Медная труба, как и все другие трубы, может применяться для монтажа водопровода, отопления и т.д. И, хотя это очень дорогое удовольствие, ее долгий срок службы в некоторых случаях может себя оправдать. Медная труба не варится ‒ ее надо паять. Без определенного навыка самостоятельно выполнить такую работу будет непросто, хотя и возможно.

- Высокотемпературная пайка
- Низкотемпературная пайка
- Разновидность припоев
- Применение флюсов
- Использование фитингов
- Выполнение высокотемпературной пайки
- Выполнение низкотемпературной пайки
- Меры безопасности
- Пайка медных труб своими руками
- Необходимые инструменты для пайки медных труб
- Алгоритм пайки медных труб
- Советы по работе с медными трубами
- Как паять медные трубы
- Виды медных труб и их использование
- Способы соединения
- Типы медных фитингов под пайку
- Расходные материалы и инструменты
- Припой и флюс
- Горелка
- Сопутствующие материалы
- Пошаговая технология пайки меди
- Подготовка соединения
- Нанесение флюса
- Пайка
- Пайка медных труб своими руками
- Оборудование для пайки
- Материалы для пайки — флюс
- Газовая горелка для соединения медных труб
- Технология выполнения пайки
- Мягкая и твердая пайка — разница
- Правила безопасности
- Технология пайки медных труб в домашних условиях: работа в 9 простых шагов
- Подготовка к пайке меди с алюминием, латунью, нержавейкой, железом
- Необходимые материалы и приспособления: олово и другие
- Процесс пайки
- Как правильно паять медь газовой горелкой
- Пайка паяльником в домашних условиях
- Пайка медных труб: как правильно выполнить работу
- Подготовка к пайке
- Оборудование
- Материалы
- Процесс выполнения работы
- Типичные ошибки пайки
- Пошаговая инструкция по пайке медных труб своими руками, инструменты и процесс
- Понадобятся следующие инструменты, приспособления и материалы:
- Припои
- Твердые
- Мягкие
- Флюсы
- Технология работы
- Что учесть
Высокотемпературная пайка
Особенность пайки заключается в размягчении металла при обжиге и применении тугоплавкого припоя, состоящего из серебра и меди. Для достижения качественного шва температура должна быть не менее 450°C.
Но и перегревать сильно нельзя, иначе медь потеряет свою прочность. Спаянный шов должен остыть самостоятельно, без принудительного охлаждения, например, водой. Высокотемпературная пайка применяется для труб, диаметр которых более 28 мм, а температура рабочей среды трубопровода выше 130°C.
Такая технология применяется в газовой промышленности, системах отопления и др.
Низкотемпературная пайка
Пайка при температуре ниже 450°C называется низкотемпературной и применяется для труб маленького диаметра – до 28 мм. Это наиболее распространенная технология применения при монтаже водопровода. Для пайки применяются припои с меньшей температурой плавления.
Разновидность припоев
Как вы поняли, для разной температуры пайки должен быть свой припой.
- Для пайки при высоких температурах применяется припой в виде стержня с температурой плавления 900°C. В составе припоя имеется медь, серебро и другие добавочные металлы. Образовавшийся шов от тугоплавкого припоя отличается высокой прочностью.
- Припой для низкотемпературной пайки имеет толщину 3 мм и смотан в бухту. В его состав входит серебро, олово, свинец и добавки.
Применение флюсов
Для схватывания припоя и равномерного его растекания применяют флюсы. Для высоких температур используют флюс с температурой плавления выше 450°C, а для низких температур – до 450°C. Флюс очищает место пайки от окисления, что способствует крепкому прилипанию припоя к меди.
Использование фитингов
Для пайки трубопровода используют различные фитинги. Это могут быть повороты, тройники, крестовины, переходы на резьбу и др. Подбираются они по диаметру трубы и имеют зазор.
Выполнение высокотемпературной пайки
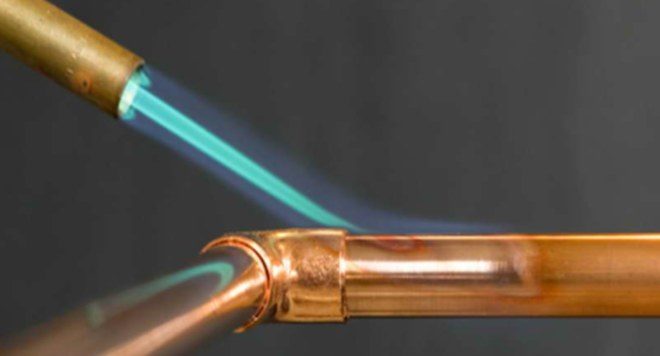
Для выполнения пайки трубы при высокой температуре используют горелку, подключенную к пропану или ацетилену. Правильно настроенная горелка имеет пламя ярко-синего цвета. Поверхность соединения прогревается по кругу до 750°C. Правильно прогретая поверхность трубы должна иметь темно-вишневый цвет.
Выполнение низкотемпературной пайки
Пайка соединений выполняется газовой горелкой, подключенной к баллону с газом пропан-бутан. В некоторых случаях можно использовать электрический паяльник.
Пламя от газовой горелки должно двигаться по всей поверхности соединения для полного прогрева. После расплавления припоя, пламя горелки убирается.
Жидкий припой должен равномерно залить зазор соединения.
Давайте рассмотрим последовательность всей работы:
- Щеткой по металлу надо зачистить наружную поверхность края трубы и внутреннюю часть фитинга. Затем наждачной бумагой отшлифовать их до блестящего цвета.
- Кисточкой нанести пастообразный флюс на спаиваемые поверхности и соединить их.
- Зажечь горелку и начать равномерно прогревать стык трубы с фитингом. После полного прогрева, провести припоем по всему соединению до полного заполнения зазора. Убрать горелку и дать стыку остыть до комнатной температуры.
Если вы все правильно выполнили, припой должен заполнить все промежутки между трубой и фитингом, образуя плотный шов.
Меры безопасности
Выполняя пайку газовой горелкой, не забывайте, что вы работаете с открытым огнем. Уберите все легковоспламеняющиеся предметы. Работу выполняйте в проветриваемом помещении.
Во время плавления припоя и флюса могут выделяться токсичные вещества, поэтому старайтесь как можно меньше ими дышать. Во избежание ожогов используйте специальные перчатки и защитную спецодежду.
Если вместо флюса применяете для пайки кислоты, надевайте резиновые перчатки и одежду, устойчивую к контакту с кислотой.
Источник:
Пайка медных труб своими руками
В процессе ремонта, вы можете столкнуться, с самыми разными видами работ, так может возникнуть и необходимость в процессе пайки медных труб своими руками.
Чаще всего используют медные трубы, за счет их стойкости перед коррозией, гибкости и мягкости. Из недостатков таких труб стоит отметить их значительный вес. Именно вес труб усложняет процесс монтажа. Вот в этот момент и приходится обращаться к процессу пайки.
Пайка — это строительное мероприятие, которое позволяет соединять между собой отдельные поверхности, посредством заполнения пустот между ними. Очень важно правильно выбрать флюс и температуру процесса пайки.
Необходимые инструменты для пайки медных труб
- труборез – качеству этому инструмента стоит уделить особое внимание, поскольку материал мягкий и с ним стоит быть весьма аккуратными;
- фаскосниматель;
- труборасширитель. Так в процессе соединения деталь, вам могут попасться трубы различного диаметра и потому для их соединения возможно возникнет необходимость расширения одного конца;
- ершик и щетка – для очищения внутренней поверхности трубы;
- уровень, линейка;
- газовая горелка;
- электрический паяльник. Используют в тех труднодоступных для газового пламени участках;
- флюс;
- твердоплавкий припой (содержание свинца не допустимо);
- легкий припой – в состав входят олово, серебро.
Самым основным в процессе пайки труб – это скорость выполнения работы, поскольку именно от скорости работы зависит её качество.
Если вы ранее не занимались припоем, возьмите для начала не нужные кусочки и попробуйте спаять их. Так же упрощают работу заранее собранные элементы, которые не нуждаются в припое (допустим кран с резьбовым соединением).
Алгоритм пайки медных труб
Начинайте зашкуривания рабочей поверхности, до тех пор, пока она не будет отливать золотом. Используйте для зачистки медной трубы обычную наждачную бумагу.
После нанесите флюс на часть трубы, что внутри и на туже часть фитинга. Лучше всего брать флюс, который имеет пастообразную текстуру.
Теперь включаем горелку и прогреваем ту, часть трубы, в которой предполагается соединение. Процесс нагрева продолжаем до тех пор, пока флюс полностью не растает, а на поверхности не появятся белые капли. Вся процедура длится около 3 минут. Потом переходим к прогреву фитинга.
Когда вы будете прогревать припой, обратите внимание на скорость его плавления, если процесс идет тяжело, прогрейте еще фитинг, а после уже соединяйте припой. Идеальное сочетание металлов для припоя 95% Sn и 5% Pb. Когда все элементы достаточно прогреты, смажьте припоем поверхность трубы в области её соединения с резьбой фитинга.
Работа почти закончена, остается только очистит поверхность от остатков флюса, для того чтобы придать поверхности законченный, эстетичный вид. Для этого используйте влажную тряпку, в некоторых местах можно пройтись напильником.
Советы по работе с медными трубами
Очень удобно производить всю работу на верстаке, хорошо закрепив трубу в тисках, таким образом, вы и соблюдаете технику безопасности по данному виду работ. Так же во время работы следует учитывать следующие обстоятельства:
- не держите в руках детали, размер которых меньше 30 см, присутствует вероятность получить ожоги при такой работе;
- бывает, что флюс случайно может попасть вам на участки тела, для его устранения поврежденный участок промойте водой, так вы сможете предотвратить химический ожог;
- помещения, в котором осуществляется работа должно хорошо проветриваться или быть оснащено вентиляторами, потому, как в процессе работы выделяются вредные пары припоя.
Заботьтесь о комфорте своей работы, старайтесь делать её аккуратно. Не забывайте о контроле температур во время пайки.
Процесс паяния медных труб – это самый выгодный способ соединения труб. Здесь вам не понадобятся дорогостоящие материалы, а для самостоятельного проведения работы можно ознакомиться с доступными видео в интернете.
Как результат вы получает надежную, долговечную установку.
Источник:
Как паять медные трубы

Полностью водопроводы или отопление из меди сегодня делают нечасто, но все-таки делают. Если пересчитать на количество лет, в течение которых может служить медь, получается не то что недорого, а очень дешева.
Тем не менее, сам материал не самый дешевый, но можно сэкономить на монтаже — пайка медных труб не самое сложное в мире занятие.
Есть определенные правила и особенности, зная которые можно добиться качественного соединения.
Виды медных труб и их использование
На рынке есть два типа медных труб: отожженные и неотоженные. Отожженные после формирования проходят дополнительную термическую обработку — их нагревают до 600-700°C.
Эта процедура возвращает материалу эластичность, которая теряется при формовке. Потому отожженные трубы более дорогие, но и более гибкие — они могут выносить даже замерзание воды.
К недостаткам данных изделий можно отнести меньшую прочность — она снижается из-за нагрева.
Неотожженные медные трубы более прочные, но практически не гнутся. При разводке водопровода или отопления их нарезают на куски, а все отводы делают при помощи соответствующих фитингов.
Есть медные трубы с разной толщиной стенки, продаются отожженные в бухтах по 25 и 50 метров, неотожженные прогонами по 3 метра. Если говорить о чистоте материала, то согласно ГОСТу 859-2001 в изделиях должно присутствовать не менее 99% меди.
Способы соединения
Чаще всего соединяются трубы из меди при помощи пайки и набора специальных фасонных элементов — фитингов. Есть так же фитинги под опрессовку. В них имеются канавки с установленным резиновым уплотнительным кольцом. Обжимаются они специальными клещами. Но данная технология используется нечасто — пайка считается более надежной.
Есть две технологии пайки медных труб с использованием различных припоев:
- Низкотемпературная — с мягким припоем. Как раз наш случай. Этот тип соединения применяется при прокладке водопроводов и систем отопления с температурой рабочей среды до 110°C. Низкотемпературная — это относительное понятие. В зоне пайки материалы разогреваются до 250-300°C.
- Высокотемпературная пайка с твердым припоем. Этот тип соединения используется в сетях с высоким давлением и температурой транспортируемой среды. В бытовых сетях — редко (хотя никто не запрещает), чаще в промышленных.
Какого типа пайку медных труб использовать — ваш выбор. Оба типа подходят как для водопровода, так и для отопления. Но для высокотемпературной требуется профессиональная горелка, в то время, как мягкий припой можно расплавить даже паяльной лампой или недорогой ручной горелкой с небольшим одноразовым баллоном с газом. Для соединения медных труб малого диаметра больше и не требуется.
Типы медных фитингов под пайку
Вообще, есть более двух десятков различных фасонных элементов для медных труб — фитингов, но чаще всего применяются три вида :
- муфты — для соединения двух труб;
- уголки — для поворота;
- тройники — для создания разветвлений в трубопроводе.
Количество использованных фитингов можно минимизировать — медь можно гнуть, из-за чего уменьшится число необходимых уголков.
Также при желании можно обойтись и без муфт: один конец труб можно расширить (используя расширитель) так, чтобы в него зашла труба и остался зазор для попадания туда припоя (порядка 0,2 мм).
При создании расширения, трубы должны перекрываться не менее чем на 5 мм, но лучше — больше.
Без чего сложно обойтись — так это без тройников. Для врезки отвода есть оборудование — отбортовщик, но относится он к профессиональному и стоит немало. Так что в данном случае дешевле и проще обойтись тройниками.
Есть два типа фитингов — обычные, с раструбами, которые обеспечивают требуемый зазор для затекания припоя. В зону сварки припой подается вручную. Есть фитинги с вмонтированным припоем. Тогда на раструбе формируется канавка, в которую, при производстве, устанавливается кусок припоя, что делает процесс пайки проще — надо всего лишь нагреть зону сварки, но ведет к удорожанию фитингов.
Расходные материалы и инструменты
Кроме труб и фитингов, понадобятся еще горелка, припой и флюс — для самой пайки. А еще трубогиб и несколько сопутствующих мелочей для обработки перед началом работ.
Припой и флюс
Пайка медных труб любого типа происходит при помощи флюса и припоя. Припой — это сплав обычно на основе олова с определенной температурой плавления, но обязательно ниже чем у меди. Он подается в зону пайки, разогревается до жидкого состояния и затекает в соединение. После остывания обеспечивает герметичное и прочное соединение.
Для любительской пайки медных труб своими руками подойдут припои а основе олова с добавлением серебра, висмута, сурьмы, меди. Лучшими считаются составы с добавлением серебра, но они наиболее дорогие, оптимальные — с медной добавкой. Есть еще с добавкой свинца, но они не должны использоваться при разводке водопровода. Все эти виды припоя обеспечивают хорошее качество шва и легкую пайку.
Мягкий припой продается в небольших катушках-бобинах, жесткий — в пачках, нарезанный на куски.
Перед началом пайки место соединения обрабатывают флюсом. Флюс — это жидкое или пастообразное средство, которое обеспечивает затекание расплавленного припоя в соединение. Особо выбирать тут нечего: подойдет любой флюс для меди. Еще — для нанесения флюса понадобится маленькая кисточка. Лучше — с натуральной щетиной.
Горелка
Для работы с мягким припоем можно купить небольшую ручную горелку с одноразовым газовым баллоном. Эти баллоны крепятся к рукоятке, имеют объем от 200 мл. Несмотря на миниатюрность, температура пламени — от 1100°C и выше, чего более чем достаточно для расплавления мягкого припоя.
На что стоит обратить внимание — это на наличие пьезорозжига. Эта функция никак не лишняя — проще будет работать. На ручке ручной газовой горелки расположен вентиль. Он регулирует длину пламени (интенсивность подачи газа). Этим же вентилем перекрывается газ, если горелку надо потушить. Безопасность обеспечивает обратный клапан, который при отсутствии пламени перекроет подачу газа.
На некоторых моделях установлен отражатель пламени. Он не дает рассеиваться пламени, создавая более высокую температуру в зоне пайки. Благодаря чему горелка с отражателем позволяет работать в самых неудобных местах.
При работе в бытовыми и полупрофессиональными моделями надо быть аккуратными — не перегревать агрегат, чтобы не расплавился пластик. Потому выполнять за один раз много паек не стоит — лучше дать оборудованию остыть и подготовить в это время следующее соединение.
Сопутствующие материалы
Для нарезания медных труб необходим труборез или ножовка с лезвием по металлу. Срез должен быть строго вертикальным, что обеспечивает труборез. А для гарантии ровного среза при помощи ножовки можно использовать обычное плотницкое стусло.
При подготовке труб их надо зачищать. Для этого есть специальные металлические щетки и ершики (для зачистки внутренней поверхности), но можно обойтись наждачной бумагой со средним и мелким зерном.
Для удаления заусенец со срезов есть фаскосниматели. Отработанная ими труба лучше заходит в фитинг — его раструб лишь на доли миллиметра больше, чем наружный диаметр. Так что малейшие отклонения приводят к трудностям. Но, в принципе, можно все устранить наждачной бумагой. Потребуется только больше времени.
Еще желательно иметь защитные очки и перчатки. Большинство домашних мастеров пренебрегают этими средствами безопасности, но ожоги — это очень неприятно. Это все материалы и инструменты, необходимые для пайки медных труб.
Пошаговая технология пайки меди
Пайка медных труб начинается с подготовки соединения. От качества подготовки зависит надежность соединения, потому уделяйте этому процессу достаточно времени и усилий.
Подготовка соединения
Как уже говорили, срез трубы должен быть строго вертикальным, без заусенец, труба не должна быть замятой, край — ровный и гладкий. Если есть хоть небольшие отклонения, берем фаскосниматель или наждачную бумагу и доводим срез до идеала.
Далее берем фитинг, вставляем в него трубу. та часть, которая заходит в раструб требует очистки. Трубу вынимаем и шкуркой снимаем верхний окисленный слой с этой части трубы. Потом ту же операцию проводим с внутренней поверхностью раструба.
Нанесение флюса
Флюс наносится на всю зачищенную поверхность — снаружи трубы и внутри фитинга. Тут никаких сложностей — кисточкой равномерно распределяют состав.
Пайка
Обработанные фрагменты трубопровода вставлюятся один в другой и фиксируются. Если есть помощник — он может придержать части неподвижно. Если нет — придется ухищряться самостоятельно.
Далее разжигается горелка, пламя направляется на место соединения. Температура пламени — от тысячи градусов и выше, а нагреть место соединения надо до 250-300°C, а это занимает 15-25 секунд.
Можно при этом ориентироваться на цвет флюса — как только он потемнел, пора вводить припой.
Чтобы прогрев был равномерный, пламя горелки направляйте посередине стыка. Тогда прогревается вся зона сварки более равномерно.
Припой вводят в место стыка — где соединяется фитинг и труба. По мере нагрева, он начинает плавиться, растекается и заполняет зазор между элементами. Нанести его можно только на половину длины — расплавившись, он затечет в остальное соединение. Собственно, это все — пайка медных труб закончена. Все остальные соединения делают также.
При использовании жесткого припоя все почти также, только применяются другие горели — газопламенные, и в процессе пайки надо трубу проворачивать, наматывая размягчившийся припой на трубу.
Источник:
Пайка медных труб своими руками

Процесс пайки медных труб основывается на выполнении герметичного шва между их раструбом. Для этого используется не дорогостоящее оборудование и термопластичное вещество – припой.
Метод применяется для ремонта медных трубок колонки и монтажа водопроводной системы.
Оборудование для пайки
Хотя пайка медных труб своими руками процесс несложный, для его успешной реализации нужно определенное оборудование.
К нему относятся:
- труборез – он нужен для выполнения быстрых и ровных надрезов на трубопроводе или трубках колонки. Инструмент должен быть максимально качественным, так как медь является мягким металлом, подверженным деформации;
- фаскосниматель – этот инструмент позволяет снять заусеницы, которые могут препятствовать раструбу труб;
- ершик и щетка – с их помощью можно быстро подготовить внутреннюю поверхность медного отрезка к пайке;
- уровень, маркер и прочие инструменты, позволяющие качественно отмерить рабочий участок;
- пропановая газовая горелка – ее узконаправленное пламя применяется для низкотемпературной пайки с оловом;
- флюс – применяется для обработки места спайки для повышения адгезии;
- твердый припой – это 3-миллиметровая проволока без содержания свинца;
- легкий припой – спайка при помощи серебра, висмута, олова и т.д.
Пропановая, газовая горелка – это самый специфический инструмент, используемый в частном хозяйстве.
Набор инструмента для пайки медных труб своими руками (газовый баллон, горелка, проволока, ерши для зачистки)
Его стоимость зависит от наличия дополнительных функций: пьезоподжига, переходников под газовые баллончики и т.д. Пьезоподжиг облегчает работу, поэтому даже если приобретается недорогая модель, лучше, чтобы в ней присутствовала эта функция.
Материалы для пайки — флюс
Перед тем, как паять медные трубы, следует ознакомиться с дополнительными материалами, без которых правильно спаять медные трубы невозможно. Это флюс и паста. Флюс делится на два типа:
- низкотемпературный (до 450˚С);
- высокотемпературный (свыше 450˚С).
Флюс используется для выполнения следующих функций:
- очистки медной трубы от окислов;
- защиты рабочего отрезка под пайку от попадания кислорода;
- улучшения качества припоя;
- повышения адгезии.
Продается флюс в пастообразном состоянии. Он может применяться в качестве жидкости, которая наносится на медный отрезок до выполнения сборки стыковочного узла, или в качестве твердой субстанции, которая поддается плавке в зоне нагрева. Первый вариант проще. Он позволяет добиться более эффективного результата.
Как и флюс, пастообразная смесь для пайки, защищает рабочую поверхность во время нагревания. Она обладает теплоабсорбирующими свойствами. Материал призван защитить резиновые и пластиковые уплотнители от перегрева. Также он защищает соседние участки от распайки и деформации.
Газовая горелка для соединения медных труб
Пропановая газ горелка для пайки медных труб позволяет работать с поверхностями под температурой от 550 до 2000˚С. Возможность регулировать интенсивность пламени позволяет использовать оборудование, как для мягкого, так и твердого припоя.
Газ эффективен в труднодоступных местах для соединения плат, контактов малогабаритных приборов, трубок колонки и т.д. Помимо прочего, газ применяется для:
- выполнение соединения с применением воздуха;
- для подогрева соединений.
Классифицируется инструмент в зависимости от того, какая смесь выбрана для работы. Газ в комбинации с воздухом применяется для запуска бытовых горелок. Они отличаются малым весом и габаритами. Подходят для отрезков с небольшими диаметрами. Газ и кислород могут обрабатывать трубы любого диаметра. Используются в стационарных установках.
В местах, где газ установка, неэффективна, нагрев поверхности осуществляется феном.
Он способен нагреть поверхность до температуры, оптимальной, чтобы запаять стык. Работать строительным феном удобно, так как он защищает руки от ожога.
Технология выполнения пайки
Чтобы правильно запаять трубу водопровода или колонки, важно выполнять все действия оперативно и четко. В случае, если пайка медных труб своими руками выполняется впервые, лучше потренироваться на ненужных отрезках. Установкой кранов с резьбой, стоит заниматься после запайки.
Чтобы качественно запаять отрезок, используется следующая технология:
- Удерживая трубу перпендикулярно к труборезу, отсоединить кусок необходимого размера.
- Удалить заусеницы фаскоснимателем, очистить ершиком полость трубы внутри и обезжирить.
- Отрезать еще один кусок и развальцевать его торец до нужного диаметра. Также очистить и обезжирить.
- Нанести на внутренний отрезок флюс и равномерно размазать его при помощи кисточки.
- Соединить отрезки в раструб, убрав оставшийся флюс тряпкой.
- Использовать газ для нагрева соединения до приобретения медью темного оттенка.
- Прекратить запайку при появлении на поверхности трубы капель.
- Оставить соединение до застывания в неподвижном состоянии.
- После выполнения монтажа, прогнать систему горячей водой.
Мягкая и твердая пайка — разница
Технология пайки включает два способа соединения медных отрезков:
- мягкий или легкий;
- твердый.
Мягкий способ эффективен для соединения труб большой толщины. В этом случае применяется газ, так как направленная пропановая горелка нагревает стык быстрее, чем паяльник. Метод мягкого соединения подходит не только для меди, но и большинства металлических сплавов, кроме легких, таких, как алюминий.
Перед тем, как паять медные трубы мягким способом, стоит максимально качественно зачистить контактные поверхности.
Во время процесса нагревания пропановая горелка все время перемещается по поверхности стыка, чтобы избежать неравномерного нагрева или перегрева участка.
Отличается пайка медных труб твердым припоем тем, что она осуществляется при более высоких температурах. Для соединения отрезков используется паяльник. Шов соединения может быть уже, чем при мягком методе.
Соединение нужно разогреть по всей окружности равномерно.
Паяльник должен быть заправлен сбалансированной смесью газа с равным количеством кислорода и топлива. На то, что паяльник заправлен правильно, указывает короткое пламя ярко синего цвета.
Правила безопасности
Используя паяльник или другое оборудование, нужно придерживаться следующих правил безопасности:
- Чтобы запаять трубу нельзя держать под пламенем в руках отрезки короче 30-ти сантиметров. Медь – хороший проводник тепла, поэтому можно получить ожоги.
- Если на кожу попал флюс, его незамедлительно смывают водой, чтобы предотвратить образование ожога химией.
- Так как паяльник продуцирует открытое пламя, работать нужно в одежде из натуральных тканей.
- Перед тем, как спаять трубу, стоит позаботиться о вентиляции в помещении, так как во время работы припой для пайки медных труб выделяет вредные пары.
Стоимость пайки заставляет мастеров выбирать именно этот вид соединения труб. Чтобы запаять стык не требуется дорогое оборудование.
Источник:
Технология пайки медных труб в домашних условиях: работа в 9 простых шагов
 Водопроводная разводка или системы отопления из медных труб обходятся недешево, но они прочны и долговечны.
Водопроводная разводка или системы отопления из медных труб обходятся недешево, но они прочны и долговечны.
Поскольку медь обладает высоким коэффициентом теплопроводности,хорошими антикоррозийными и антибактериальными свойствами, трубопровод из нее эффективен и долговечен. Пайка меди в домашних условиях не представляет сложности:на трубы надевается раструб-муфта, а затем шов герметизируется.
Вместо использования раструба иногда расширяют конец одной трубы и вставляют в нее другую. Такое соединение удобно тем, что для него не требуется фитингов, а срок службы равен длительности жизни самих труб.
Спайка медных труб происходит в два этапа
Подготовка к пайке меди с алюминием, латунью, нержавейкой, железом
Подготовительный период, включающий в себя приобретение необходимых приспособлений, материалов, средств индивидуальной защиты, и сама процедура паяния.
Существуют два способа припаять медь к меди: высоко- и низкотемпературный. Первый предполагает нагрев металла до 900°C, применяется для трубопроводов с большим давлением или температурной нагрузкой.Для высокотемпературной пайки используются предназначенные для этого материалы: твердый припой в виде стержней(температура плавления такого припоя около 900°C) и твердоплавкий флюс.
Для того чтобы паять медь низкотемпературным методом, достаточно нагрева металла до 600°C (чаще 300–380°C), что достижимо в бытовых условиях. Для процедуры используют мягкий припой для пайки меди и латуни в виде проволоки или прута сечением до 3 мм и более плавкий флюс. Припой представляет собой сплав олова, которого более 97%, с другими металлами: медью, селеном, серебром, сурьмой.
Для чего нужен флюс. Правильно паять медные трубы можно только с флюсом – специальным пастообразным составом (с хлоридом цинка), который наносится на поверхность соединяемых участков трубы широкой полосой. Он выполняет несколько функций:
- предотвращает процесс окисления металла, удаляя кислород;
- улучшает сцепление припоя с медью;
- является индикатором достаточного нагрева металла, сигнализирует, когда следует поднести припой и спаять медь;
- способствует равномерному растеканию припоя по стыку.
Техника безопасности. При всей простоте процесса, паять медные трубы нужно с соблюдением правил безопасности. Опасность ожогов несет не только само пламя горелки, но и нагретый металл.
Медь хорошо проводит тепло, поэтому в процессе работы сильно нагревается не только участок, на который кладут припой и проводят сварку, но и вся труба, а остывает она медленно. Если требуется спаять медные трубки, которые еще не встроены в систему трубопровода, то подготовка включает размещение их на невозгораемых опорах, где они смогут остывать долгое время. Прежде чем трогать спаянный металл с места, следует дождаться полного остывания.
Непосредственную опасность представляет открытое пламя горелки, поэтому приобретать нужно такой инструмент, с которым удобно работать: желательно с подвижным соплом на длинном шланге
Необходимые материалы и приспособления: олово и другие
Инструменты для работы с медными трубами требуются следующие:
- труборез, ножовка по металлу или болгарка с тонким диском;
- фаскосниматель;
- труборасширитель (экспандер);
- паяльный флюс;
- припой;
- паяльник для меди,например,пропановая горелка для пайки медных труб;
- перчатки прорезиненные;
- бумажные салфетки.
Для отрезания трубы пользуются труборезами различных размеров.
У образцов покрупнее большой радиус разворота, ими неудобно пользоваться в труднодоступных местах, поэтому если есть необходимость отрезать участок на готовом смонтированном водопроводе, используют маленький труборез. Отрезать трубу можно ножовкой по металлу или болгаркой с тонким диском, но более качественный срез получится только при помощи трубореза.
После того как труба отрезана, зачищают заусеницы. Это нужно для того, чтобы не было завихрения потока жидкости в системе. Когда нет препятствий, водопровод не испытывает нагрузок и работает как часы.
Перед тем как сварить медь, концы трубы полируют мелкозернистой шкуркой, которую можно приобрести в хозяйственных магазинах. Зачищают обе поверхности, готовящиеся к пайке.
Иногда для этих целей используют маленькие щеточки-ершики диаметр которых Ø 22 мм, они подходят почти ко всем трубам.
Для зачистки ножка ершика вставляется в шуруповерт или дрель, при помощи которых процесс осуществляется быстрее и качественнее.
На зачищенную отглаженную наружную поверхность наносят флюс – состав, препятствующий процессу окисления меди.
Перчатки для защиты рук используют прорезиненные, так как при отрезании меди и заусениц образуется много мелких металлических элементов, впивающихся в кожу как занозы.Кроме того, при зачищении дрелью поверхности, вращающаяся щетка зажевывает тряпочные перчатки.
Чтобы правильно паять медь,нужно учитывать, что с момента зачистки и нанесения флюса до пайки должно пройти не более получаса, иначе зачистку нужно повторить заново. Если флюс наносится кисточкой, на поверхности не должно оставаться щетины или волосков от нее – в противном случае соединение не будет герметичным,и после подачи воды трубопровод потечет.
После вставки трубы в раструб, остатки флюса полностью не убирают салфеткой, он остается на соединении в виде кромки 1–2 мм, а припайке припой затягивается внутрь – срабатывает капиллярный эффект. Сначала горелкой нагревается стык, при этом влага, находящаяся между стенками, выпаривается.
Затем горелка подносится второй раз, постепенно медь нагревается, а флюс приобретает оловянный вид. В этот момент на лицевую сторону кладется припой, происходит пайка, при этом расплавленный сплав стекает вниз, на изнаночную сторону, застывая в процессе движения. Образующиеся снизу лишние свесы металла отделяются сами.
Паять медь можно разными способами.
Процесс пайки
Он заключается в выполнении последовательных операций:
- труба нарезается на отрезки необходимых размеров, которые для удобства маркируются – подача или обратка;
- с края снимается фаска;
- зачищаются края на 2 см: внешние на трубе, а также внутренние в раструбе;
- полосой по зачищенным поверхностям (внешней и внутренней) наносится флюс;
- соединение собирается: труба вставляется в раструб;
- излишки флюса снимаются бумажной салфеткой, но не полностью – оставляется кромка 1–2 мм;
- зажигается горелка, пламя подносится к месту соединения;
- поверхность нагревается 10–15 секунд до определенной температуры – флюс должен приобрести оловянный цвет;
- припой кладется сверху соединения, при нагревании он будет втянут в стык, растечется по шву, заполняя его.
Если стык соединения не был очищен от щетины или пыли,ив результате протекает паянный шов медной трубы водопровода, то восстановить герметичность можно одним из двух методов:
С использованием паяльника
- поверхность зачищается, обрабатывается ортофосфорной кислотой, нагревается паяльником, наносится олово;
- с применением горелки: на зачищенную поверхность наносится флюс, нагревается, кладется припой, расплавляется.
Как правильно паять медь газовой горелкой
Запаять медную трубку можно следующим образом:
- Зачистить место пайки мелким надфилем, шкуркой или металлической щеткой.
- Размельчить канифоль и посыпать место пайки.
- Нагреть трубку над газовым пламенем до тех пор, пока канифоль расплавится.
- Положить припой ПОС-30 или 40 и расплавить его паяльником, распределяя по поверхности.
В быту с обработкой меди сталкиваются не только тогда, когда надо паять медные трубы отопления или водопровода, но и в авторемонте, если на автомобильном радиаторе появилась трещина или течь.
В этом случае делается пайка медного радиатора своими руками. Вместо газовой горелки автолюбители используют мощный электропаяльник для медных труб на 250 Вт.
Для зачистки меди применяют шлиф шкурку или металлическую щетку, а для пайки олово,в качестве паяльной кислоты применяют канифоль или ортофосфорную.
Пайка паяльником в домашних условиях
Паять медь паяльником проще, чем с использованием горелки. Процедура выглядит следующим образом:
- Поверхность радиатора зачищается мелкозернистой шкуркой или щеткой.
- На края поврежденного участка равномерно наносится несколько капель кислоты.
- Трещина нагревается электропаяльником, подносится припой. Расплавившись, олово заливает пробоину.
Самостоятельная пайка медных труб отопления или водоснабжения, устранение трещин на радиаторах – несложный по технологии процесс, осуществимый в домашних условиях при наличии небольшого набора инструментов.
Паять медь домашних условиях — это под силу каждому мужчине.
Источник:
Пайка медных труб: как правильно выполнить работу

Наиболее надежным способом соединения медных труб является пайка. Пайка медных труб осуществляется при помощи определенного набора материалов и инструментов. Чтобы работа была выполнена корректно, необходимо соблюдать основные правила сварки и технику безопасности.
Подготовка к пайке
Перед выполнением работ по сварке труб из меди необходимо подготовить:
- требуемое оборудование;
- дополнительные материалы.
Оборудование
Для пайки потребуется следующее оборудование для медных труб:
- специальное устройство для резки материала. Медь является достаточно мягким металлом, поэтому труборез должен быть высококачественным. Для определения размеров труб также потребуются рулетка и маркер, а для правильного соединения труб между собой строительный уровень;
- фаскосниматель – устройство для обработки концов труб перед пайкой. Дополнительная обработка труб позволяет получить более прочное соединение. Фаскосниматель может быть отдельным оборудованием или встроенным в труборез;
- труборасширитель. Трубопроводы изготавливаются из труб одного диаметра. Соединять отдельные участки труб в единую систему можно при помощи специальных устройств — фитингов — или непосредственно между собой без дополнительных приспособлений. Если фитинги для пайки медных труб не применяются, то для получения прочного соединения требуется несколько увеличить диаметр одной из соединяемых труб, для чего и применяется такое устройство, как труборасширитель;
- паяльник для медных труб – основное устройство, нагревающее материал для сварки. Чаще всего в качестве паяльника используется газовая пропановая горелка, которая может быть оснащена одноразовым или стационарным баллоном. Устройство с одноразовым баллоном используется для строительства бытовых трубопроводов своими руками. Горелки со стационарными заправляемыми баллонами применяются профессиональными мастерами, выполняющими сварку труб достаточно часто.
- металлическая щетка (ершик) для очистки поверхности труб от загрязнений и окислов. Для лучшей обработки материала также можно использовать мелкую наждачную бумагу.
Материалы
Сварка медных труб осуществляется при помощи:
Припой – это специальный сплав, предназначенный для заполнения пространства между трубами в процессе пайки. Материал повышает прочность шва и позволяет увеличить срок службы трубопровода.
В зависимости от температуры плавления различают следующие виды припоев:
- мягкий или низкотемпературный. Температура плавления сплава не превышает 300ºС. В основе применяемого сплава находится свинец. Дополнительно добавляются олово, цинк или серебро. Мягкая пайка подходит для трубопроводов с температурой проходящего вещества не более 110ºС и с давлением не более 16 атмосфер. Указанные параметры соответствуют бытовым водопроводам;
- твердый или высокотемпературный. Применяется для трубопроводов с повышенным давлением или температурой проходящей среды, например, для системы отопления. В основе сплава находится медь. В качестве дополнительных металлов используются серебро, цинк, титан. Температура плавления такого припоя в среднем составляет 700ºС.
Высокотемпературный сплав для пайки трубопроводов с повышенными характеристиками
Твердая и мягкая пайка производится при помощи дополнительного вещества – флюса, который выполняет следующие функции:
- дополнительно очищает места пайки от окислов, препятствующих образованию прочного соединения;
- обезжиривает соединяемые участки трубопровода;
- увеличивает растекаемость используемого для пайки припоя, тем самым повышая прочность соединения;
- защищает место стыка труб от окисления в процессе использования трубопровода.
Флюс может быть:
- высокотемпературным (более 450ºС);
- низкотемпературным (менее 450ºС).
Флюс может изготавливаться:
- в жидком виде;
- в твердом виде;
- в виде пасты.
Процесс выполнения работы
Как паять медные трубы? Процесс выполнения сварки следующий:
- по схеме трубопровода определяется длина участка между соединительными узлами. Производится разметка и отрез труб необходимой длины;
- медные трубы под пайку обрабатываются. С отрезов снимается фаска. Рекомендуется тщательно обработать и внутреннюю, и наружную часть трубы. Концы труб очищаются от окислов, пыли или грязи и заусенцев. Очистка труб производится до появления характерного для меди блеска;
- если соединение производится при помощи фитинга, то аналогичным образом обрабатывается и место соединения дополнительного элемента трубопровода;
- если соединение труб производится без применения фитингов, то конец одной трубы расширяется специальным приспособлением. Для получения прочного соединения достаточно увеличить диаметр трубы на 1 – 1,5 мм;
- наносится паста для пайки (флюс). Специальным составом рекомендуется обработать обе трубы или трубу и соединительный фитинг. Паста соответственно наносится на внешнюю и внутреннюю часть соединяемых элементов трубопровода;
- трубы соединяются. Мягкой тряпкой удаляются излишки пасты;
- место будущего шва нагревается при помощи горелки. Для предварительного разогрева меди, в зависимости от мощности используемого оборудования, требуется в среднем 30 секунд – 1 минута;
- по периметру сварного шва наносится припой, который расплавляется паяльником и заполняет пустое пространство между соединяемыми трубами;
- после полного остывания труб место соединения очищается от излишков дополнительных материалов.
Процесс пайки труб можно подробно разобрать, посмотрев видео.
Типичные ошибки пайки
В ходе выполнения работы по пайке труб из меди начинающие мастера часто допускают следующие ошибки:
- некачественная обработка труб перед проведением работы. Любые заусенцы, являющиеся последствием нарезки труб, грязь или окислы приводят к невозможности сделать прочный сварной шов;
- наличие пропусков при обработке труб флюсом. Отсутствие на определенном участке пайки места, не обработанного специальной пастой, приводит к плохому сцеплению между припоем и основным материалом и, как следствие, непрочному шву;
- перегрев труб перед нанесением припоя. В результате перегрева часть паяльной пасты сгорает, что также приводит к плохому сцеплению материалов между собой.
При выполнении работы по пайке труб мастеру необходимо соблюдать правила безопасности. Средства индивидуальной защиты (перчатки, очки и так далее) защищают рабочего от воздействия химических препаратов (флюса) и открытого огня от паяльника. Своевременное проветривание помещения защитит от вредных продуктов горения. Нарушения правил безопасности может привести к пагубным последствиям.
Источник:
Пошаговая инструкция по пайке медных труб своими руками, инструменты и процесс

Изделия из меди имеют много преимуществ перед аналогами, сделанными из других материалов.
Именно поэтому такие трубы широко используются при производстве различных бытовых приборов – газовых колонок и котлов, систем кондиционирования, холодильного оборудования и ряда других.
Из них устраивают и магистрали, так как отсутствие фитингов (на прямолинейных участках) удешевляет монтаж. Одним из методов надежного соединения изделий из меди является пайка, к тому же она нередко применяется и при проведении ремонтных работ.
Понадобятся следующие инструменты, приспособления и материалы:
Он необходим, чтобы обеспечить абсолютную ровность и вертикальность торца заготовки в месте пайки.
Используется довольно часто, когда нужно конец одной трубы «вогнать» в другую.
Им удаляются заусеницы, оставшиеся после разрезания. Круглый напильник не особенно эффективен, а пользоваться надфилем при работе с изделиями малого диаметра – не совсем удобно.
Для домашнего кратковременного применения можно приобрести изделие с одноразовым баллончиком. Они бывают нескольких видов: для твердых припоев (профессиональные) и для твердых и мягких (полупрофессиональные).
Также есть модели более простые, которые применяются для разогрева соединяемых элементов и работы с мягкими припоями.
Вместо них можно воспользоваться и феном, который может обеспечить рабочую температуру не менее 600 0С.
Он крепится на сопле горелки и выполняет 2 функции: обеспечивает равномерность нагрева соединяемых частей и защищает от возгорания предметы, находящиеся вблизи от «рабочей зоны». Кроме того, в зависимости от специфики места работы может понадобиться и кусок брезента, асбестового полотна.
Нужны для удаления окиси меди (щеточки, ершики и тому подобное).
Дополнительно для сочленения труб на изгибах трасс, обустройства отводов, перехода на резьбовое соединение используются специальные фитинги, также изготовленные из меди. Учитывая значительную стоимость этого металла, для экономии целесообразно пользоваться трубным расширителем.
Особо стоит остановиться на используемых для пайки меди материалах.
Припои
Твердые
Выпускаются в виде прутков (стержней). Температура плавления – порядка 900 0С. Применяются для пайки труб, которые в процессе эксплуатации будут подвергаться воздействию повышенных давлений и температур. В бытовом применении – это системы инженерных коммуникаций (водо- и газоснабжение, отопление), а также различные агрегаты (котельное оборудование, холодильные камеры и тому подобное).
В продаже имеются так называемые припои «самофлюсующиеся», при работе с которыми нет необходимости пользоваться специальными добавками (флюсами). К ним относятся, например, медно-фосфорные.
Мягкие
Имеют вид проволоки небольшого сечения (2 – 3 мм). В основе – свинец, олово с добавками серебра или чего-то другого. С такими припоями работают при температурах до 300 0С, чаще всего – при использовании в бытовых целях.
Флюсы
В свою очередь, подразделяются на низко- (до 400 0С) и высокотемпературные (более 450 0С). Они нужны для:
- повышения надежности «сцепки» материала (в данном случае – меди) и припоя;
- изоляции места пайки (предохраняют от доступа кислорода, который провоцирует окисление);
- обезжиривание участков, которые будут соединяться;
- улучшения «растекаемости» припоя;
- дополнительной очистки материалов в месте пайки от окислов.
Технология работы
- Обрезание соединяемых концов труб (труборез).
- Обработка торцов. Снимаются фаски, и в зависимости от способа соединения или подбирается фитинг, или конец одной из труб расширяется (труборасширитель).
- Зачистка поверхностей (достаточно провести их обработку «наждачкой» с мелкими фракциями абразива).У трубы – снаружи, у фитинга – изнутри, до появления характерного для меди блеска.
- Соединение труб (стыковка друг с другом, с фитингом, в зависимости от конфигурации места сочленения).
- На место стыка наносится флюс (если припой – не самофлюсующийся). При помощи кисточки, тонким слоем.
- При помощи горелки производится нагрев данного участка (от 1/3 до 1 минуты). Главное – его равномерность.
- Хорошо прогретое место соединения обрабатывается припоем (по окружности, одновременно перемещая и пламя горелки). От температуры нагрева меди он начнет плавиться. В этом отличие от работы паяльником, где плавление олова зависит от температуры жала инструмента.
- Поверхностная обработка соединенного участка (в основном – убираются излишки флюса).
Что учесть
- Пайка меди требует некоторого опыта. Необходимо исключить, с одной стороны, перегрев материала, а с другой – достичь нужной температуры нагрева трубы, при которой припой будет хорошо расплавляться. Недонагрев приводит к «слипанию» меди и припоя, перегрев – к сгоранию флюса. В обоих случаях такая пайка не будет крепкой.
- Если сочленяются короткие отрезки труб, то есть вероятность того, что при разогреве следующего места первый стык нарушится из-за размягчения припоя. Для предотвращения этого ранее соединенный участок нужно дополнительно охладить. На практике на него накладывается тряпка, хорошо смоченная холодной водой.
- При использовании высокотемпературной пайки/сварки и твердых припоев место будущего соединения обрабатывается паяльной кислотой (продается в специализированных магазинах).
- Необходимо обеспечить качественную вентиляцию помещения, в котором производится работа. При пользовании кислотой – принять соответствующие меры предосторожности.
По ее завершении необходимо проверить надежность соединения (отсутствие протечки) под давлением. Для этого сочлененная труба монтируется в магистраль.
И последнее. Если пайка ведется непосредственно на трассе (например, при устранении протечки), то вода из труб должна быть обязательно слита, а место соединения – хорошо просушено. Воду можно подавать уже минут через 5 после завершения пайки. За это время она остынет.
Источник: