29.04.2018
Резцы, которые применяют на станках в машиностроении, применаются для обработки металла и деталей на токарных станках. Могут применяться как на производстве так и в домашних условиях. Имеют следующую классификацию по главным признакам и подразделяются на следующие группы.
- Классификация всевозможных видов токарных резцов по металлу для станков
- Резцы по металлу:
- Станки на которых можно использовать токарные резцы:
- Какие бывают различия у резцов:
- Как верно подобрать?
- Отрезной резец и другие виды токарных резцов – как их используют?
- Режущий инструмент
- Резцы: а — прямые, б — отогнутые, в — оттянутые
- Резец для токарного станка по металлу: классификация, виды, назначение
- Для чего нужны токарные станки?
- Что такое резец для токарного станка по металлу?
- Категории резцов
- Классификация по способу изготовления
- Конструкция
- Размеры державок
- Особенности проходных и отрезных резцов
- Направления резцов
- Типы инструментов в зависимости от их назначения
- Что следует учесть новичку при покупке?
- Продукция чешского изготовителя
- Наборы резцов с другими параметрами
Классификация всевозможных видов токарных резцов по металлу для станков
Резцы по металлу:
Согласно утвержденному ГОСТу их разделили на 3 главных группы:
- токарные и строгальные, обладающих режущей частью, произведенной из быстрорежущей стали;
- токарные и строгальные твердосплавные напайные;
- токарные, имеющие механическое крепление пластин из твердых сплавов, керамики и различных сверхтвердых материалов.
Станки на которых можно использовать токарные резцы:
- токарные;
- строгальные;
- долбежные;
- револьверно-автоматные;
- специальные.
Какие бывают различия у резцов:
- прямоугольные;
- квадратные;
- круглые.
По конструктивным параметрам:
- Цельные. У данного токарного резца головка и стержень — единое целое. Резцы такого вида производятся из углеродосодержащей стали, применяемой для изготовления инструментария, или из быстрорежущих металлов, но этот металл подходит для производства некрупных резцов, используется довольно редко.
- С приварными или припаянными пластинами. Головка токарного резца имеет приварную или припаянную пластину из быстрорежущего металла или из твердого сплава. В том случае, если при выполнении спаечных работ не соблюдаются технологические условия, в скором времени начнут появляться трещины, сперва небольшие, но позже довольно внушительных размеров, что приведет к полному разрушению напаянных ранее пластин. Широко применяется на многих промышленных производствах.
- С механическим креплением пластин. Крепление пластины в головке токарного инструмента осуществляется механическим способом, который также применим для пластин, изготовленных из минералокерамики.
- Сборные.
- Регулируемые.
- Державочные.
По качеству обработки:
- Черновые. Используются только для так называемого чернового точения, при котором достаточно высока скорость резания и снимается весьма крупная в ширину стружка. Поскольку выполняемая данным токарным резцом работа трудоемкая, он очень прочен и может оставаться таковым даже при воздействии высоких температур.
- Получистовые и чистовые. Используются только для так называемого чистовой обработки уже изготовленных деталей, при котором мала скорость подачи и снимается стружка не большой толщены. К данным инструментам можно отнести проходной резец.
По принципу установки относительно обрабатываемой поверхности:
- Радиальные. При обработке деталей токарный резец располагается под углом в девяносто градусов относительно оси заготовки, подвергшейся обработке. Широкое распространение получили на промышленных предприятиях, поскольку довольно просто крепятся в станках, и, к тому же всегда есть широкий выбор геометричских параметров режущей кромки.
- Тангенциальные. В процессе работы токарный резец располагается под таким углом, который ни в коем случае не должен равняться 90 градусам, относительно оси заготовки, подвергшейся обработке. Существенно сложнее крепится и применяется на станках, которые позволяют соблюдать хорошую чистоту обрабатывания деталей. К таким станкам относятся токарный полуавтомат и автомат.
По направлению подачи:
- Правые. У данного токарного резца его главная режущая кромка расположена слева и развернута к поверхности заготовки, которую им обрабатывают.
- Левые. У данного токарного резца его главная режущая кромка расположена справа и развернута к поверхности заготовки, которую им обрабатывают.
По размещению главной режущей кромки относительно стержня:
- Прямые. У данного резца ось проекции детали как в верхнем плане, так и в боковом виде имеет прямую линию.
- Отогнутые. У данного резца ось проекции детали в верхнем плане обладает изогнутой линией, в боковом же виде – только прямой.
- Изогнутые. У данного вида ось проекции детали в верхнем плане обладает прямой линией, в боковом же виде – только изогнутой.
- Оттянутые. Головка резца обладает меньшей шириной в отличии от стержня. Она может находиться как на оси , так и быть сдвинутой вправо или влево.
По виду обработки:
- Проходные. Необходимы для того, чтобы обрабатывать поверхности заготовки (подрезать торцы, обтачивать и подрезать детали, имеющих цилиндрическую или коническую форму), закрепленной на станке, имеющего поперечную или продольную подачу. Стоит отметить, что при выполнении работ данным резцом, не ставиться основной задачей сделать поверхность качественной и с точностью до миллиметра соблюсти все размеры.
- Подрезные. Необходимы для того, чтобы обрабатывать поверхности заготовки (обрабатывать торцы или обтачивать детали, имеющих ступенчатую форму), закрепленной на станке, имеющего поперечную подачу.
- Отрезные. Необходимы для того, чтобы обрабатывать поверхности заготовки (отрезать или протачивать кольцевые канавки), закрепленной на станке, имеющего поперечную подачу.
- Расточные. Необходимы для того, чтобы без лишних сложностей обрабатывать и расточать сквозные и глухие отверстия, а также выемки и углубления.
- Фасонные. Необходимы для того, чтобы снимать внутренние и наружные фаски различных деталей, кроме того, они прекрасно подойдут для обрабатывания фасонных поверхностей различных форм.
- Резьбовые. Необходимы для того, чтобы нарезать внутреннюю и наружную резьбу, при этом сечение может быть прямоугольное, квадратное, трапециевидное, а также круглое. К тому же они могут быть различных форм, например, круглые, прямые или изогнутые.
Как верно подобрать?
Подбирая токарный резец, необходимо руководствоваться следующими основными рекомендациями:
Решить, с каким металлом будет взаимодействовать, какие операции по обработке вы будете осуществлять, и какие нагрузки при этом он будет испытывать.
Следует определить, что вам больше всего необходимо, чтобы геометрические размеры готового изделия были точно соблюдены, и отсутствовала даже незначительная погрешность, или чтобы его поверхность была обработана высококачественно. В зависимости от того, что вы выберите, необходимо будет подобрать по классификации и геометрическим параметрам резец, который практически идеально подойдет для решения поставленной задачи.
Решить, важно ли соблюдать условия износостойкости резца, а также время, на протяжении которого ей следует сохраняться на прежнем уровне.
Источник:
Отрезной резец и другие виды токарных резцов – как их используют?

Резец является ключевым рабочим инструментом для любого современного оборудования, на котором осуществляются всевозможные металлообрабатывающие процедуры.
Самым функциональным и широко распространенным видом такого оборудования по праву считается токарный станок, который просто-напросто не сможет выполнять свои задачи, если его не оснастить необходимыми режущими приспособлениями, предназначенными для обработки фасонных, плоских и цилиндрических поверхностей.
Токарные резцы производятся из марок стали с существенно более высоким показателем твердости, чем твердость материалов, подготовленных для обработки.
На головке находятся три поверхности – две задние и одна передняя, режущие кромки (вспомогательная и основная), а также вершина. Основная кромка необходима для резки материала. Тело резца требуется для того, чтобы инструмент можно было надежно закрепить в специальном держателе. Кроме того, оно принимает прямое участие в операции раскроя металла.
К другим важным параметрам, коими характеризуются все резцы токарные (виды этих инструментов будут описаны ниже), относят:
- Передний угол: от него зависит эффективность и качество обработки материалов, а также легкость, с которой с приспособления сходит металлическая стружка.
- Задний главный угол: под ним понимают угол между плоскостью резки и поверхностью инструмента. Чем больше его величина, тем меньше о поверхность обрабатываемого изделия трется задняя грань режущего приспособления.
- Угол заострения: угол между основной задней и передней поверхностями. При его уменьшении резцу требуется меньше усилий для отделения стружки от материала, но при этом инструмент быстро затупляется, теряет свою прочность и выходит из строя.
С целью определения углов инструмента вводятся два понятия:
- плоскость резки: она проходит через режущую кромку и является касательной по отношению к поверхности обработки металла;
- основная плоскость: она совмещена с опорной поверхностью инструмента и идет параллельно направлению поперечной и продольной подач.
Резцы принято подразделять по:
- типу материала, из которого они сделаны: из твердых сплавов, из быстрорежущих сталей;
- направлению подачи: движущиеся к передней бабке токарной установки – правые, движущиеся в обратном направлении (слева направо) – левые;
- методу производства: составные (например, из углеродистой конструкционной стали изготавливают стержень приспособления, и из инструментальной стали – головку) и цельные (один материал);
- виду сечения стержня: круглые, прямоугольные, квадратные;
- конструкции головки: отогнутые, прямые, оттянутые;
- виду обработки: отрезные резцы, резьбонарезные, расточные, подрезные, фасонные, прорезные.
Для разных вариантов обработки металла следует выбирать конкретные резцы, предназначенные именно для таких работ, а также учитывать их оптимальные геометрические размеры. Основными критериями при таком подборе являются:
- снижение в процессе работы инструмента амплитуды автоколебаний;
- допустимые колебания настроечных параметров резцов (их размерная стойкость);
- обеспечение требуемой шероховатости материала, прошедшего обработку;
- величина стойкости резца (под таковой понимают время, в течение которого на передней либо задней поверхности инструмента формируется участок износа с допустимым показателем).
Точность же обработки и необходимая производительность резцов обусловлена следующими их характеристиками:
- геометрия режущего участка;
- конструкцией и геометрией крепежного гнезда для инструмента, шероховатостью;
- материалом, из которого выполнен резец;
- методом ломания стружки;
- виброустойчивостью и прочностными параметрами режущих кромок и стержня.
Проходные резцы оптимальны для обточки наружных протяженных конических и цилиндрических поверхностей. Такой инструмент может быть:
- Отогнутым: данный вид резца подходит для снятия фасок, подрезки торцов заготовок, его можно применять при поперечной и продольной подачах. Различают два типа данных резцов – чистовые и черновые. Первые обеспечивают чистую поверхность изделия, прошедшего обработку. Их используют тогда, когда стоит задача получить максимально гладкую заготовку.
- Прямым: изготавливается из твердосплавных напаянных пластин в соответствии с Государственным стандартом 1973 года 18878.
- Упорным: рекомендован для точения изделий с малой жесткостью. Резец проходной упорный обычно используется для подрезки буртиков и обточки ступенчатых поверхностей.
Для обработки торцов на проход и обточки плоскостей, которые расположены перпендикулярно вращательной оси, применяют подрезной резец, который функционирует с поперечной подачей.
А вот для обработки отверстий предназначается расточной инструмент, который без труда растачивает до необходимого диаметра внутренние отверстия детали.
Он позволяет на высоком качественном уровне получать не только сквозные, но и глухие отверстия (они по степени точности намного выше чем те, которые получаются когда используются различные виды сверл).
Обрабатываемые при помощи расточного инструмента отверстия должны быть по своим поперечным размерам больше, чем используемые резцы. А длина растачиваемого отверстия должна быть меньше по сравнению с вылетом резца.
Стружку крупного сечения такие резцы снимать не могут, так как они склонны к ощутимым вибрациям из-за своей недостаточной жесткости.
В целом данный инструмент используется не в таких благоприятных условиях, как применяемые для наружной обточки проходные резцы.
Отрезной инструмент дает возможность создавать в теле заготовки канавки, а также производить обрезание детали по требуемым размерам.
Подобные резцы изготавливают с головкой, которая по своей ширине меньше тела инструмента, также она характеризуется небольшой толщиной.
Задача же токарных резьбовых резцов, как понятно из их названия, нарезать на внутренних и наружных поверхностях заданной резьбы. Они могут отличаться один от одного своей конструкцией, благодаря чему получается дюймовая либо метрическая резьба.
Незаменимым является фасонный резец, который обеспечивает возможность работать с изделиями, имеющими сложную конфигурацию.
Их создают для конкретной заготовки, по этой причине они применяются исключительно в массовом и крупносерийном производстве.
Фасонный инструмент обладает повышенной производительностью и гарантирует уникальную точность геометрических величин изделия, а также идентичность его формы. Резцы фасонного типа могут быть по своей форме:
- призматическими;
- стержневыми;
- круглыми.
Источник:
Режущий инструмент
При работе на токарных станках применяют различные режущие инструменты: резцы, сверла, зенкеры, развертки, метчики, плашки, фасонный инструмент и др.
Токарные резцы являются наиболее распространенным инструментом, они применяются для обработки плоскостей, цилиндрических и фасонных поверхностей, нарезания резьбы и т. д. Элементы резца показаны на рисунке. Резец состоит из головки (рабочей части) и стержня, служащего для закрепления резца в резцедержателе.
Передней поверхностью резца называют поверхность, по которой сходит стружка. Задними (главной и вспомогательной) называют поверхности, обращенные к обрабатываемой детали. Главная режущая кромка выполняет основную работу резания. Она образуется пересечением передней и главной задней поверхностей резца.
Вспомогательная режущая кромка образуется пересечением передней и вспомогательной задней поверхностей. Вершиной резца является место пересечения главной и вспомогательной режущих кромок.
Для определения углов резца установлены понятия: плоскость резания и основная плоскость. Плоскостью резания называют плоскость, касательную к поверхности резания и проходящую через главную режущую кромку резца (смотри рисунок).
Основной плоскостью называют плоскость, параллельную направлению продольной и поперечной подач; она совпадает с нижней опорной поверхностью резца. Углы резца разделяют на главные и вспомогательные (смотри рисунок). Главные углы резца измеряют в главной секущей плоскости, т. е.
плоскости, перпендикулярной проекции главной режущей кромки на основную плоскость.
Главным задним углом α называется угол между главной задней поверхностью резца и плоскостью резания. Углом заострения β называется угол между передней и главной задней поверхностями резца. Главным передним углом γ называется угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания и проходящей через главную режущую кромку резца.
Сумма углов α+β+γ=90 градусов. Углом резания δ называется угол между передней поверхностью резца и плоскостью резания. Главным углом в плане φ называется угол между проекцией главной режущей кромки на основную плоскость и направлением подачи.
Вспомогательным углом в плане φ1 называется угол между проекцией вспомогательной режущей кромки на основную плоскость и направлением подачи. Углом при вершине в плане ε называется угол между проекциями главной и вспомогательной режущих кромок на основную плоскость.
Вспомогательным задним углом α1 называется угол между вспомогательной задней поверхностью и плоскостью, проходящей через вспомогательную режущую кромку перпендикулярно основной плоскости. Углом наклона главной режущей кромки λ называется угол между главной режущей кромкой и плоскостью, проходящей через вершину резца параллельно основной плоскости.
Резцы классифицируются: по направлению подачи — на правые и левые (правые резцы на токарном стане работают при подаче справа налево, т. е. перемещаются к передней бабке станка); по конструкции головки — на прямые, отогнутые и оттянутые (смотри рисунок); порошковая окраска бабушкинская
Резцы: а — прямые, б — отогнутые, в — оттянутые
по роду материала — из быстрорежущей стали, твердого сплава и т. д.
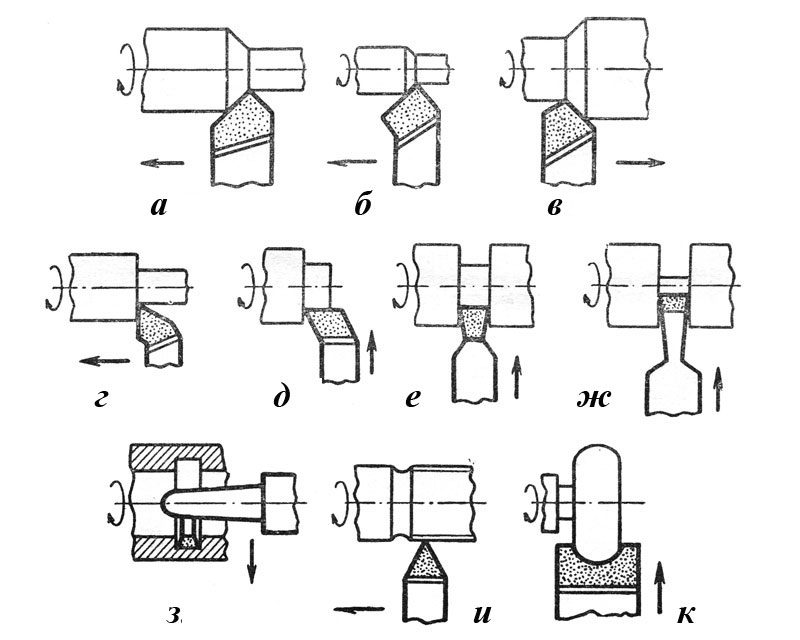
; по способу изготовления — на цельные и составные (при использовании дорогостоящих режущих материалов резцы изготовляют составными: головка — из инструментального материала, а стержень — из конструкционной углеродистой стали; наибольшее распространение получили составные резцы с пластинами из твердого сплава, которые припаиваются или крепятся механически); по сечению стержня — на прямоугольные, круглые и квадратные; по виду обработки — на проходные, подрезные, отрезные, прорезные, расточные, фасонные, резьбонарезные и др. (смотри рисунок).
а — наружное обтачивание проходным отогнутым резцом, б — наружное обтачивание прямым проходным резцом, в — обтачивание с подрезанием уступа под прямым углом, г — прорезание канавки, д — обтачивание радиусной галтели, е — растачивание отверстия, ж, з, и — нарезание резьбы наружной, внутренней и специальной
Источник:
Резец для токарного станка по металлу: классификация, виды, назначение
Работа на токарных станках с заготовками из металла является самой распространенной технологической операцией, имеющей свои нюансы. О них осведомлены преимущественно специалисты и лица, занимающиеся продажей токарного оборудования.
Тот, кто далек от этих сфер, но хочет освоить технику работы с металлообрабатывающим оборудованием, кроме самого принципа работы, должен знать, для чего предназначаются и какими бывают резцы для токарного станка по металлу.
Для чего нужны токарные станки?
Из всех имеющихся в оборудовании видов оснастки чаще всего используются резцы для токарного станка по металлу. Эти изделия применяются в тех случаях, когда необходимо нарезать резьбу или обработать цилиндрические, плоские и фасонные поверхности.
Что такое резец для токарного станка по металлу?
Данный инструмент представляет собой изделие, элементы которого осуществляют металлических заготовок на металлообрабатывающем оборудовании. Конструкция резца содержит:
- Державку. Данный элемент необходим для фиксации изделия. Поперечное сечение может быть квадратным и прямоугольным.
- Рабочую головку. Она осуществляет обработку металлической заготовки на станке. Изготавливается форма данного элемента резака из нескольких плоскостей. Работу выполняют режущие кромки, заточенные под определенным углом. Заточка резцов для токарного станка по металлу зависит от того, какими характеристиками обладает материал заготовки и какой производится тип обработки.
Категории резцов
Из всех имеющихся параметров, по которым классифицируют резаки, основным считается тип обработки заготовки. В зависимости от своего технологического назначения, сменные резцы для токарного станка по металлу бывают:
- Проходными. Используя данное изделие, токарь обрабатывает цилиндрические и конические наружные поверхности металлических заготовок. Обработка осуществляется вдоль оси вращения заготовки.
- Отрезными. Применяются для разрезания заготовок и их торцевания.
- Фасонными. Используя данный резец для токарного станка по металлу, можно обтачивать фасонные поверхности заготовок. Инструмент также используется для формировки фасонных выступов и канавок.
- Расточными. Изделие используется для растачивания как сквозного, так и глухого отверстия. Расточные резаки могут быть упорными и проходными.
- Прорезными или канавочными. Внутренние и наружные канавки в цилиндрических заготовках из металла протачиваются данными резаками. Также этот тип резцов используется в тех случаях, когда необходимо разрезать заготовку под прямым углом.
- Резьбовыми. Используются в тех случаях, когда нужно оснастить заготовку внутренней или наружной резьбой.
- Гальтельными. Применяя резаки данной категории, токарь может обрабатывать переходные поверхности заготовок.
- Фасочными. Используются данные резаки для снятия фасок.
Классификация по способу изготовления
В зависимости от того, каким образом изготавливаются резаки, они делятся на три группы:
- Цельные. Резец для токарного станка по металлу изготавливается из монолитного материала. Преимущественно это инструментальная сталь.
- Универсальные, или сборные. Резаки со съемными пластинами, которые монтируются на рабочих частях изделия. Для установки пластин применяются специальные винты, или прижимы. Универсальными данные резаки называются потому, что содержат режущие пластины, которые могут иметь различное назначение. В результате, оснастив при помощи винтов одну державку различными пластинами, можно обработать заготовку под любым углом. Преимущественно универсальными резаками выполняются такие специализированные операции, как контурное точение и расточка отверстий.
- Изделия с несъемными (приваренными) к рабочей части пластинами. Данные изделия являются самыми распространенными.
Конструкция
В зависимости от конструкции, резаки могут быть:
- Прямыми. В таких инструментах державки и рабочие головки расположены на одной оси или на двух параллельных.
- Изогнутыми. Резцы с изогнутой державкой.
- Отогнутыми. При взгляде сверху на такой резец заметно, что его рабочая головка отогнута от оси.
- Оттянутыми. У данных резцов ширина рабочих головок больше ширины державок. Оси этих двух элементов резака могут соответствовать друг другу. Также не исключается их смещение.
Размеры державок
Использование проходных прямых резцов осуществляется для обработки внешних поверхностей заготовок, имеющих цилиндрическую форму. Эти резцы оснащаются державками прямоугольной (0,25 х 0,16 см) и квадратной (0,25 х 0,25см) формы.
Рабочие части проходных резцов могут быть отогнуты в сторону. Применяются для работы с торцевыми частями заготовок из металла. Державки к данным резцам имеют различные размеры:
- 0,16 х 1 см. Державки данного размера применяются в работе учебных токарных станков.
- 0,2 х 0,12 см. Державки резцов данного размера являются нестандартными.
- 0,25 х 0,16 см. Данный размер державок считается самым распространенным для проходных отогнутых резцов.
- 0,4 х 0,25 см. В свободной продаже резцов, оснащенных державками такого размера, не имеется. Их можно приобрести по индивидуальному заказу у производителя.
Особенности проходных и отрезных резцов
Рабочие части проходных упорных резцов могут быть прямыми или отогнутыми. Вне зависимости от наличия данных конструктивных особенностей, резец называется просто – упорный проходной. Этот вид резца является наиболее востребованным, поскольку позволяет как обработать заготовки вдоль оси вращения, так и за один проход снять с поверхности большую массу излишка стали.
Резцы, которые относятся к проходному упорному виду, оснащаются державками следующих размеров: 0,16 х 0,1 см, 0,2 х 0,12 см, 0,25 х 0,16 см, 0,32 х 0,2см, 0,4 х 0,25 см. В процессе изготовления резцы бывают с правыми и левыми отгибами их рабочих частей.
Внешне проходной резец для токарного станка по металлу очень похож на отрезной. Отличаются они между собой формой режущих пластин: у подрезных резцов рабочие части треугольные. Державки у данного типа инструментов имеют размеры: 0,16 х 0,1 см, 0,25 х 0,16 см и 0,32 х 0,2 см.
Характерной для отрезных резцов особенностью является припаянная на тонкую ножку твердосплавная пластинка. Чтобы определить, к какому виду (правостороннему или левостороннему) относится резец, необходимо его режущую пластинку повернуть вниз.
В правосторонних резцах ножка инструмента расположена справа, в левосторонних – слева.
Направления резцов
В зависимости от того, в каком направлении начинает осуществляться движение инструмента, резцы делятся на два типа:
- Левый тип. Начало обработки начинается слева направо. Определить данный тип можно, положив левую руку на изделие. Большой отогнутый палец будет расположен со стороны режущей кромки резца.
- Правый тип. Подача выполняется справа налево. Для определения данного типа резца на него следует положить правую руку. Большой палец окажется на стороне режущей кромки инструмента.
Типы инструментов в зависимости от их назначения
В зависимости от того, какая работа выполняется на металлообрабатывающем токарном оборудовании, применяются резаки различных типов:
- Инструмент для чистовой обработки заготовок из металла.
- Обдирочный тип резака. Используется для работы в качестве чернового инструмента.
- Резаки для получистовой обработки.
- Изделия, при помощи которых на станках проводятся тонкие технологические операции.
Что следует учесть новичку при покупке?
Выбирая резаки для металлообрабатывающих токарных станков, новичкам рекомендуется обратить внимание на следующие параметры оборудования:
- Геометрию режущей части.
- Материал, из которого изготовлен резак. Желательно, чтобы это были марок ВК8, Т5К10, Т15К6 или Т30К4.
- Уровень прочности и устойчивости к вибрациям кромки и державки.
- Геометрию, конструкцию и шероховатость гнезда для съемных пластин, достаточные для обеспечения заданной шероховатости обрабатываемой заготовки.
Продукция чешского изготовителя
Широкой популярностью среди потребителей токарной продукции пользуются резцы, изготовленные чешской компанией Proma.
Желающие могут приобрести любой набор резцов для токарного станка по металлу данного бренда, которые представлены на рынке в большом разнообразии. В каждом из них имеется определенное количество обрабатывающих инструментов.
Судя по положительным отзывам, в среде токарей наибольший спрос имеют резцы для токарного станка по металлу 10х10 мм. Набор состоит из шести изделий:
- проходного – упорного (подрезного);
- проходного – отогнутого;
- проходного – отогнутого левого;
- отрезного;
- резьбового;
- упорного расточного.
Наборы резцов с другими параметрами
Резцы для токарного станка по металлу 8х8 мм чешской компании Proma представлены одиннадцатью инструментами. При помощи пайки они оснащаются твердосплавными пластинами. Размеры резцов в данном наборе составляют 80 мм и 125 мм.
Те, кому для работы необходим инструмент, сечение хвостовой части которого составляет 0,12 см, могут использовать резцы для токарного станка по металлу 12х12 мм. Выполнение широкого спектра работ возможно за счет следующих резцов:
- проходного отогнутого;
- упорного;
- резьбового;
- расточного;
- отрезного;
- прорезного и других типов резцов.
На современном рынке инструментов вниманию потребителя предоставлен широкий ассортимент различных изделий для металлообрабатывающего оборудования.
Новичку, решившему приобрести набор резцов для токарного станка по металлу, специалисты рекомендуют детально ознакомиться с классификацией этих инструментов, внимательно изучить их конструктивные особенности и характеристики, чтобы в дальнейшем не пришлось сожалеть о сделанной покупке.
Источник:
Классификация всевозможных видов токарных резцов по металлу для станков Ссылка на основную публикацию 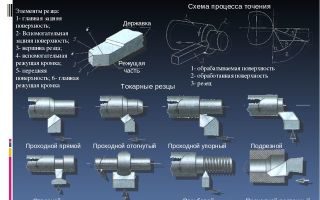
![]()