг;
2. Газовый вентиль;
3. Трубка подачи газа (диаметром 6 мм);
4. Винт-зажим М4;
5. Вкладыш;
6. Ниппель (от примуса);
7. Четыре отверстия воздухозаборника диаметром 4 мм;
8. Трубка насадки.
Рассмотрим конструкцию узлов горелки.
Насадка пропановой горелки
На рисунке представлена насадка пропановой горелки.
Насадка пропановой горелки.
Насадку газовой горелки изготавливают:
- из стальной трубы;
- вытачивают из стали Ст.3. или Ст.45. на токарном станке.
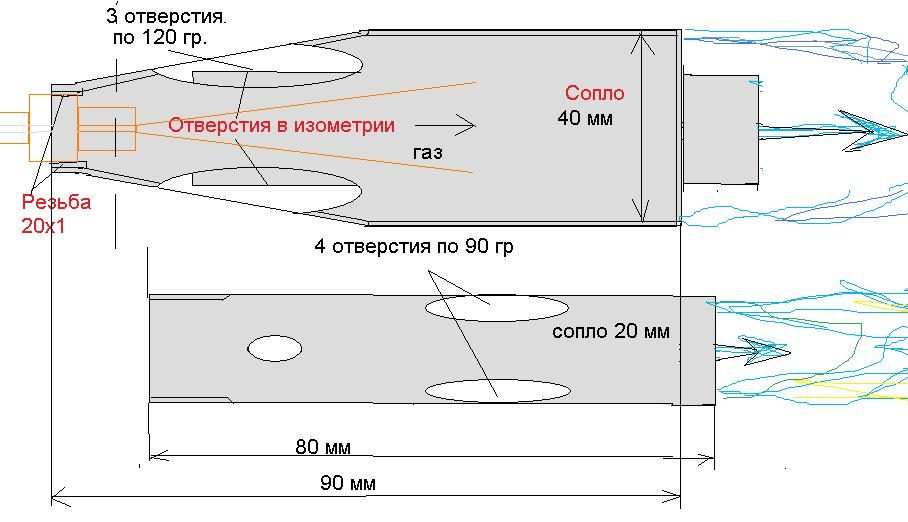
В трубе насадки сверлятся четыре отверстия диаметром 4 мм, которые перекрываются внутренним вкладышем. Таким способом регулируется подсос воздуха (его количество), при помощи которого формируется пламя газовой горелки.
Вкладыш пропановой горелки
Обозначения на рисунке вкладыша пропановой горелки в сборе:
1. Трубка;
2. Сетка с отверстиями диаметром 1,8 мм;
3. Втулка.
Сам вкладыш пропановой горелки вытачивается из такого же материала, что и насадка. Его можно изготовить по двум технологиям:
- как монолитную деталь;
- как сборку, составленную из трёх отдельных деталей. Детали собираются в узел посредством пайки твёрдым припоем. В этом случае втулка насаживается на трубку подачи газа, а на ней — закрепляется сетка и короткий отрезок трубы подвода газа. Если у вас нет под руками твёрдых припоев на основе серебра, то следует применять любые медно-никелевые сплавы или, даже, простую латунную проволоку.
Конструкция канала подвода газа в горелке
Канал подвода газа представляет собой медную или латунную трубку следующих размеров:
- наружный диаметр 6 мм;
- толщина стенки не менее 1 мм.
На эту трубку устанавливаются:
- с одной стороны — газовый вентиль со шлангом, который идёт к источнику газа (магистральному трубопроводу, баллону и т. д.);
- с другой стороны — монтируется ниппель от примуса. При этом необходимо выполнить следующее:
- заточить на конус рабочую часть ниппеля;
- внутри трубы нарезать резьбу М5 и завернуть в неё ниппель (он уже имеет штатную наружную резьбу М5).
Регулировка работы горелки
Внимание! Последующие работы являются пожаро- и взрывоопасными, т. к. проводятся с открытым огнём и горючим газом — пропаном. Они должны выполняться с неукоснительным соблюдением норм «Пожарной безопасности» и следующих требований:
- все работы проводить в хорошо проветриваемом помещении;
- удалить (надёжно обесточить) всё искрообразующее оборудование;
- рабочее место должно быть подготовлено для работы: всё лишнее следует убрать не только с рабочего верстака, но и с пола, обеспечив свободные пути прохода при форс-мажорных обстоятельствах;
- подготовить:
- первичные средства пожаротушения горючего газа;
- медицинскую аптечку для оказания первой помощи.
Регулировка пламени горелки осуществляется в следующей последовательности:
- открыть вентиль на источнике топлива, подать газ в горелку и зажечь его;
- постепенно продвигать трубку насадки в сторону перекрытия четырёх воздухозаборных отверстий и добиться устойчивого горения. Дополнительно следует осуществлять регулировку пламени горелки изменением подачи газа. Получив пламя нужной интенсивности и формы, следует положение трубки и насадки зафиксировать винтом-зажимом.
Такая горелка будет устойчиво работать и давать ровное пламя, достаточное для разогрева небольших деталей до необходимой температуры.
Где купить
- Сайт: http://www.svarka-optom.ru/;
- Адрес: Санкт-Петербург, Пискарёвский пр., дом № 25;
- Телефоны: +7-(812)-363-09-18, +7-(812)-441-37-58;
- Почта: [email protected]
Компания продаёт детали для газовых горелок, работающих на пропане. Примеры цен:
- мундштук пропановый в сборе размеры: 164…18. Стоимость от 14 рублей;
- гайки накидные для крепления мундштука. Стоимость от 84 рублей.
В заключение, предлагаем вашему вниманию видеоролик «Самодельная газовая горелка». Если вы сравните его с видеороликом о газовой горелке промышленного изготовления в статье «Горелка для газового горна», то увидите, что самодельный девайс мало в чём уступает заводской модели.
Желаем вам успехов! Если возникнут вопросы, то обращайтесь, и мы на полях нашего сайта дадим совет в решении проблем.
Источник: