Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
- Виды листогибов
- Простые ручные
- Мощный листогиб из тавров
- Вальцы для листового металла или вальцовый листогиб
- Делаем листогиб своими руками из подручных материалов
- Для понимания процесса рассмотрим виды листогибов:
- Вальцовый
- Гибочный пресс
- Траверсный механизм
- Роликовый листогиб
- Как изготовить самодельный листогиб
- Дополнительные приспособления
- Временная конструкция по упрощенной схеме
- Как сделать самодельный ручной листогиб своими руками
- Листогибочный станок своими руками
- Виды ручных листогибов
- Пошаговая инструкция по изготовлению листогиба своими руками
- Как сделать ручной листогиб своими руками
- Не проще ли купить листогиб?
- Простейший станок-листогиб своими руками
- Ручной листогиб для толстых листов своими руками
- Листогибочный станок своими руками | Строительный портал
- Что собой представляет листогибочный станок
- Область применения листогибочного станка
- Виды листогибочных станков
- Конструкция ручного листогиба
- Изготовление листогибочного станка своими руками
- Разработка ТУ и чертежа станка
- Подбор материалов
- Деталировка конструкции и сборка
- Техника безопасности при работе с листогибочным станком
Виды листогибов
Есть три вида листогибочных станков:
- Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.Для гибки листового металла
- Гидравлические станки, в которых при помощи удара листовой металл изгибается по форме матрицы. Матрица может быть прямой, может криволинейной. Это оборудование профессиональное, используется на предприятиях средней и большой мощности.
- Роликовые или валковые листогибы. В них лист металла не сгибается по прямой а закругляется. С помощью этого оборудования можно сделать самому трубы или другие подобные изделия.Для получения радиального изгиба металлического листа
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный.
Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный.
Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
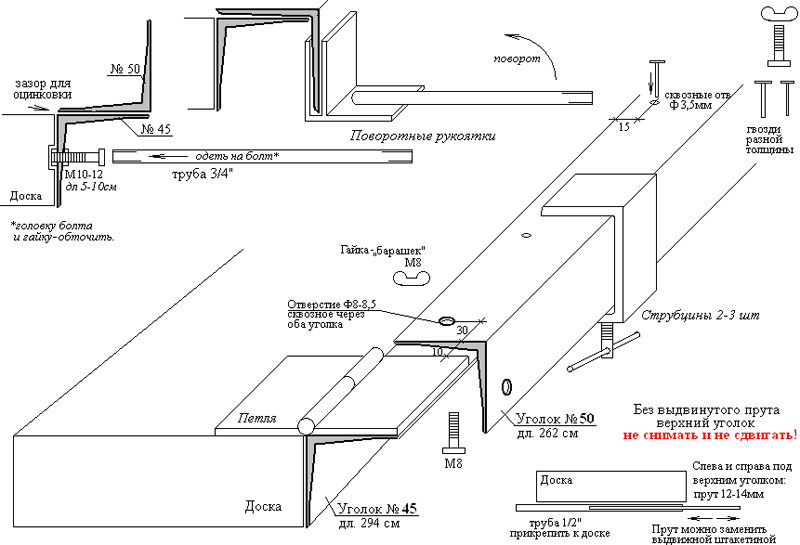
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
- Приваривают петли с двух сторон (проварить с лица и с изнанки).
- К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки.
- К укосинам приварить гайку болта.
- Установить прижимную планку (третий обрезанный тавр), в верхней части приварить металлические пластины с отверстием посредине. Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить.
- Пружину отрезать с таким расчетом, чтобы она поднимала прижимную планку на 5-7 мм. Пропустить болт в «ухо» прижимной планки, надеть пружину, закрутить гайку. После того как установили такую же пружину с другой стороны прижимная планка при откручивании подымается сама.
- К шляпке винта приварить по два отрезка арматуры — в качестве ручек для закручивания.
- К подвижному (ближнему к вам) тавру приварить ручку. Все, можно работать.
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда.
В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку.
А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
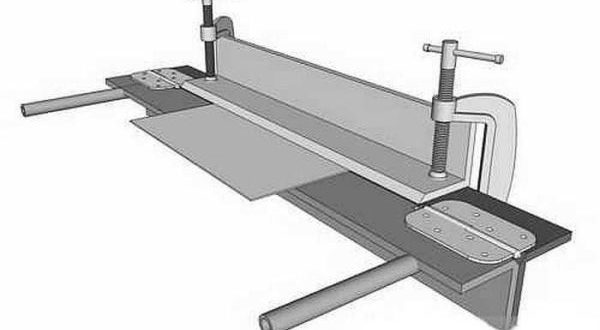
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.Особенности
- На изгибе дальнего (неподвижного) уголка приварены с двух сторон небольшие пластинки-упоры для прижимной планки.
- На той же планке приварена гайка от винта (с двух сторон).
Теперь перейдем к конструкции прижимной планки. Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
- ручной;
- гидравлический;
- электрический.
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
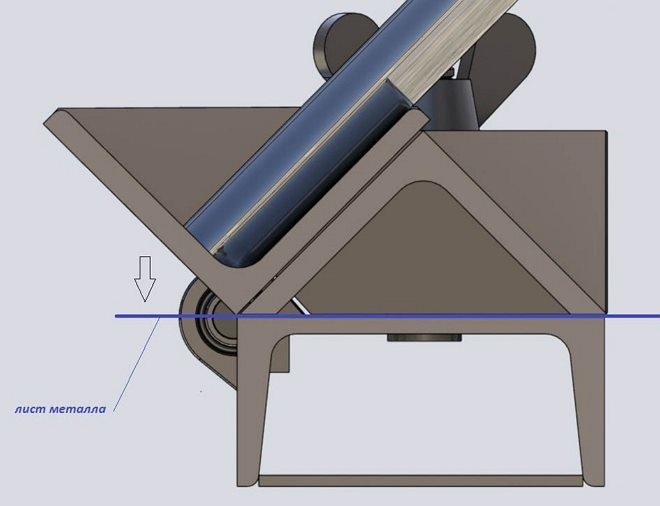
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
Источник:
Делаем листогиб своими руками из подручных материалов
При работе с жестью используются два основных инструмента. Ножницы по металлу и листогиб.
Конечно, при изготовлении желоба для крыши сарая, можно воспользоваться старым дедовским способом – обстучать киянкой лист оцинковки о край верстака, или при помощи металлического уголка.
Примеры таких работ можно увидеть на кровле в частном секторе. Однако качество изделия оставляет желать лучшего, да и металл повреждается в месте ударов.
К тому же, кустарное сгибание металла подойдет лишь для простых конструкций. Если профиль изгиба имеет несколько разнонаправленных граней – без профессионального инструмента не обойтись.
Например, правильный конек для крыши «на коленке» не согнешь, да и внешний вид будет всегда напоминать о нерадивости хозяина.
Покупать промышленный листогиб – непростительная роскошь. Дело мастера боится – мы расскажем, как сделать своими руками столь полезное в частном домовладении приспособление.
Для понимания процесса рассмотрим виды листогибов:
Вальцовый
Второе название – трехвалковый. Станок применяется для создания плавных согнутых поверхностей – труб большого диаметра, полукруглых водостоков и прочих конструкций без острых углов. Работает по принципу прокатного станка. Лист профилируется между двумя опорными вальцами и одним упорным, при перемещении которого задается радиус изгиба заготовки.
Гибочный пресс
Заготовка кладется между двумя пуансонами (шаблонами), под большим давлением они смыкаются, придавая необходимую форму листу металла. Как правило, используется для работы с толстыми заготовками. В бытовом применении бесполезны.
Траверсный механизм
Принцип действия конструкции – заготовка зажимается линейкой-фиксатором, а подвижная траверса загибает край на нужный угол. Пожалуй, самый популярный вид листогибов.
Существуют как промышленные стационарные станки, так и ручные настольные приспособления. Фактически не имеет ограничений по углу загиба – от 0 до 180 градусов. Ширина обрабатываемого листа определяется длиной траверзы.
Это единственный недостаток конструкции. Согнуть цельную полосу проката длиной несколько метров в домашних условиях будет проблематично. Зато можно быстро изготовить составную конструкцию любой длины с загибами для сращивания торцов.
С траверсными конструкциями часто применяется нож для листогиба, который входит в комплект поставки.
Торцевые ножи роликового типа предназначены для качественного выравнивания края заготовки.
Роликовый листогиб
Правильнее будет назвать — листогиб торцовый ручной. Хотя с помощью роликового механизма можно гнуть заготовки и далеко от края. Просто процесс слишком неудобный. Применяются в основном в качестве вспомогательного устройства.
Как изготовить самодельный листогиб
Простейшая конструкция – зажать край листа между стальным уголком и правилом (или двумя уголками) при помощи струбцины, и гнуть заготовку руками. Именно так обычно создаются простейшие элементы кровли.
ВАЖНО! Все работы с металлом необходимо выполнять в защитных рукавицах.
Однако траверсный листогиб вполне реально изготовить самостоятельно. Требуется точность разметки и терпение.
Рассмотрим сборку пошагово.
Для изготовления траверсного листогиба нам понадобятся:
- 4 метра стального уголка, сторона – 50 мм;
- Шаровая опора для автомобиля, с кронштейном для крепления;
- Тяга стабилизатора от него же, диаметром 10 мм;
- Болгарка, дрель, электросварка.
Уголок нарезаем болгаркой на куски по 1 метру.
Если есть необходимость работать с металлом большей ширины – длина уголков увеличивается. К ширине рабочей поверхности надо прибавить минимум 100 мм.
Из кронштейна шаровой опоры вырезаем при помощи УШМ две проушины. Это будут рабочие петли подвижной траверсы.
Из стойки стабилизатора – делаем ось, на которую петли будут опираться.
ВАЖНО! От качества подгонки этих элементов зависит будущий люфт поворотного механизма.
Тщательно измеряем и размечаем на уголке выборку для крепления оси.
Строго по размеру стачиваем лыски для установки полуосей. Это нужно сделать максимально точно, чтобы не тратить время и материал на последующую подгонку.
Наносим разметку точно по центру оси, и совмещаем ее с вершиной уголка – траверсы. Этот момент важен. поскольку при неправильной центровки качество изгиба заготовки на станке ухудшится, или же листогиб будет непригоден для работы.
Привариваем к выборкам полуоси с соблюдением параллельности вершине уголка. Для повышения точности, при сварке следует воспользоваться кондуктором. Например, тисками и струбциной. Длина выступающей части оси не превышает 1 см.
В результате должна получиться конструкция, с идеальной соосностью в торцах.
Приставляем уголки друг к другу.
Делаем разметку выборки на втором уголке строго напротив осей первого уголка.
Складываем обе траверсы, соблюдая плоскость, и фиксируем их для сварки. Привариваем петли на второй уголок с обеих сторон.
Уголки должны свободно вращаться друг относительно друга на петлях. При повороте на 180 градусов не должно быть зацепов и подклинивания. При этом щель между траверсами должна быть минимальной.
Предварительно разметив, вырезаем при помощи болгарки выборку вокруг оси на прижимном уголке.
Нижняя сторона прижимного уголка стачивается под углом 45 градусов.
ВАЖНО! Кромка должна остаться идеально ровной, именно по ней будет проходить линия сгиба. В случае неровностей возможны заломы и складки на заготовке.
Напротив осей размечаем и сверлим отверстия под болты 10 мм. Болты привариваем резьбой вверх к нижней неподвижной траверсе.
В центре траверсы также делаем отверстие, но болт не привариваем. Это будет съемный элемент, поэтому к нему Т-образно привариваем короткую ось.
Болты нужны для прижима заготовки к траверсе при изгибе. Центральный болт используется в случае, когда заготовка имеет ширину, вдвое меньшую, чем траверса. При работе с широкими заготовками болт убирается.
Из круга 15-20 мм нарезаем две рукоятки длиной 30 см. Более тонкий прут не подойдет, поскольку усилие на рукоятях может быть значительным, и можно их просто согнуть.
Рукояти привариваем с нижней части поворотного уголка (траверсы).
Далее изготавливаем станину для листогиба. Четвертый уголок привариваем к нижней неподвижной траверсе с обеих сторон, для прочности. В станине сверлим отверстия. Вся конструкция обязательно должна быть закреплена на устойчивой поверхности, например – на стальном верстаке.
Листогиб прикручиваем к верстаку, проверяем свободный ход подвижной траверсы.
Конструкция позволяет работать с листами железа толщиной до 2 мм и шириной 92 см. Углы загиба можно выбирать любой величины, гнуть заготовку можно как в одном направлении, так и ступенчато. При работе с толстой заготовкой удлиняется рукоятка металлической трубой, прочности уголка всегда хватает.
Работа со стандартной оцинковкой не вызывает сложностей, приспособление гнет ее с легкостью картона.
Дополнительные приспособления
Для удобства работы, прижимной уголок можно подпружинить, а вместо обычных гаек применить барашковые. На таком приспособлении удобно работать роликовым ножом, используя верхний прижим в качестве направляющей линейки.
Временная конструкция по упрощенной схеме
Рассмотренный вариант листогиба делается для регулярных работ, и фактически является стационарным устройством. Если вам необходимо срочно выполнить разовую работу по изготовлению жестяных изделий – можно создать более простое устройство.
Для изготовления понадобятся:
- Три уголка 40-50 мм, ширина по вашим потребностям;
- Пара дверных петель;
- Две мощные струбцины;
- Два прута (круга) в качестве ручек.
Два уголка скрепляются между собой петлями, как можно более плотно.
Третий, более короткий уголок, при помощи струбцин прижимает заготовку и нижнюю траверсу к верстаку. Такой станок не слишком удобен, но это компенсируется простотой изготовления. Вариант изготовления выбирать вам.
Источник:
Как сделать самодельный ручной листогиб своими руками
Инструмент, с помощью которого листы металла превратятся в детали нужных форм, с легкостью можно соорудить в сарае или гараже, имея минимум инструментов и совсем немного свободного времени.
Зато будьте уверены – он станет «рабочей лошадкой», без которой не обойдется ни одна ваша затея, связанная с листовым материалом.
Избалованные обилием инструментов, многие зададутся вполне закономерным вопросом – а зачем делать, если можно купить?
Каково будет ваше удивление, если окажется, что самодельный инструмент может быть куда удобнее и эффективнее заводского. На практике такое случается очень часто.
Во-первых, большинство агрегатов рассчитаны на гибку листов до 3 м шириной – согласитесь, габариты такого агрегата заставят задуматься даже владельца большого гаража или мастерской.
Во-вторых, цена готового инструмента может существенно ударить по бюджету мастера.
Механический привод, которым оснащены многие заводские листогибы, для тонких работ неудобен – в начале рабочего хода механика выдает резкий удар, который к концу слабеет, а ведь для гибки процесс должен быть обратным.
К тому же, затраты на электроэнергию не оправдывают себя, если размеры детали небольшие. Гидравлический привод более удобен – он умеет подстраивать свое усилие под оказываемое сопротивление.
Однако такие инструменты очень дорогие и сложные, покупать их даже для постоянной работы в небольших объемах нерационально.
Остается ручной привод. Вы сами можете регулировать усилие и распределять его в работе. Ручной инструмент совершенно прост в эксплуатации и обслуживании, и не хуже механики и гидравлики сможет согнуть заготовки из листовой стали.
Традиционная киянка и оправка уходит в прошлое – каким бы мастер не был умелым, он не сможет отогнуть с помощью этих инструментов нужную часть листа, не деформировав ее, да и времени уйдет несоизмеримо больше. Делайте выводы сами.
В интернете можно найти самодельные ручные листогибы в самых разных вариантах, к ним прилагаются подробные чертежи и пояснения, так что вопрос, как сделать листогиб своими руками, решается очень быстро.
Если разобраться и обобщить все чертежи, самодельный листогибочный пресс состоит из трех главных деталей: прижима, обжимного пуансона с ручкой-рычагом и основания.
Кто сказал, что они должны быть строго из металла? Простейший компактный листогиб можно сделать из дерева – идеальный вариант для гаражных работ, когда нужно согнуть небольшой кусок алюминиевого или железного листа небольшой толщины.
Укрепить его можно теми же листами металла или уголками. Вам понадобятся несколько прочных петель – с их помощью и будет двигаться сгибающее звено инструмента. Если вы решили сделать сгибающее звено достаточно большим, то вам вряд ли понадобится крепить дополнительную раму для создания нужного давления на лист металла.
Обжимной пуансон рекомендуется крепить к основе барашковыми гайками, и не забудьте подставить под них шайбы. Если приходится работать с листами металла разной толщины, можно изготовить несколько пуансонов с пазами разной толщины.
Чтобы получился изгиб на 90°, поверхность, которая ограничивает размах сгибающего элемента, лучше сделать с небольшим наклоном (хотя бы на 5°), иначе получить прямой угол не удастся.
Если изгиб получается неточным, в месте изгиба рекомендуется проделать направляющий надпил.
Инструмент с приличными габаритами для обработки крупных листов металла лучше изготавливать из уголков и швеллеров. Помимо материала вам понадобится сварочный аппарат. Конструкция в целом та же, что и у деревянного инструмента: основание, прижим, обжимный пуансон – только масштабы другие.
Для основания лучше всего подойдет отрезок швеллера № 6,5 или № 8. Прижим изготавливается также из швеллера, лучше всего подойдет № 5, а вот пуансон из уголка № 5, причем чем толще стенки, тем лучше. Пуансон и прижим следует сделать немного короче основы – достаточно 5 мм разницы.
В прижиме строго по оси, отступив 30 сантиметров от концов, высверливаются отверстия для болтов.
Из арматуры диаметром не менее 15 мм выгните скобообразную ручку-рычаг, которая двумя концами приваривается к уголкам. Остается дополнить конструкцию щечками из листовой стали толщиной 5 мм, и конструкция готова.
Обязательно нужно снять 30-миллиметровые фаски 7*45° на концах заготовок пуансона и основания. Фаски снимаются по ребру, чтобы были удобно приварить оси из стального 10-миллиметрового прута к пуансону.
Приварить прут нужно так, чтобы его ось совпала с ребром уголка.
Перед тем как приварить щечки, необходимо тщательно выверить их расположение. Для этого выполняется предварительная сборка – пуансон и основание зажимаются в тисках таким образом, чтобы рабочая зона уголка-пуансона и стенка швеллера-основания оказались в одной плоскости, но между ними сохранялся зазор около 1 мм.
Для этого достаточно установить прокладку из картона. После этого щечки надеваются на оси пуансона и аккуратно прихватываются сваркой в нескольких местах. Затем проводится пробная гибка тонкого листового металла, во время которой и корректируется положение щечек относительно основания.
После эти элементы окончательно привариваются к торцам основания.
Используя готовые отверстия как направляющие, просверлите в основании отверстия диаметром не более 8,5 мм и нарежьте резьбу М10. В нее завинчивают зажимные болты, на которые наворачивают и тут же приваривают к основанию гайки.
После этого крепежи вывинчиваются и вставляются в расширенные до 10,5 мм отверстия прижима, и снизу на них наворачиваются и закрепляются сваркой гайки-ограничители.
Для удобства использования снабдите головки болтов «барашками» или установите воротки.
Многие советуют выравнивать прижим напильником или даже болгаркой. Для домашнего использования инструмента – может быть, но не для ежедневных трудов, когда от качества работы зависит ваш заработок. Допустимая неровность на плоскости прижима – не более 0,2 мм.
Разве можно достичь такого показателя на всей поверхности детали с помощью напильника? А ведь при больших шероховатостях лист под нажимом «потечет» – образует волны. Поэтому нужно отдавать деталь только на фрезеровку.
Причем только после того, как все детали были приварены и собраны, когда все, что могло пойти неровно и повестить, уже повелось. В таком случае фрезер действительно сможет помочь вам в выравнивании.
Используя инструмент, помните, что для гибки листового металла толщиной от 10 мм нужны специальные условия и инструменты. Если позволяют возможности, прогревайте металл в местах сгиба – это облегчит работу и уменьшит вероятность появления трещин и следов деформации.
Источник:
Листогибочный станок своими руками
Листогибочный станок изготавливается в том случае, если есть необходимость в постоянной работе с металлическими листами различной толщины.
Для единоразовых задач существуют специальные техники, как согнуть жесть или листовой металл с помощью подручных инструментов.
Приступая к созданию собственного станка нужно хорошо рассчитать, какое количество времнени и сил есть в распоряжении для осуществления задуманного проекта.
Виды ручных листогибов
Для домашнего пользования наиболее часто используются поворотные листогибы. Они работают по такому принципу: металлический лист кладется между двумя фиксирующими плоскостями, одна из которых выступает за поверхность другой и имеет поворотный механизм.
Как правило, этот поворотный механизм расположен на нижней плоскости и при её поднятии, находящийся под прижимом верхней плоскости металлический лист начинает изгибаться.
Преимущество такой конструкции в относительной простоте изготовления и достаточно высокой производительности при использовании жести небольшой толщины. Главный недостаток такой конструкции в том, что она может выполнять изгибы металла ограниченной толщины и наиболее подходит для работы с угловыми изгибами. Согнуть материал по дуге с помощью такого станка будет очень проблематично.
Если есть необходимость получить плавные изгибы толстого листового металла, то для такой работы портебуется ротационный листогиб. В его основе лежит система валков, которые расположены на определенных регулируемых расстояниях друг относительно друга и позволяют согнуть даже листы достаточно большой толщины.
Валки могут быть установлены в различных положениях, чтобы достичь максимально эффективной работы при выполнении округлых изгибов определенного радиуса для металла той или иной толщины
Так как при выполнении большинства работ с металлом достаточно простого поворотного листогиба, далее будет подробно рассмотрена технология изготовления такого ручного станка. В конце обзора можно будет также увидеть и скачать чертежи указанного выше ротационного листогиба.
Пошаговая инструкция по изготовлению листогиба своими руками
Для создания такого станка потребуются:
- Швеллер шириной 25 см
- 2 прочных металлических уголка из стали потолще, две трубы диаметром ½ дюйма и 3/4 дюйма
- 2 3/4-дюймовые гайки
- 2 3/4-дюймовые резьбовые пробки
- 2 3/4-дюймовые муфты
- 2 3/4-дюймовые металлические шайбы
- 2 болта для фиксации стальных уголков.
Для начала с швеллера была снята вся ржавчина и сделаны замеры и вырезы в тех местах, где будут размещены петли.
Далее небольшие отрезки 3/4-дюймовой трубы были отрезаны для того, чтобы затем сделать из них петли.
Затем сверлятся отверстия под фиксирующие болты в швеллере и одном из уголков.
После чего уголок скрепляется со швеллером. Это соединение не должно быть очень тугим, так как между данными двумя деталями затем будет укладываться металлический лист, который нужно будет согнуть.
Если нет возможности или времени выполнять прижим с помощью болтов, для этих целей можно использовать струбцины.
Далле следует изготовление петель. Для этого нужно правильно приварить метллические отрезки трубы 3/4 дюйма. От того, насколько ровно они будут установлены зависит точность работы станка в дальнейшем.
Боковые меньшие трубки крепятся к швеллеру, а центровой длинный отрезок — ко второму уголку.
Теперь нужно изготовить оси для работы петель. Они сделаны из трубы диаметром ½ дюйма, приваренной к 3/4-дюймовым гайкам.
В качестве ручек были взяты две трубы по 75 см, на концы которых были приварены 3/4-дюймовые резьбовые пробки, а 3/4-дюймовые муфты нужно приварить ко второму уголку снизу.
Для установки листа нужно фиксирующие болты ослабить на необходимое расстояние. После закладки листа болты снова зажимаются и выполняются поворот второго швеллера вверх с помощью ручек.
Источник:
Как сделать ручной листогиб своими руками
Где берут детали из металла различных форм? Ответ — покупают готовыми либо изготавливают самостоятельно.
Готовые металлические детали намного дороже себестоимости металлического листа, а чтобы изготовить их самостоятельно, нужен специальный станок.
Листогибочный станок можно изготовить своими руками, имея в наличии некоторые инструменты, материалы и, конечно, те самые «золотые руки».
Не проще ли купить листогиб?
Наиболее насущный вопрос – цена листогибочного станка. Стоимость заводского листогибочного оборудование высока. Целесообразна такая затрата только в случае, если вы приобретаете такой станок для заработка, в противном случае он себя не окупит.
Кроме того, большая часть станков такого плана рассчитана на то, чтобы гнуть листы шириной до 3 м. Универсальным такой агрегат не назовешь, во-первых, он войдет не в любой гараж, во-вторых, механический привод неудобен для тонких работ, а гидравлика сложна и дорогостояща. В-третьих, затраты энергии для изготовления небольших деталей не оправдают себя.
Остается лишь вариант с ручным приводом, который можно изготовить своими руками!
Простейший станок-листогиб своими руками
Сооружение самодельного ручного листогиба сэкономит ваши деньги и будет настоящей находкой всякий раз, когда нужно иметь дело с листовым железом. Благо в интернете можно найти самые разные чертежи с описаниями. Все предлагаемые модели разные, но можно найти общее в конструкции всех вариантов любого листогибочного станка:
- Прижим;
- Обжимной пуансон;
- Ручка-рычаг;
- Основания.
Кстати, все детали вовсе не обязательно изготавливать из металла, можно использовать и дерево. Прочности древесины достаточно, чтобы обработать тонкие алюминиевые или железные листы. Обычная древесина для этого, конечно, мягковата, лучше брать твердые породы вроде дуба, ясеня, ореха и т.д. Но на крайний случай простейшего гаражного листогиба подойдет и сосновый материал.
- Укрепляем дерево металлическими уголками или листами металла;
- Где потребуется настоящая прочность, так это петли для станка, при помощи которых двигается его сгибающее звено;
- Если сгибающее звено будет приличного размера, то вам не понадобится даже утяжеляющая рама, чтобы оказывать нужное давление на тонкий металлический лист;
- Обжимной пуансон следует фиксировать барашковыми гайками, главное, положить под них шайбы;
- Для работы с листами разной толщины можно сделать заготовки нескольких пуансонов, у которых пазы разной толщины;
- Чтобы гнуть металлические листы под 90 градусов, нужно оборудовать ограничительную поверхность с наклоном около 5 градусов. Иначе идеально прямой угол сделать будет невозможно.
Секрет! Чтобы делать точные изгибы, нужно в предполагаемом месте изгиба сделать надпил, который будет направлять процесс в нужное русло.
Ручной листогиб для толстых листов своими руками
Для изготовления деталей из тонколистового металла сгодиться и самый простой вариант из дерева и минимума металлических элементов. Тогда как для обработки толстых листов нужны будут мощные швеллеры и уголки. Элементы конструкции те же что и в предыдущем листогибе: основание, прижим, рычаг и обжимной паунсон.
Материалы
Материал для ручного листогиба:
- Для основания подойдет швеллер №6,5 или №8;
- Для прижима берем швеллер №5;
- Для пуансона нужен уголок №5 с максимально толстыми стенками;
- Для ручки-рычага подойдет арматура диаметром в 15 мм;
- Прут в 10 мм, листовой металл для «щечек».
Хотя конструкция по своему принципу не отличается от первого варианта, тут не обойтись без сварочного аппарата.
Последовательность работ
Приступаем к выполнению работ:
- Пуансон нужно сделать примерно на 5 мм короче, нежели основа;
- Отверстия для болтов в прижиме высверливаются четко по оси, на расстоянии 30 см от краев;
- Из арматуры выгибается ручка-рычаг в виде скобы. Ручку нужно приварить к уголкам с двух концов;
- На концах заготовок для пуансона и основания нужно выполнить фаску параметрами 7*45° . Фаску делается по ребру для того, чтобы можно было приварить оси из прута в 10 мм к пуансону;
- Привариваем прут к пуансону таким образом, чтобы его ось совпала с ребром уголка;
- Завершительный этап – это приваривание «щечек» из листовой стали. Но для начала нужно вычислить их точное расположение. Для этого производиться проверочная сборка – пуансон и основание зажимают в тиски так, чтобы рабочая часть пуансона (из уголка) и стенка основания (из швеллера) находились в одной плоскости, но с зазором в 1 мм при помощи, например, картонного листа;
- Щечки накидываются на оси пуансона и точечно прихватываются сварочным аппаратом. Теперь проводим тестовую гибку какого-нибудь тонкого листа металла. В это время производится регулировка положения щечек относительно основания – теперь их можно приварить капитально;
- В основании просверлите отверстия около 8,5 мм при помощи заготовки с отверстиями как направляющей и нанесите резьбу М10. В эти отверстия будут завинчены зажимные болты, на которые надеваются гайки и сразу же привариваются к основанию;
- Теперь болты вывинчиваются и вставляются в более широкие (10,5мм) отверстия прижима. На них снизу надеваются и привариваются гайки-ограничители. Чтобы их было удобнее использовать, выполните на головках болтов «барашки» или воротки.
Окончательная обработка деталей
Некоторые рекомендуют просто пройтись по прижиму напильником или, что еще более диковинно, болгаркой. Однако вы должны осознавать, что такая обработка плоскости прижима не даст идеальной точности – допустимая неровность этого элемента всего 0,2 мм. Напильником такой точности не достичь, а при некачественной обработке ваши листы после гибки будут волнистыми.
Для домашнего пользования это еще сгодится, но если вы решили профессионально выполнять какие-либо работы, то это недопустимо. Выход один – отдать прижим на фрезеровку, но делать это нужно после окончательной сборки. Когда все нюансы, которые могли проявиться, уже проявились, тогда фрезеровка действительно поможет все выровнять все до приличного результата.
Как видите, в условиях гаража можно выполнить замечательные ручные листогибочные станки.
Выбирайте вариант, который вам нужен, и сделайте своими руками простой станок для тонкого металла либо более серьезный станок из швеллеров и уголков для работы с толстыми листами.
Источник:
Листогибочный станок своими руками | Строительный портал
Листогибочный станок – достаточно простой инструмент, позволяющий из листового металла изготавливать заготовки для строительных работ. На практике, такое оборудование чаще используют производители металлических изделий, а бытовые потребители, для решения хозяйственных задач, предпочитают покупать готовую продукцию.
Отчасти с этим можно согласиться, ведь новый станок – это дорогое и нецелесообразное приобретение. Однако, задействовав немного инженерного мышления, можно сделать простейший ручной листогиб самостоятельно.
Что собой представляет листогибочный станок
Изготовление качественных изделий из столь прочного материала, как металл – невозможно без применения специальных устройств. С целью облегчения ручного труда и повышения производительности создается новое оборудование. Одним из подобных открытие стал листогибочный станок.
Листогиб – металлопрокатный станок, который используется для сгибания алюминия, латуни, стали и других листов металла. Листогибочный станок изгибает листы под заданным углом, при этом плоскостность материала не нарушается.
Для организации небольшого производства или выполнения работ на приусадебном участке не обязательно приобретать дорогостоящее оборудование, можно изготовить ручной листогибочный станок своими руками.
Самодельный вариант способен обрабатывать листовой металл толщиною до 1,5-2 мм и длиною заготовки до 4 м, угол изгиба – 180°. Листогибочный станок ручного типа состоит из основания, обжимного пуансона с рычагом и прижима.
Фабричные листогибы часто оснащены дополнительными функциями. Одна из наиболее востребованных – это резка металла. Роликовый нож изготовляется из высоколегированного сплава стали, покрытого специальным лаком. Срок службы резца практически не ограничен, однако периодически нож надо будет затачивать (одного затачивания хватит для обработки 25 кг металла толщиною не более 0,8 мм).
Область применения листогибочного станка
Листогибочный станок имеет широкую область применения в следующих отраслях народного хозяйства:
- строительство – изготовление металлической кровли и ее элементов, производство незамкнутых и замкнутых профилей, вентиляционных шахт, воздуховодов, оконных и дверных переплетов, карнизов, профнастила, металлочерепицы и элементов металлического сайдинга;
- мебельное производство – создание коробов, конусов и цилиндров;
- машиностроение – изготовление запчастей, сборка различных типов кузовов автомобилей;
- электроника – создание корпусов бытовой электронной аппаратуры (стираные машины, микроволновые печи, холодильники и т.д.);
- авиа- и кораблестроение.
Виды листогибочных станков
Главный критерий, по которому делятся все листогибочные станки – тип привода рабочего органа.
Листогиб с ручным приводом – изделие изгибается за счет физического воздействия на поворотную балку. Некоторые модели оснащены педалью. Станок предназначен для обработки металла небольшой толщины на небольшие углы.
Ручной листогиб часто встречается в сараях и гаражах бытовых пользователей, которые используют устройства для сгибания жестяных листов. Установив скобы или опорные балки на нужный радиус сгиба, можно в домашних условиях создавать сложные детали.
В моделях ручного листогиба не предусмотрены узлы скольжения и трения – это делает оборудование менее прихотливым и более прочным.
Листогиб с механическим приводом – стационарная машина, работающая от энергии маховика. Принцип работы механического листогибочного станка следующий: гибка осуществляется при нажатии на рычаг.
Изменение длины рычага (узел соединения толкателя и ручки перемещается) приводит к увеличению усилия, воздействующего на заготовку.
Использование таких станков несколько ограничено, так как работа с ними требует применения физической силы.
Усовершенствованный вариант механического листогиба – электромеханический станок. Источником энергии в данном случае служит мощность электродвигателя. Электромеханические станки завоевали популярность среди пользователей, благодаря своей универсальности и удобству применения.
Заготовка укладывается на матрицу, оператор нажимает на пусковую кнопку, и двигатель приводит в движение редуктор, толкатель и пуансон – производится выгиб или прогиб листа в нужной плоскости и заданными параметрами.
Современная индустрия машиностроения на 70% укомплектована листогибами с электромагнитным приводом. Данные установки имеют ряд преимуществ:
- малые габаритные размеры;
- бесшумность работы;
- высокая скорость изгибания.
Принцип работы электромагнитного листогиба базируется на создании магнитного поля между пуансоном и матрицей. Пуансон свободно закреплен на пружине, матрица устанавливается под ним, исходя из формы будущего изделия.
В пуансоне, или под ним, находится катушка индуктивности, которая создает мощное магнитное поле во время подачи на ее обмотку напряжения.
Магнитное поле притягивает пуансон и матрицу друг к другу – заготовка плотно зажимается между ними и принимает заданную геометрию.
Применение такого метода позволяет «штамповать» в минуту несколько сот деталей.
Конструкция ручного листогиба
Конструкция листогибочного ручного станка состоит из таких основных элементов:
- прижимная балка зажимает сгибаемую или отрезаемую жесть;
- гибочная балка загибает металлический лист; возможности сгибания в разных моделях отличаются – обычно угол сгибания составляет от 0° до 180°;
- дисковый нож, выполненный из высокопрочной стали и покрытый порошковой краской; в среднем, ресурс работы ножа – 2500 п.м. жести толщиною не более 0,5 мм;
- угломер – размерный диск, позволяющий быстро выполнить гиб жести под любым углом без установки ограничителя;
- задний стол (ограничитель подачи), на котором размещается и перемещается рабочий лист металла;
- рукоятка зажима позволяет привести в рабочее положение прижимную балку;
- натяжное устройство гибочной и основной балки – настройка формы балок для создания качественного гиба изделия.
Некоторые модели станков оснащены поворотными колесными блоками с тормозами – это позволяет свободно перемещать листогиб и фиксировать его в выбранном положении.
Изготовление листогибочного станка своими руками
Рассмотрим пример изготовления ручного листогиба, так как его конструкция наиболее проста, а производительности такого станка вполне хватит для обработки металла в бытовых целях.
Разработка ТУ и чертежа станка
Самодельный листогибочный станок надо сконструировать таким образом, чтоб при работе основная нагрузка приходилась на самые выносливые и сильные мышцы (бицепсы, широкие спины, икроножные и бедренные), а отдача станка (реакция) станка прижимала стопы к полу. При таком устройстве работа не будет изнурительной.
Схема самодельного листогиба будет зависеть от его назначения:
- Первый способ позволяет сгибать листы под углом 90°. Сгиб получиться качественным, если на траверсу больше налегать с нижней части, подавая ее немного вперед. На этом принципе основаны почти все листогибочные станки, сделанные своими руками.
- Второй способ – обустройство листогибочного пресса. Такое оборудование применяется только в промышленности. Пресс дорого стоит, требует квалифицированного обслуживания и очень травмоопасен.
- Третий способ – проходной (протяжной) листогиб. Радиус изгиба листа варьируется в зависимости от расположения валков. Протяжные листогибочные станки многофункциональны. Гладкие валки используются при выгибании заготовок обечаек кожухов, изготовлении секций широких труб. Профилированные листогибочные вальцы – для протяжки элементов кровли: ендов, коньков, отбортовок и водостоков.
Первый вариант устройства – более приемлем для бытового потребителя. Для разработки чертежа станка необходимо определиться с техническими характеристиками, которые возлагаются на оборудование:
- максимальная толщина обрабатываемого металла: 0,6 мм – оцинковка, 1 мм – медь, 0,7 мм – алюминий;
- ширина металлического листа – не более 1 м;
- наклон сгибания – не менее 120°;
- количество бесперебойных рабочих циклов – около 1200;
- обработка нестандартных заготовок или спецсталей – не желательна.
Чертежи листогибочных станков можно подсмотреть в интернете. Станок будет выдавать стабильный результат, а максимальный угол наклона равен 135°.
Подбор материалов
Для изготовления рабочих узлов станка можно задействовать следующие материалы:
- деревянный брус – для создания «подушки» (на чертеже – вкладыш из дерева);
- швеллер 100-120 мм – основание листогиба;
- металлический лист 6-8 мм – правая щечка;
- прижимную балку лучше сварить из уголков 60 и 80 мм;
- штырь диаметром 10 мм для изготовления оси пуансона;
- пунсон может быть выполнен в виде уголка 80-100 мм или швеллера того же типоразмера;
- рычаг пуансона выполняется из прутка диаметром 10 мм.
Деталировка конструкции и сборка
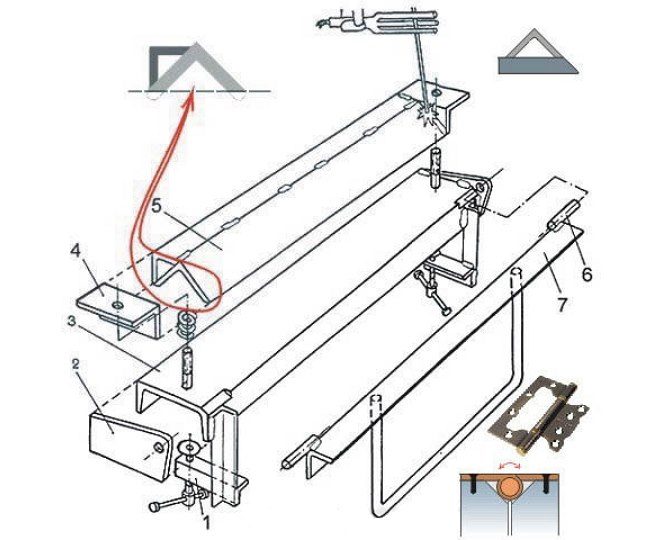
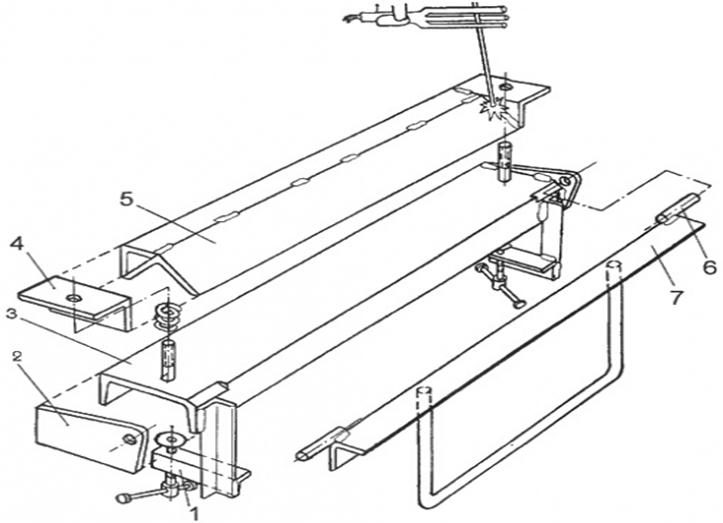
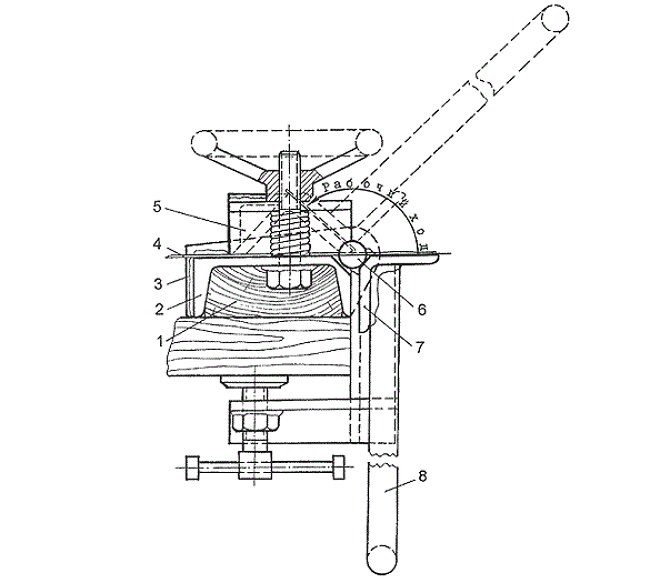
Схема сборки ручного листогиба указана на рисунке, где:
- струбница (винт М8-М10 с пяткой и воротком, уголок 40-60 мм);
- щечка;
- основание;
- уголок 110 мм – кронштейн;
- прижимная балка;
- ось пуансона;
- пуансон.
Нижнюю поверхность прижимной балки надо фрезеровать. Это необходимо делать после полной сварки всего узла. При чем, «выглаживание» прижима болгаркой или напильником – недопустимы.
Весь процесс сборки станка можно разбить на следующие этапы:
- Из швеллера изготовить основание.
- Прижим листогиба желательно усилить дополнительным профилем. Длина прижима должна быть на 50-70 мм короче основания.
- К торцам прижимной балки приварить кронштейны из отрезов уголков.
- Края полок уголков прижима, которые будут соприкасаться с изгибаемым листом, надо фрезеровать и сделать их параллельными основанию.
- В центре полки углов-кронштейнов просверлить отверстие (диаметр – 8 мм).
- Обжимной пуансон должен быть короче прижимной балки на 10 мм.
- Из стального прутка изготовить ручку-рычаг и приварить ее к пуансону.
- Из листа стали изготовить щечки и просверлить в них отверстие (диаметр – 10 мм).
- С торцов уголка пуансона (с ребра) снять фаску: длина – 30 мм, глубина – 5 мм. Отверстие необходимо для вставки стальных осей диаметром 10 мм.
- С торцов основания (на ребре) снять фаску: длина – 32 мм, глубина – 6 мм.
- Приварить оси таким образом, чтоб направление осевых линий прутка и ребер уголка совпадало.
- Предварительная сборка:
- пуансон и основание закрепляются слесарными тисками;
- полка уголка и полка швеллера должны находиться в одной плоскости;
- на оси пантуса надеть щечки, прихватив их в нескольких точках к основанию электросваркой.
- Пробная гибка:
- лист мягкого метала уложить на поверхность пуансона;
- зафиксировать лист сверху прижимной балкой, притягивая его к основанию шпильками с накладками или струбцинами;
- проверить положение щечек;
- приварить окончательно щечки к основанию.
- По отверстиям в кронштейнах прижима просверлить отверстия в основании (диаметр – 8 мм), нарезать резьбу М10.
- Снизу основания в резьбовые отверстия завинтить болты. Головки болтов прихватить сваркой.
- Прижим притянуть к основанию, используя гайки М10. Под головки подложить шайбы.
Техника безопасности при работе с листогибочным станком
Листогибочный станок – травмоопасное устройство, и при работе с ним, соблюдение правил по технике безопасности должно быть на первом месте.
Перед началом работы на покупном станке, необходимо ознакомиться с инструкцией, определить на обработку какого материала рассчитано оборудование, и выполнить все предписанные меры по технике безопасности.
Перед запуском самодельного или покупного станка необходимо:
- Проверить состояние рабочей обуви и одежды. В одежде не должно быть свободно свисающих элементов; все пуговицы, молнии, манжеты на рабочей рубашке (куртки) надо застегнуть.
- Проверить состояние рабочих узлов и их крепление. При возникших неполадках – устранить неисправности.
- Рабочее место вокруг станка должно быть не меньше 0,75-1 метра. Проход должен быть свободным и не загроможденным.
- Проверить исправность и достаточность освещения.
- Заготовки разместить возле рабочего места.
- На станке недопустимо гнуть листы металла, толщина которых превышает допустимые нормы.
- Включенный станок категорически запрещено оставлять без присмотра.
Потратив не слишком много времени и используя недорогой материал, можно собственноручно изготовить удобный и практичный ручной листогиб, который станет незаменимым помощником в приусадебном хозяйстве.
Источник: