Точность и качество обработки на токарном станке во многом зависит от установленного патрона. Патрон для токарного станка по дереву обеспечивает закрепление заготовки штучного или пруткового типа и передает основное движение резания.
- Характеристики патрона для токарного станка
- Классификация
- Рычажный вид
- Самоцентрирующийся вид
- Цанговый вид
- Мембранный вид
- Как выбрать деталь
- Токарный патрон своими руками | Строительный портал
- Особенности токарного патрона
- Принцип работы токарного патрона
- Токарный патрон своими руками
- Патрон токарного станка своими руками
- Общие понятия
- Предназначение
- Разновидность
- Двух кулачковые
- Трёх кулачковые
- Четырёх кулачковые
- Цанговые
- Клиновые
- Рычажные
- Мембранный вид
- Сверлильные
- Термопатрон
- Гидропатрон
- Конструкция
- Ключ
- Пружина
- Втулка
- Стопор
- Шестерня
- Фланец
- Диск спиральный
- Кулачок обратный
- Кулачок прямой
- Корпус
- Кулачки накладные
- Сборка по чертежам
- Установка
- Установка оправки
- Установка самого патрона на шпиндель
- Закрепление
- Закрепление заготовки
- Освобождение патрона
- Кулачковые патроны для токарных станков
- Кулачковый патрон для обработки эксцентричных поверхностей
- Токарные 3-х кулачковые патроны
- Мини-токарные станки: устройство и принцип работы :
- Область применения мини-токарных станков
- Устройство настольных станков
- Принцип работы настольных станков
- Основные характеристики
- Критерии выбора мини-токарного станка
- Токарный мини-станок «Корвет»
- Особенности выбора оборудования, бывшего в употреблении
- Настольные комбинированные станки
- Мини-токарный станок по дереву
- Токарные станки своими руками
- Преимущества малогабаритных станков
Характеристики патрона для токарного станка

Обработка с высокими скоростями резания требует от патрона высокой точности центрирования и надежности крепления заготовки.
Патроны отличаются по конструкции в зависимости от функционального и технологического назначения.
Классифицируют токарные патроны по нескольким признакам:
- Способ крепления к станку: на фланец шпинделя, с использованием переходного фланца, прямо на шпиндель станка.
- Установка кулачков: с независимым перемещением, с установкой непосредственно на фланце шпинделя.
- Принцип закрепления заготовки: ручной, механизированный (с гидравлическим или пневмоприводом).
Принцып ручного закрепления заготовки
Использование механизированного привода снижает затраты вспомогательного времени на установку и закрепление заготовки. Привод обеспечивает точное положение заготовки и центрирование при установке, такой механизм способствует повышению точности обработки.
Токарные патроны имеют разное количество кулачков. Они могут быть 2, 3 и 4 кулачковыми. Кулачки находятся в непосредственном контакте с заготовкой при работе, удерживают ее в одном положении. Бывают прямые и обратные.
Дерево (заготовка) фиксируется за наружную поверхность или отверстие для деталей в виде тел вращения, за наружные грани крепятся призматические детали.
Патрон является сложным технологическим изделием, сборной конструкции. При изготовлении сборочных единиц используются различные материалы. Корпус выполняется из серого чугуна марки СЧ 30. Материалом для деталей служит инструментальная сталь с высоким пределом прочности и термической обработкой. Шероховатость на рабочих поверхностях не выше 1,6.
Классификация
В зависимости от конструктивного исполнения токарные патроны бывают:
- рычажные;
- самоцентрирующиеся;
- клиновые;
- цанговые;
- мембранные.
Рычажный вид
Едва ли не самая популярная конструкция. Действие механизма основывается на перемещении кулачков и зажимов за счет подвижности двухплечего рычага. Наличие гидропривода позволяет оптимизировать конструкцию.
К основной характеристике устройства относится количество зажимов для закрепления кулачка и способность к смещению по рабочему диску. Настроить такой патрон достаточно сложно, особенно при нестандартной обработке.
Переналадка происходит по двум схемам:
- Независимая регулировка кулачков – операция трудоемкая и выполняется не для каждой конструктивного типа патрона.
- Синхронное перемещение кулачков ключом.
Для проведения наладки специальный ключ устанавливается в паз для настройки гидропривода.
При работе с устройством подобного типа отмечается небольшой люфт детали при вращении. По этой причине рычажные конструкции чаще используются при черновой обработке.
Самоцентрирующийся вид
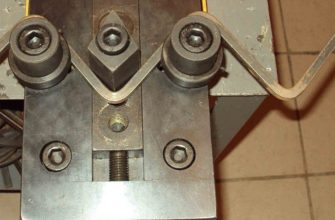
Заготовка центруется в патроне за счет одновременного перемещения кулачков, что характерно трехкулачковому самоцентрирующемуся патрону. Синхронное перемещение всех кулачков обеспечивается за счет вращения диска, на торце которого сделаны пазы по спирали Архимеда.
С противоположной стороны диска нарезано коническое зубчатое колесо. Оно входит в зацепление с тремя малыми кончиками. При повороте ключа приводится во вращение малое зубчатое коническое колесо, находящееся в зацеплении с диском.
Диск начинает вращение и перемещает кулачки, вставленные в пазы спирали. Изменением направления вращения производится сведение или разведение кулачков от центра. Сведение или разведение кулачков сопровождается зажимом или отжимом заготовки.
В патронах с механизированным приводом усилие зажима обеспечивает гидроцилиндр или пневмоцилиндр, установленный с задней стороны шпинделя. Шток цилиндра соединяется посредством тяги с механизмом перемещения кулачков в патроне. Тяга проходит через центральное отверстие в шпинделе. Перемещение поршня в одну или другую сторону означает, что заготовка зажимается либо освобождается.
Клиновая конструкция появилась после усовершенствования рычажного патрона.
Точность перемещения каждого кулачка удалось обеспечить после установки отдельных механических или пневматических приводов, что позволило использовать устройство на точных операциях.
Клиновой патрон наделен неоспоримым преимуществом перед прочими исполнениями. У него есть функция смещения оси заготовки от центральной оси станка. Присутствие эксцентриситета расширяет возможности станка по обработке деталей сложной конфигурации.
Характерные особенности при работе с клиновыми патронами:
- Трудности при настройке на операцию.
- Высокая точность установки при низком проценте погрешности.
- Равномерно распределенная нагрузка от усилия зажима каждым кулачком повышает надежность закрепления заготовки.
Токарный станок с устройством ЧПУ нуждается в быстрой переналадке. В таких станках устанавливают зажимные модули с возможностью подключения к системе управления.
Материал, из которого изготавливают клиновые патроны, должен соответствовать высоким стандартам качества. Нельзя допускать изменения рабочих характеристик патрона в процессе обработки с высокой скоростью.
Цанговый вид
Закрепить быстро и надежно цилиндрическую деталь на токарном станке поможет цанговый патрон. Во время первой установки могут возникнуть трудности, специалисту следует изучить инструкцию, а также технический паспорт изделия.
Цанга, являющаяся основным элементом конструкции, представляет собой втулку с продольными осевыми прорезями. За счет прорезей формируются упругие зажимные лепестки. Они служат кулачками при зажиме заготовки. Их количество варьируется от 3 до 6 в соответствии с диаметром втулки. Цанга помещается в корпус с зажимной гайкой.
Установленную во втулку заготовку равномерно обжимают лепестки за счет давления гайки на конус, который создает сжимающее усилие. Заготовка получает жесткую фиксацию, а радиальное биение почти отсутствует.
Патрон цангового типа рассчитан на длительный период эксплуатации, а количество закреплений-снятий не регламентируется. Мастеру необходимо выработать принцип работы на станке, с помощью которого коэффициент полезного действия будет оптимальным. Современные агрегаты легко поддаются настройке, многие мастерские предлагают услуги по установке такого оборудования.
Мембранный вид
Токарные патроны мембранного типа характеризуются высокой точностью центрирования и закрепления заготовки.
Мембрана из упругого материала располагается на фланце механизма. На нее устанавливаются зажимные кулачки со сменными губками. Количество кулачков варьируется быть от 3 до 8.
При закреплении заготовки включается пневмопривод.
Под давлением мембрана прогибается, губки расходятся на 0,1–0,2 мм. Заготовка заводится в патрон до упора и привод отключается. Под действием упругих сил мембрана стремится вернуться в первоначальное положение. Губки обжимают заготовку.
Подобный процесс занимает небольшое количество времени, но от мастера требуется щепетильность, внимательность и осторожность. Не стоит легкомысленно относиться к производственному процессу. Детали агрегата легко выходят из строя под давлением.
Мембрана, выполненная из пружинной стали, прочно удерживает заготовку при обработке. С увеличением количества кулачков повышается точность центрирования.
Применяют мембранные патроны на чистовых операциях с малыми силами резания. Специфика работы известна далеко не каждому мастеру, необходимо изучить нормативную базу, а также рекомендации профессионалов.
Как выбрать деталь
Оптимальную модель патрона для станка выбирают, руководствуясь комплексной методикой. В первую очередь учитывают технические данные станка и выполняемые операции. Исходя из этого, анализируют следующие параметры.
Конструктивное исполнение – имеет значение способ закрепления заготовки, расположение и число кулачков.
Параметры обрабатываемых деталей – необходимо знать максимальный и минимальный диаметр по валу и отверстию будущей заготовки, вес, длину, конфигурацию. Эти факторы влияют на метод крепления – прямыми или обратными кулачками.
Размер отверстия полого шпинделя под установку заготовки из прутка. А также диапазон частот вращения.
Условия эксплуатации токарного патрона требуют размещения в закрытом помещении, где исключено негативное воздействие природных факторов и агрессивных сред, способных вызвать коррозию.
Токарный патрон является неотъемлемой частью токарного станка и без него механическая обработка невозможна.
Источник:
Токарный патрон своими руками | Строительный портал
Качество и производительность работы любого оборудования зависит напрямую от состояния его оснастки. Особенно важно точно, быстро и надежно закреплять заготовки на аппаратах с ЧПУ и станках, что работают в составе ГПС. Для сокращения времени на расположение заготовки на станке, а также увеличения надежности и точности ее крепления широко применяются патроны для токарных станков.
Особенности токарного патрона
Токарный патрон – это неотъемлемая часть комплекса оборудования при проведении токарных работ.
Эта конструкционная деталь предназначается для закрепления штучных заготовок и пруткового материала на токарно-винторезных, шлифовальных, револьверных и токарных станках, а также металлообрабатывающем оборудовании.
С помощью токарного патрона вы можете фиксировать заготовки самых разнообразных размеров. Заготовки крепятся за внутреннюю плоскость его отверстия, наружную поверхность или наружную поверхность для вала.
Токарные патроны с механизированными приводами позволяют уменьшать вспомогательное время, необходимое на установку заготовки на оборудование и снятие её после проведения обработки, чем увеличивают производительность труда.
С другой стороны эти изделия повышают точность обработки, так как обеспечивают координацию заготовок относительно рабочих органов токарного станка и их надежное крепление, которое исключает деформацию или смещение при обработке.
Одними из известнейших мировых производителей токарных патронов по дереву в Европе выступают Rohm (Германия), Bison-bial (Польша), а также некоторые отечественные заводы технической оснастки, инструментов и станочных узлов. Эта продукция достаточно дорогостояща, но сегодня просто невозможно представить производство без использования токарных патронов.
Принцип работы токарного патрона
Использование токарного патрона должно совершаться в закрытом помещении и при отсутствии агрессивных веществ, провоцирующих коррозию.
Стяжные болты перед началом работы затягивают до максимума гаечным ключом, затем токарный патрон закрепляют на станке, все болты затягивают с гайками и запускают токарный станок.
Нужно учитывать, что устанавливаются для начала малые обороты для проверки значений торцевого и радиального биений токарного патрона на холостом ходу.
Для крепления изделий на токарных станках широко используются двух- и трехкулачковые патроны, реже — четырехкулачковые. Для крепления и удержания деталей токарный патрон в себе содержит кулачки, количество которых изменяется от 2 до 6.
При этом токарные патроны бывают с независимым передвижением кулачков и с непосредственным закреплением кулачков на фланцевый конец шпинделя.
Зависимо от способа крепления токарного патрона к станку, выделяют следующие виды крепления: на фланцевый конец шпинделя, через переходной фланец, непосредственно на сам шпиндель токарного станка.
Центрирование заготовки в патронах достижимо благодаря одновременному перемещению зажимающих кулачков в радиальном направлении.
Кулачки токарного патрона передвигаются одновременно при помощи диска, у которого имеются на одной стороне пазы в виде архимедовой спирали коническое зубчатое колесо, которое сопряжено с тремя прочими, на другой.
Ключом в движение приводится одно колесо, при этом тоже поворачивается диск и перемещает равномерно все кулачки. От направления вращения диска будет зависеть то, приблизятся ли к центру патрона кулачки (зажимается заготовка) или удалятся от него (освобождается заготовка).
Сила зажима в механизированных патронах создается гидравлическим или пневматическим цилиндром, который размещается на заднем конце шпинделя. Через центральное отверстие шпинделя цилиндр соединяется тягой с механизмом патрона, который осуществляет передвижение кулачков, что зажимают установленную заготовку в патрон.
Сжатый воздух или жидкость во вращающийся цилиндр во время обработки попадает при помощи специального устройства под названием муфта. Как правило, передвижение кулачков от механизированного привода доходит до 5—10 миллиметров, поэтому конструкция токарного патрона в любом случае позволяет быстро переналадить изделие при переходе от обработки между партиями заготовок.
Для повышения точности крепления заготовки при выполнении чистовой обработки принято использовать накладные незакалённые кулачки, что растачиваются на станке под определенные габариты установочных баз заготовки.
Основными кулачками с этой целью зажимают короткую оправку для выбора зазоров во всех сопряжениях, а после этого рабочие поверхности накладного кулачка растачивают на самый большой диаметр базовой поверхности детали.
Конструкция незакаленных кулачков и их крепления при помощи сопряжения вида ласточкин хвост позволяет накладные кулачки устанавливать с точностью до 0,02 миллиметра и избежать следующего их растачивания.
Для быстрой переналадки между типоразмерами заготовки требуются универсальные незакаленные кулачки, это достигается путем поворота в определенное положение круглых или шестигранных головок накладных кулачков, которые закреплены на основных кулачках и расточены на нужный диаметр.
Заготовки большого диаметра закрепляются в таком патроне с обратным размещением ступеней кулачков.
При возникновении необходимости обработки двух похожих поверхностей принято использовать незакаленные кулачки, погрешность крепления заготовок в которых может уменьшаться до 0,03—0,05 миллиметров. Заготовки типа валов, что имеют большую длину, можно устанавливать в токарный патрон, который имеет поджим заднего центра.
Токарный патрон своими руками
Вы познакомились с устройством и основными видами токарных патронов, а сейчас вашему вниманию представляется вариант самодельного токарного патрона для станка по дереву.
Основной рабочей деталью патрона является эластичная втулка, что имеет диаметр 6 миллиметров.
Необходимо использовать втулки двух типов — полиуретановые и резиновые, в качестве которых вы можете взять обрезки уплотняющих жгутов.
Накидную гайку нужно сделать из латуни или бронзы. Можно использовать для этой цели и сталь, но у бронзовых гаек меньше трение. Пятачок можете выполнить из любого материала, даже можно взять дюраль.
Корпус выточите из стали. В его хвостовике должно присутствовать внутреннее отверстие или резьба — это зависит от устройства хвостовика вала того аппарата, на которое предстоит установить патрон.
Резиновая втулка и корпус — в патроне самые ответственные детали. От того, насколько точно они изготовлены, зависит, будет ли сверло, зажатое в патрон, «бить».
Для снижения вероятности «биения» сверла обе детали изготовьте в определенной последовательности. Выточите корпус патрона на станке за одну установку.
Подобный прием позволит обеспечить с определенной точностью соосность центрального отверстия и хвостовика под втулку.
Корпус патрона после механической обработки останется в шпинделе токарного станка. Внутрь патрона вставьте заготовку эластичной втулки и слегка подожмите ее через пятачок накидной гайкой. В заднюю бабку станка вставьте сверло диаметром 1 миллиметр и рассверлите зажатую втулку. Таким методом целесообразно сделать в запас несколько втулок.
Если вы не имеете возможности застопорить при зажатии сверла вал сверлильного устройства, нужно сделать на корпусе самодельного патрона для токарного станка лыски под гаечный ключ, чтобы можно было накидную гайку туго затянуть. В токарный патрон вы можете зажимать сверла, что имеют диаметр от 0,8 до 1,2 миллиметров. Для сверл другого диаметра отверстия в гайке и втулке необходимо сделать другими.
Главное отличие данного патрона кроется в том, что эластичная втулка будет зажимать весь хвостовик сверла, а чтобы установить стандартное сверло в патрон Вербового рекомендуется его хвостовик обрезать.
Отверстие под эластичную втулку выполните не в гайке, а в корпусе патрона, оно должно быть максимально приближенным к зажимающему устройству шпинделя станка.
Это значительно увеличивает при монтаже точность центрирования сверла.
Теперь вы знаете, для чего нужны токарные патроны, и какую функцию они выполняют при работе на токарном станке. К тому же совсем не сложно изготовить токарный патрон своими руками. Для этого нужно, прежде всего, определиться со средой использования изделия и строго следовать нашим инструкциям.
Источник:
Патрон токарного станка своими руками

Токарные станки даже в наше время играют огромную роль в производстве тех или иных деталей. Все комплектующие и вся оснастка на любых станках меняется со временем, так как поддаётся изнашиванию.
Все эти элементы оборудования должны быть качественными и прочными, так как качество готовой продукции целиком и полностью зависит от качества установленных деталей. Так и патрон токарного станка. Именно без этого элемента станок становится бесполезным. Ниже мы разберём всё, что касается этого элемента токарного станка. Начнём с того, что узнаем, что это за деталь.
Общие понятия
Патрон является одной из главных элементов токарного оборудования. Именно за счёт него производится крепление (установка) будущей заготовки. Крепится он на переднюю бабку с коробкой скоростей. Механизм патрона заключается в кулачковом устройстве.
Именно кулачки, под воздействием механической силы осуществляют плотную фиксацию различных заготовок, имеющих различные диаметры и размеры.
За счёт своей массивности и плотного крепления на станке, патрон осуществляет аккуратное движение заготовки и не допускает смещения заготовки во время работы, а также не допускает деформации.
Также патрон вращает заготовку, что делает её обработку лёгкой.
Предназначение
Именно такая часть станка имеет самую важную миссию в любой обработке заготовки. За счёт кулачкового механизма, который расположен внутри самого патрона, заготовка зажимается и центрируется.
Происходит это за счёт одновременного сужения кулачков вокруг плоскости заготовочной детали. После зажатия заготовки производится зажатие заготовки пинолем, расположенным на задней бабке.
Когда эти действия сделаны, запускается станок и осуществляется вращение детали, которую можно обрабатывать.
Совет: Необходимо знать, что перед запуском оборудования, после замены токарного патрона, следует устанавливать малые обороты вращения. Делается это для того, чтобы проверить значения торцевых и радиальных биений кулачкового патрона, работающего на холостом ходу.
Разновидность
В наше время различают токарные патроны по наличию крепёжных элементов (кулачков). Этих видов всего три:
Двух кулачковые
Такие патроны способны закреплять в себе сложные, несимметричные и фасонные детали. В таких патронах есть возможность закреплять не подверженные обработке поверхности. Применяются они при маленьком производстве, а также в серийном.
Трёх кулачковые
Такой вид оснащения является самым распространённым и применяется во всех работах. Позволяет обработать круглые и шестигранные детали. В таком виде патрона используют три разных кулачка. В не зависимости от этого производится центрирование заготовки вместе с зажиманием всех трёх кулачков.
Четырёх кулачковые
Такой вид применяется для обработки заготовок прямоугольной формы. Здесь, на каждый кулачок, размещён отдельный механический узел, который делает независимыми все кулачки.
Виды кулачковых патронов
Но разновидности патронов не заканчиваются тремя видами. Их также разделяют по механизму фиксации заготовки:
Цанговые
Состоят из втулки с прорезями, в которой расположены лепестки (различные модификации включают от 3 до 6 лепестков). Эти лепестки выполняют роль кулачков.
Клиновые
Такая разновидность оснастки используется в основном на станках с числовым программным управлением. Крепление заготовки производится с помощью 3-х кулачков, которые располагаются на пологом шпинделе.
Рычажные
В данных патронах расположены ползуны, с помощью которых передвигаются кулачки путём усилия рычагом. Такой вид используется при мало серийном производстве, а также для обработки единичной заготовки.
Мембранный вид
В данном случае используется пневмопривод, с помощью которого производится сжатие мембраны. Такой вид используется только при тонкой обработке, для снятия тоненького слоя стружки.
Сверлильные
Такие патроны схожи по принципу с патронами для ручных дрелей. При закручивании гайки, специальным ключом, кулачки плавно выдавливаются. За счёт такого действия происходит зажатие детали, либо инструмента.
Термопатрон
Этот вид приспособления очень неудобен в своей эксплуатации. Связано это с тем, что при креплении заготовки, производится термическое нагревание самого патрона, такие же действия производятся при снятии инструмента.
Гидропатрон
Аналогичный принцип действия, как в термопатроне. Зажатие детали производится за счёт жидкости, которая под давлением сдавливает кулачки. За счёт жидкостного содержимого в патроне, производится дополнительное гашение вибраций, которые возникают при работе.
Совет: Перед выбором токарного патрона по дереву или по металлу, необходимо определиться с разновидностью обработки, материалом и формовкой деталей. Также следует помнить, что обзавестись дополнительными приспособлениями к патрону не будет лишним.
Конструкция
Конструкция кулачкового токарного патрона
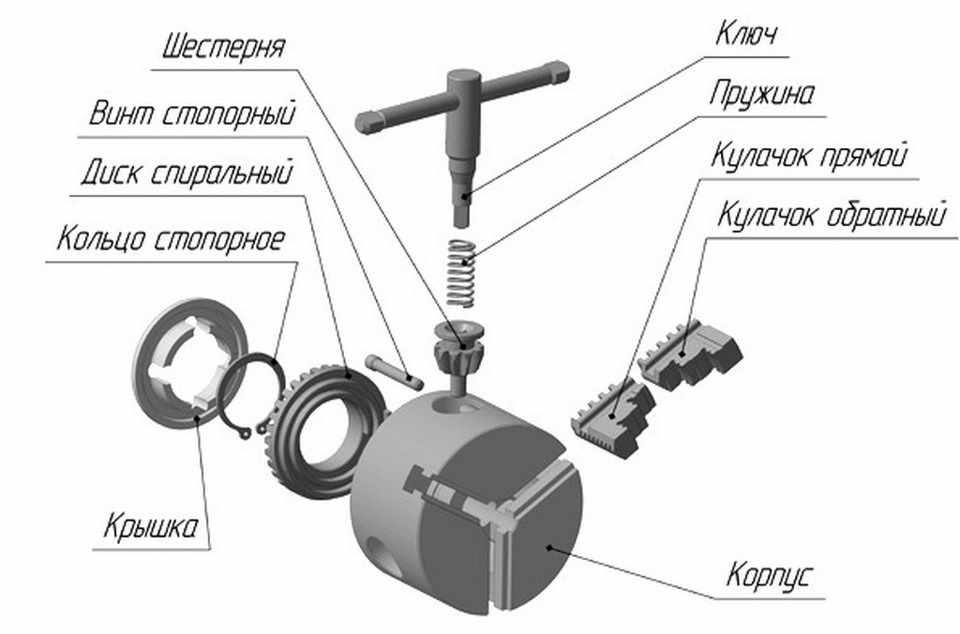
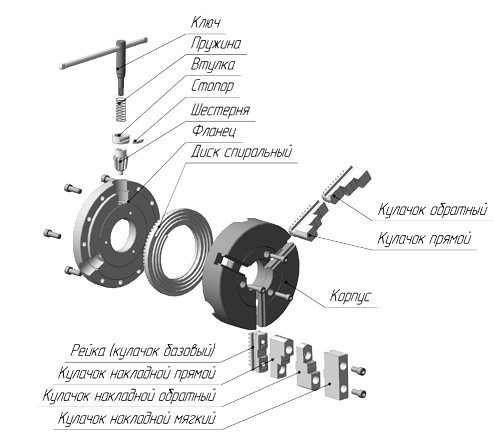
Рассмотрим элементы конструкции, из которых состоит сам токарный патрон:
Ключ
Применяется для осуществления действий по зажиманию детали.
Пружина
Позволяет за счёт ключа совершить те или иные действия по зажиманию детали и наоборот.
Втулка
Производит свободный проход ключа.
Стопор
Предотвращает откручивание детали во время работы станка.
Шестерня
Передаёт вращательное движение на спиральный диск.
Фланец
Деталь, на которой закрепляется вся конструкция.
Диск спиральный
За счёт вращательного движения шестерни, этот диск приводит в действие кулачки.
Кулачок обратный
Применяется для зажима заготовки с внутренней стороны.
Кулачок прямой
Применяется для зажима заготовки с наружной стороны.
Корпус
Элемент детали, на которой располагается кулачковый механизм.
Кулачки накладные
Для зажима длинных и коротких деталей имеющих большие диаметры.
Каждая из деталей всего механизма выполняет определённую функцию и не является лишней.
Сборка по чертежам
Чертёж трёхкулачкового патрона
Сборка кулачкового патрона для токарного оборудования производится по схемам, которые можно скачать с просторов интернета и распечатать на принтере. Как правило, заводские патроны стоят больших денег и поэтому многие научились делать такие детали самодельными.
Конструкцию они имеют простую, но довольно понятную. Перед началом сборки этого приспособления необходимо полностью понять весь механизм патрона и работы кулачкового механизма. Если нет возможности сделать такие элементы своими руками, то их можно заказать у любого токаря. Это будет стоить недорого.
Сборка начинается с фланца, на котором располагаются все необходимые отверстия для креплений. Следом за ним постепенно устанавливаются все детали механизма, которые завершаются накрыванием корпусом и креплением болтами всего патрона
Установка
Установка кулачкового патрона
Установка производится следующим образом и в строгой последовательности:
Установка оправки
Первым делом устанавливается эта деталь, чтобы обеспечить полноценное одевание патрона.
Установка самого патрона на шпиндель
При помощи оправы, надевается на шпиндель и крепится болтами.
Закрепление
Крепится патрон на шпиндель болтами. В данном случае хорошим помощником будет простой рожковый ключ.
Закрепление заготовки
После установки патрона, в него закрепляется деталь, заготовка или инструмент.
Освобождение патрона
После всех работ производится снятие оправки.
Совет: После замены кулачкового патрона, необходимо проверить работу станка. Торцевое биение и конуса посадочного места не должно быть выше значения в три микрона.
Важно знать! Данное приспособление должно быть подвержено частой разборке с целью смазки и чистки кулачкового механизма! Если патрон находится в съёмном состоянии, то его необходимо подготовить к хранению.
Для этого кулачки сводят к центру, это обеспечивает сохранность центрирования, а отверстие в центре должно быть заткнуто чистой тряпкой или другим материалом. Это предотвратит попадание пыли на стенки отверстия.
Источник:
Кулачковые патроны для токарных станков
На токарных станках применяют двух-, трех- и четырехкулачковые патроны с ручным и механизированным приводом зажима. В двухкулачковых самоцентрирующих патронах закрепляют различные фасонные отливки и поковки; кулачки таких патронов, как правило, предназначены для закрепления только одной детали.
В трехкулачковых самоцентрирующих патронах закрепляют заготовки круглой и шестигранной формы или круглые прутки большого диаметра.
В четырехкулачковых самоцентрирующих патронах закрепляют прутки квадратного сечения, а в патронах с индивидуальной регулировкой кулачков — детали прямоугольной или несимметричной формы.
Наиболее широко применяют трехкулачковый самоцентрирующий патрон (рисунок ниже). Кулачки 1, 2 и 3 патрона перемещаются одновременно с помощью диска 4.
На одной стороне этого диска выполнены пазы (имеющие форму архимедовой спирали), в которых расположены нижние выступы кулачков, а на другой — нарезано коническое зубчатое колесо, сопряженное с тремя коническими зубчатыми колесами 5.
При повороте ключом одного из колес 5 диск 4 (благодаря зубчатому зацеплению) также поворачивается и посредством спирали перемещает одновременно и равномерно все три кулачка по пазам корпуса 6 патрона. В зависимости от направления вращения диска кулачки приближаются к центру патрона или удаляются от него, зажимая или освобождая деталь.
Кулачки обычно изготовляют трехступенчатыми и для повышения износостойкости закаливают. Различают кулачки крепления заготовок по внутренней и наружной поверхностям; при креплении по внутренней поверхности заготовка должна иметь отверстие, в котором могут разместиться кулачки.
Кулачковые патроны могут оснащаться механизированным приводом — тяговым или встроенным. Патроны с тяговым приводом имеют зажимные элементы, связанные цельными или пустотелыми тягами с пневмо- или гидроцилиндром.
На рисунке ниже представлена конструкция двухкулачкового рычажного патрона со сменными кулачками 14, которые предварительно устанавливаются по заготовке (относительно оси вращения) путем смещения сухарей 12 (скрепленных с кулачками 14 винтами 13) по пазам в ползунах 11.
Ползуны 11 перемещаются к центру патрона рычагами 10, которые при движении упора 15 (вместе с тягой 3) поворачиваются вокруг оси 9 в корпусе 8. При повороте рычаги 10 опираются на поверхности 7.
Перемещение ползунов 11 (вместе с кулачками 14) от центра патрона производится конической поверхностью упора 15 при обратном движении тяги 3, связанной с упором посредством направляющей втулки 6 и соединительных деталей 2, 4 и 5. Патрон крепится к станку винтами 1.
Патрон с встроенным приводом (рисунок ниже) имеет встроенный пневмоцилиндр 6 с поршнем 5 и крепится к станку фланцем 1. Резиновое кольцо 11 смягчает удары поршня о фланец 4. Уплотнительные кольца 10 и 12 обеспечивают герметичность пневмопривода. Ползуны 7 (с зажимными кулачками 8) имеют выступы 9, которые входят в пазы поршня 5.
Угол наклона пазов 40,5 градуса, что обеспечивает условия самоторможения. При подаче воздуха по каналам 2 и 3 в левую или правую полость цилиндра ползуны 7 перемещаются от центра патрона или к его центру и через кулачки 8 разжимают или зажимают заготовку.Выдача займов под залог недвижимости в Москве.
Четырехкулачковый патрон с независимым перемещением кулачков (рисунок ниже) состоит из корпуса 1, в котором выполнены четыре паза, в каждом пазу смонтирован кулачок 4 с винтом 3, используемым для независимого перемещения кулачков по пазам в радиальном направлении. От осевого смещения винт 3 удерживается сухарем 2. При повороте кулачков на 180 градусов патрон может применяться для крепления заготовок по внутренней поверхности. На передней поверхности патрона нанесены концентричные круговые риски (расстояние между рисками 10-15 мм), с помощью которых кулачки выставляются на одинаковом расстоянии от центра патрона.
Кулачковый патрон для обработки эксцентричных поверхностей
Трехкулачковый патрон с регулируемыми кулачками Обработку эксцентричных поверхностей на токарных станках производят с помощью различных приспособлений. Однако в большинстве своем они не отвечают требованиям современного производства. Одни из них сложны и громоздки, другие требуют трудоемкой настройки. На Ленинградском заводе станков-автоматов новатором С. В.
Литвиновым разработан и внедрен патрон, отличающийся простотой в изготовлении и настройке, а также обладающий высокой жесткостью и универсальностью. Основной деталью патрона (рис. 1) является оправка 9, имеющая три части: конусный хвостовик с конусом Морзе № 5, цилиндрический поясок диаметром D1=70 мм и фланец.
На цилиндрический поясок надета планшайба 4, соединенная с ним шпонкой 8 и прикрепленная к фланцу тремя винтами 12. На торце планшайбы выполнена кольцевая «выборка» с осью //, смещенной от оси /, общей для хвостовика и цилиндрической поверхности оправки, на величину 5 мм.
В эту выборку установлены скрепленные между собой винтами 2 и 13 кольцо 5, переходник 3 и стандартный трехкулачковый патрон / диаметром 130 мм. Причем патрон посажен на поясок переходника диаметром D3, ось /// которого смещена на 5 мм от оси //.
Таким образом, ось патрона, в котором устанавливается деталь в приведенном на чертеже положении, эксцентрична по отношению к оси вращения шпинделя на максимальную величину— 10 мм. В выборке весь блок можно повернуть на любое угловое положение и закрепить с помощью трех Т-образных болтов 6 и гаек 7.
Болты своими головками заведены в Т-образный круговой паз кольца 5 и пропущены в отверстие планшайбы.
На переднем торце планшайбы нанесены деления 11. Каждое деление соответствует такому угловому положению блока, при котором ось /// смещается в сторону оси / на 1/10 от максимального эксцентриситета 10 мм, т. е. на 1 мм. Для установки блока в требуемое положение на переходнике 3 имеется угловая риска (канавка) 10.
Чтобы настроить патрон / на требуемый эксцентриситет обработки, необходимо ослабить гайки 7, повернуть блок, расположив риску 10 против нужного деления на планшайбе, и зажать гайки 7.
Точность установки величины эксцентриситета зависит от точности изготовления деталей приспособления и практически не будет превышать суммы погрешностей эксцентриситетов поверхностей D2 и D3.
Так, при погрешности последних ±0,05 мм, что технологически легко достижимо, точность настройки не будет превышать ±0,1 мм. Данное приспособление позволяет настраивать эксцентриситет с более высокой точностью.
Чтобы ее добиться, необходимо воспользоваться индикатором и произвести поднастройку непосредственно на станке. Габаритные размеры патрона: диаметр — 260 мм, длина — 170 мм. Масса — 15 кг.
Годовой экономический эффект от внедрения одного патрона составил 1,2 тыс. руб.
Токарные 3-х кулачковые патроны
Токарные 3-х кулачковые патроны используются в составе передней шпиндельной бабки токарного станка для зажима обрабатываемой детали. В отдельных случаях эту оснастку используют в составе поворотных столов и делительных головок.
Различают самоцентрирующиеся 3-х кулачковые патроны и патроны с независимыми губками.
На оси шпинделя патрон может крепиться: тип 1 — с цилиндрическим центрирующим пояском и с креплением через промежуточный фланец (планшайба); тип 2 – с креплением непосредственно на фланцевые концы шпинделей под поворотную шайбу; тип 3 – с креплением непосредственно на фланцевые концы шпинделей.
В комплект поставки стандартно входят сам трехкулачковый токарный патрон, обратные и прямые кулачки, зажимной ключ. Центр токарный вращающийся применяется для установки заготовок типа тел вращения при выполнении точных работ на металлорежущих станках с ручным и программным управлением.
Оснастки этого типа обеспечивает возможность зажима заготовки максимального диаметра и габаритов для обработки резанием на максимальной скорости вращения при минимальном биении. По техническим параметрам различают стандартные и удлиненные вращающиеся токарные центры.
Резцедержатель применяется для закрепления инструмента различного сечения с помощью сменной планки и болтов, например токарных резцов на станке 16К20. Эта техоснастка характеризуется высокой точностью позиционирования и долговечностью. Хвостовик быстросъемного резцедержателя стандартно соответствует общепринятым ГОСТам.
Источник:
Мини-токарные станки: устройство и принцип работы :

Сегодня легко выбрать токарное оборудование, удовлетворяющее практически всем требованиям.
Даже настольные токарные станки выполняют множество функций с поразительной точностью, причем просты в работе и обслуживании, так что подходят и для опытных токарей, и для домашних мастеров.
Настольное оборудование отличается малыми габаритами и низким уровнем шума, может работать как на небольших производствах, так и в личной мастерской.
Область применения мини-токарных станков
Мини-токарные станки называют уменьшенной копией промышленного оборудования. Определение не очень точное, так как основные операции – механическая обработка небольших тел вращения внутри и снаружи – выполняются, но множество других функций больших современных станков с ЧПУ им недоступно. Да, в общем-то, и не нужно.
На мини-оборудовании можно также нарезать наружную и внутреннюю резьбу, сверлить и выполнять расточку отверстий, точить канавки, подрезать торцы деталей с достаточно высокой точностью и качеством, степень которых зависит от конкретной модели станка.
Не стоит говорить о том, что размеры деталей и различных выполняемых в них пазов и отверстий сопоставимы с габаритами оборудования.
Размеры мини-токарного оборудования позволяют поместить его на специальной небольшой подставке или на столе, поэтому можно часто встретить название «настольный мини-токарный станок». Для устойчивости оборудования во время выполнения токарных операций станок либо помещают в специальный поддон, либо жестко его станину крепят к подставке.
В основном мини-станки не предназначены для промышленного производства, даже единичного и мелкосерийного. Они устанавливаются в домашних и школьных мастерских, экспериментальных мастерских НИИ и крупных предприятий, в автомастерских и на малых производствах.
Устройство настольных станков
Если станок маленький, это совсем не означает, что его конструкция предельно проста.
Мини-токарный станок по металлу включает в себя главные элементы:
- станину, которая является базой для всех остальных деталей и узлов, выполняется из чугуна и имеет отверстия для неподвижного закрепления станка на столе или верстаке, а также шлифованные направляющие;
- переднюю бабку, в которой размещается шпиндель, электродвигатель, привод, чаще всего ременной, и коробка передач, через которую передается вращение валов;
- заднюю бабку, которой пользуются, только когда необходимо надежно закрепить длинную деталь;
- суппорт, предназначенный для удержания съемного обрабатывающего инструмента и его точного перемещения. Обрабатывающий инструмент – это резец, развертка, зенкер, метчик или сверло.
Резцедержатель на мини-станках обычно одноместный двухпозиционный. Резцы меняются при смене операции и выставляются по высоте. Если станок работает в небольших производствах с полной нагрузкой, можно установить на нем специальный регулирующийся резцедержатель.
Сегодня на рынке можно найти мини-токарные станки даже с числовым программным управлением, их отличает повышенная точность и производительность.
Базовая комплектация включает в себя элемент переключения скоростей, сверлильный патрон с ключом, ключ резцедержателя и шестигранный ключ общего назначения.
Принцип работы настольных станков
Мини-токарные станки работают по тому же принципу, что и большое промышленное оборудование.
Принцип работы станка несложен. Если нужно обработать достаточно длинную деталь, ее закрепляют в патроне шпинделя, на задней бабке устанавливают сверлильный патрон со сверлом, выполняют в торце детали центровочное отверстие.
Потом патрон меняют на вращающийся центр, которым поджимают заготовку со свободного торца.
В резцедержателе закрепляют и выставляют по высоте нужный резец. Суппорт приводится в движение либо с помощью рукояток подачи, либо автоматически, в зависимости от модели станка и выбранного режима обработки.
Коробка передач позволяет менять скорость вращения и режимы работы.
Закрепленная в патроне шпинделя деталь вращается вокруг горизонтальной оси, а резец снимает стружку на заданную глубину.
Для обработки металлических деталей резец изготавливается из твердосплавных материалов.
Основные характеристики
Основными характеристиками настольного токарного станка являются его вес, мощность и рабочее напряжение. Вес в разных моделях может колебаться от 10 до 100 кг. Мощность практически всегда одинакова – 400 Вт. Полупрофессиональные модели имеют мощность уже 700 Вт. Рабочее напряжение может быть либо 380 В, либо 220 В.
На цену оборудования влияют и другие его характеристики. Это высота центров станка и расстояние между ними, привод и скорость вращения, опора шпинделя и станина, зажимной патрон, конструкция для крепления резцедержателя.
Критерии выбора мини-токарного станка
Сегодня цена на мини-токарные станки колеблется в пределах от 20 тысяч до 255 тысяч рублей. Чтобы приобрести качественное оборудование с минимумом необходимых функций, понадобится около 40 тысяч рублей.
На выбор станка кроме его цены влияют еще несколько параметров.
В первую очередь это условия эксплуатации: ее интенсивность и масштабы, максимальные габариты заготовок (длина и диаметр обточки), качество их материала, требуемая точность и виды выполнения работ.
От максимальных размеров деталей зависит расстояние до суппорта (для домашнего использования достаточно 30-40 мм) и расстояние между передней и задней бабкой станка (300-350 мм).
Требуемая точность заставляет выбирать модели станков с меньшей ценой деления лимба.
От качества материалов зависит мощность оборудования.
Очень важна возможность подключения оборудования к бытовой электросети, если предполагается использовать станок в домашних условиях или гараже. В небольшом цехе лучше устанавливать станок, работающий от трехфазного напряжения 380 В.
Наиболее оптимальной считается масса станка около 45 кг. Качество работы от нее не зависит, а тяжелая конструкция может загромождать пространство и создавать дополнительные сложности при перевозке.
От скорости вращения вала со шпинделем зависит скорость выполнения работ и в конечном итоге загрузка оборудования и сроки выполнения заказов. Возможность регулирования скорости позволяет обрабатывать на одном станке изделия из разных материалов.
Диаметр пиноля бабки влияет на вибрацию детали во время обработки, оптимальным считается его значение 80 мм.
Для сокращения времени на промежуточные операции лучше выбирать модель станка с реверсом шпинделя, чтобы не приходилось перекладывать клиновой ремень при обратном вращении детали.
Даже если к моменту приобретения станка не предполагается выполнение каких-либо дополнительных операций, лучше покупать оборудование с возможностью доукомплектования различными приспособлениями.
Токарный мини-станок «Корвет»
Отечественное станкостроение, ориентированное на крупное промышленное оборудование, сегодня может представить настольное токарное оборудование только двух серий — «Корвет» и «Умелец».
Одна из самых распространенных моделей — настольный токарный станок «Корвет-401», стоимость которого в базовой комплектации составляет больше 53 тысяч рублей.
Он работает от бытовой электросети напряжением 220 В, номинальная мощность двигателя – 500 Вт, масса – 38 кг, уровень шума – 80 дБ, частота вращения шпинделя может быть 1100 и 2500 об/мин.
Максимальное межцентровое расстояние составляет 300 мм, диаметр обработки – 180 мм, патрона – 80 мм.
Класс точности обработки деталей – H по ГОСТ 8-82, который устанавливает общие требования к испытаниям на точность металлорежущих станков.
В базовую комплектацию станка входят только рукоятки механизмов, ключи, обратные кулачки, шестерни для нарезания резьбы. А список рекомендуемых приспособлений приведен в руководстве по эксплуатации.
В этом руководстве также приведена полная спецификация деталей станка, подробная схема его сборки и установки, а также инструкции по работе на нем.
Особенности выбора оборудования, бывшего в употреблении
Для небольшого объема работ или нечастого использования не имеет смысла приобретать дорогостоящее новое оборудование. Мини-токарный станок б/у может справиться с поставленными задачами.
При приобретении оборудования, бывшего в употреблении, нужно придерживаться некоторых рекомендаций.
Станок должен обязательно иметь сопроводительные документы, список которых обычно приводится в руководстве по эксплуатации. Изношенное оборудование часто выходит из строя, и замена поломанной детали или узла может стать серьезной проблемой без спецификации на них.
Степень износа при внешнем осмотре определить невозможно, но по работе некоторое представление о нем получить можно. Шпиндель должен вращаться равномерно, без рывков, точность обработки должна соответствовать паспортным данным. Если станок работает хорошо и имеет все положенные документы, то покупка может быть достаточно выгодной.
Например, на одной из самых крупных площадок объявлений — всероссийском сайте «Авито» — мини-токарный станок «Корвет-401» выпуска 2009 года, но с дополнительной оснасткой стоит 45 тыс. рублей.
Настольные комбинированные станки
Если настольные компактные станки становятся незаменимыми для малогабаритной или передвижной мастерской, то что уж говорить о комбинированных устройствах.
Мини-токарно-фрезерный станок, мало того что не требует большой площади для установки, он и стоит дешевле, чем два станка по отдельности.
На место резцедержателя устанавливаются тиски фрезерной части или же фрезеруется деталь, установленная в центрах.
На комбинированном станке выполняются токарные операции по резанию, проточке, сверлению, накатке, зенкованию и фрезерные по вырезанию канавок и пазов, получению профильных поверхностей, торцеванию.
Например, токарно-фрезерный станок «Корвет-407» объединяет в себе токарный «Корвет-403» и фрезерный «Корвет-417» со всеми их техническими характеристиками и двумя двигателями: асинхронным мощностью 750 Вт для токарных и коллекторным мощностью 550 Вт для фрезерных операций.
Он уже считается полупрофессиональным, хотя и работает от бытовой сети, расстояние между центрами составляет 750 мм, диаметр токарного патрона – 100 мм, а обрабатываемой детали – 220 мм, максимальная масса обрабатываемой детали – 60 кг.
Мини-токарный станок по дереву
В деревообработке разделение оборудования на промышленное и бытовое значительно более условно, чем в металлообработке. На маленьких настольных токарных станках обрабатывается абсолютное большинство деталей цилиндрической формы даже на крупных предприятиях по производству мебели.
Почти такие же станки устанавливаются в домашних мастерских, только немного меньших габаритов и мощности. Примером может служить мини-токарный станок по дереву «Корвет-70» мощностью 250 Вт и массой 20 кг. На нем можно обрабатывать деревянные детали диаметром 200 мм и длиной больше 300 мм.
Устройство токарных станков по металлу и дереву практически одинаково с теми же передней и задней бабками на станине, электродвигателем и ременной передачей.
В деревообработке значительно многообразнее инструменты и приспособления для разных видов обработки дерева, включая фасонную обработку и художественную резьбу. Поэтому и больше набор патронов и планшайб для установки их на станке.
Существует даже специальное приспособление в виде насадки на шпиндель с эксцентриком и ползунами для точения овалов.
Токарные станки своими руками
Существует много вариантов, как можно сделать мини-токарный станок своими руками, в зависимости от выполняемых задач. Правда, все-таки чаще самодельные установки используются для боковой обработки деревянных деталей, нежели металлических.
Можно сделать токарный станок из электродвигателя мощностью около 1 кВт с пониженным числом оборотов.
На ось двигателя устанавливается планшайба, на конусы которой насаживается деревянная заготовка и надежно закрепляется. Второй конец заготовки, как и положено, нужно закрепить в центре.
Центром является металлический стержень с резьбой по всей длине, закрепленный во втулке, которая, в свою очередь, запрессована в центральное отверстие шарикоподшипника.
Подшипник с натягом вставляется в обойму, приваренную к металлическому уголковому держателю.
Стержень и центральный конус планшайбы должны быть соосны, за этим нужно внимательно следить при установке станка. Резец при работе такого устройства нужно держать руками, упирая его в специальные бруски, чтобы не соскочил, поэтому и нужен низкооборотный двигатель.
Можно сделать токарный станок с использованием дрели, модернизировав его под обработку металла. При этом обрабатывающий инструмент нужно держать в руке или крепить его к основанию под определенным углом.
Преимущества малогабаритных станков
Мини-токарные станки, несмотря на относительно невысокую производительность, обладают несомненными преимуществами.
Во-первых, у них низкое энергопотребление, значит, они экономически более выгодны при небольших объемах работ. Во-вторых, низкий уровень шума и малые габариты позволяют использовать такое оборудование в домашних условиях.
Они легки в обслуживании и просты в эксплуатации. И последнее, их отличает доступная стоимость.
Настольные станки способны заменить традиционное токарное оборудование. Выполняют они множество задач с высокой точностью и качеством. Они могут быть экономически выгодным техническим решением для эффективного выполнения операций по механической обработке деталей.
Источник: