Шабрение, которое также называется шабрование или шабровка, — это технологическая операция, позволяющая выполнять обработку поверхностей металлических деталей с высокой степенью точности и качества.
- Шабрение (шабровка) металла – точное выравнивание поверхности
- Особенности операции и инструменты
- Шабрение плоских деталей
- Шабрение — это … Описание технологии. Шабер слесарный
- Общие сведения о технологии
- Подготовка к шабрению
- Техника шабрения
- Технические параметры шабрения
- Применяемый инструмент
- Плюсы и минусы технологии
- Где применяется шабер слесарный?
- Заключение
- Что такое шабер – техники шабрения и изготовление своими руками
- Виды и конструктивные особенности шаберов
- Форма поверхности под шабрение
- Ручка и рабочая часть шабера
- Степени автоматизации инструмента
- Как научиться правильно скоблить
- Нюансы и приемы шабрения
- Как сделать шабер своими руками
- Простейший в домашних условиях
- Сложный инструмент на станках
- Временное приспособление из напильника
- Шабрение — это … Описание технологии. Шабер слесарный
- Общие сведения о технологии
- Подготовка к шабрению
- Техника шабрения
- Технические параметры шабрения
- Применяемый инструмент
- Плюсы и минусы технологии
- Где применяется шабер слесарный?
- Заключение
- Большая Энциклопедия Нефти и Газа
Шабрение (шабровка) металла – точное выравнивание поверхности
Совершенно не случайно специалисты считают такую операцию одной из самых сложных и трудоемких, так как она практически не поддается механизации, а ее выполнение требует от исполнителя соответствующих навыков и достаточного опыта работы.
Особенности операции и инструменты
Шабрение поверхностей — это финишная слесарная операция, смысл которой состоит в том, чтобы используя специальный инструмент, называемый шабер, соскоблить с детали тонкий слой материала. Толщина материала варьируется в интервале 0,005–0,07 мм. При помощи такой операции преимущественно обрабатываются изделия из металла, достаточно редко — детали из пластика и древесины.
Такой технологический процесс просто идеально подходит для обработки частей, которые в дальнейшем будут сопрягаться и перемещаться относительно друг друга.
В подобных подвижных соединениях, сформированных из деталей с идеально обработанными плоскостями, надежно удерживается смазочный материал, и обеспечено плотное прилегание элементов, что является необходимым условием точного функционирования узла. Используя операцию шабрения, выполняют обработку:
- деталей приборов различного назначения;
- элементов подшипников скольжения;
- наружной части измерительных инструментов и контрольных приспособлений: поверочных плит, линеек, угольников и др.;
- направляющих элементов различных станков: токарного, сверлильного и др.;
- плоских и криволинейных поверхностей любого другого назначения, к которым предъявляются повышенные требования по степени их шероховатости и точности взаимного расположения.
Шабровка деталей токарного станка
Процесс шабрения, как уже говорилось выше, практически не поддается механизации. Выполняют такую технологическую операцию при помощи ручного инструмента, который называется шабером. На сегодняшний день используются следующие виды инструментов для выполнения шабрения:
- классифицирующиеся по конфигурации своей режущей части на плоские, фасонные и трехгранные;
- подразделяющиеся по своей конструкции на цельные и составные;
- одно- и двухсторонние инструменты, отличающиеся количеством режущих частей.
Конструкции шаберов: а — односторонний плоский, б — с загнутым концом, в — двусторонний плоский; г — многогранные; д — углы заточки
При производстве инструментов, предназначенных для выполнения шабрения, в качестве основного материала используется инструментальная сталь. В тех случаях, когда инструмент имеет составную конструкцию, его рабочая часть может быть оснащена твердосплавными пластинами или режущими элементами, изготовленными из быстрорежущей стали.
Державка шаберной пластины
На геометрические параметры инструментов, при помощи которых выполняется шабровка, оказывает влияние ряд параметров:
- материал изготовления детали, которую предстоит обрабатывать;
- угол, под которым инструмент располагается по отношению к поверхности детали;
- характеристики поверхности, необходимые для получения в процессе выполнения обработки.
Шабрение плоских поверхностей преимущественно выполняется при помощи одно- и двухстороннего инструмента, режущая часть которого может иметь прямолинейную или криволинейную конфигурацию. В зависимости от типа обработки, торцевой участок инструмента затачивается под различным углом по отношению к его оси:
- при выполнении черновой обработки — 75–90°;
- для выполнения обработки отделочного типа — 90–100°;
- шаберы для выполнения финишной чистовой обработки — 90°.
На параметры данного угла оказывает влияние и твердость металла, поверхность которого необходимо подвергнуть обработке. Так, шабрение деталей, изготовленных из мягких материалов, производится инструментом, торцевая часть которого заточена под углом 35–40 градусов по отношению к оси инструмента, изделий из стали — 75–90 градусов, из бронзы и чугуна — 90–10°градусов.
На величину таких параметров основное влияние также оказывает твердость обрабатываемого металла и тип обработки.
Те, кто профессионально занимается слесарным делом, наверняка знают, что более твердые металлы обрабатываются инструментом с узкой рабочей частью и минимальным радиусом закругления режущей кромки.
В зависимости от типа обработки и требований, предъявляемых к степени шероховатости обрабатываемой детали, ширина режущей кромки шабера выбирается в следующих пределах:
- черновая обработка — 20–30 мм;
- чистовое шабрение — 15–20 мм;
- отделочная обработка — 5–12 мм.
Шабрение плоских поверхностей — наиболее простая технологическая операция. Для выполнения обработки элементов криволинейной конфигурации используется инструмент с более сложной формой его режущей части.
Так, части подшипников скольжения обрабатываются при помощи шаберов, имеющих кольцевую конструкцию, а поверхности вогнутой формы — инструментом, который обладает одновременно тремя режущими гранями.
Такие инструменты, которые совсем несложно заправить и заточить своими руками, имеют на своей режущей части продольные желобки, а угол заострения их режущей части составляет 60°.
Шабрение плоских деталей
Операция шабрения поверхностей деталей, имеющих плоскую форму — наиболее распространенная технологическая операция, алгоритм выполнения которой уже хорошо отработан на протяжении нескольких десятилетий. Таким способом, в частности, выполняют обработку элементов станины, направляющих токарного и станков любого другого типа.
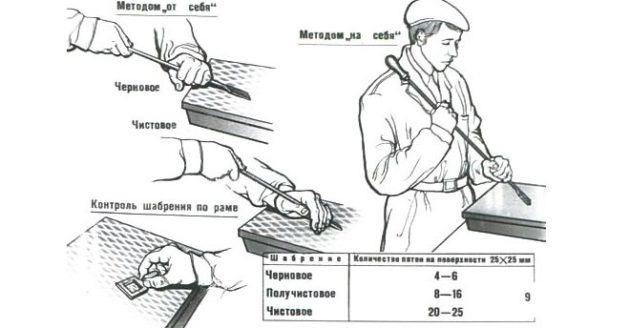
Инструмент, при помощи которого выполняется операция шабрения, может перемещаться вручную «на себя» или «от себя».
Практически все специалисты слесарного дела подтверждают, что более производительным шабрение получается в том случае, если инструмент двигается «на себя».
Очень важным моментом для выполнения качественной обработки является правильная подготовка поверхности, которая ей будет подвергаться.
Неотъемлемым элементом данного технологического процесса является краска, необходимая для более качественного выполнения шабрения.
Такая краска, представляющая собой смесь машинного масла с суриком, лазурью или синькой, изначально наносится на поверочную плиту, с которой затем посредством круговых движений переносится на поверхность обрабатываемой детали.
При помощи нанесенной таким образом краски специалист выявляет на поверхности детали наиболее выступающие участки, подлежащие шабрению в первую очередь.
Алгоритм, по которому выполняется шабрение с движением шабера «на себя», выглядит следующим образом:
- деталь, которую предстоит обрабатывать, фиксируют в тисках;
- шабер берут обеими руками в средней его части и подводят его режущую часть к поверхности детали, следя за тем, чтобы угол наклона по отношению к поверхности изделия составлял порядка 80°;
- режущая кромка инструмента, при помощи которой будет выполняться операция шабрения, подводится к границе окрашенного пятна, затем оно соскабливается;
- выполняется непосредственно шабрение, сначала черновое или предварительное, а затем — чистовое.
Естественно, габаритные элементы токарного или любого другого станка, которые не представляется возможным снять и зафиксировать в тисках, обрабатываются по месту. При выполнении шабрения, как и любых других слесарных работ, следует строго придерживаться требований техники безопасности.
Контроль качества выполненного шабрения осуществляется при помощи специальной рамки с прозрачным окошком, размеры которого составляют 25 на 25 мм. В таком окошке, если операция шабрения выполнена качественно, должно явно просчитываться 12–16 пятен краски, распределенных равномерно по всей его площади. Техника выполнения такого контроля выглядит следующим образом:
- рамку с окошком помещают на поверхность обработанной детали;
- считают количество пятен краски на площади поверхности, ограниченной окошком рамки;
- данную процедуру повторяют в нескольких местах поверхности детали;
- высчитывают среднее арифметическое количества пятен краски в окошке и сравнивают его с нормативным показателем — 12–16 пятен.
Такое приспособление, как рамка с окошком, не подходит для проверки качества обработки криволинейных поверхностей. Поэтому для таких целей используют гибкую полимерную пленку, на которую нанесена сетка с размерами 25 на 25 мм.
Удобство использования такой пленки состоит в том, что ей можно с легкостью придать ту конфигурацию, которую имеет поверхность обработанной детали.
Удовлетворительно проведенной обработка считается в том случае, если на 75-ти участках поверхности детали количество пятен краски в окошке соответствует нормативному значению.
После операции шабрения, как правило, проводится процедура притирки, которая позволяет выровнять обрабатываемую поверхность с точностью до 0,0001 мм. Выполняется этот процесс не только при помощи инструмента различного вида, но и с применением абразивных материалов: порошков и паст.
Источник:
Шабрение — это … Описание технологии. Шабер слесарный
 Слесарные мероприятия, направленные на обеспечение гладкости поверхностей различных материалов, представляют целую группу операций. К ним можно отнести распространенные техники шлифования, пропиливания, резки и полировки.
Слесарные мероприятия, направленные на обеспечение гладкости поверхностей различных материалов, представляют целую группу операций. К ним можно отнести распространенные техники шлифования, пропиливания, резки и полировки.
Объединяет эти методы доводки поверхностей применение абразивов с той или иной степенью и конфигурацией зернистости. Во многом с ними схоже, но имеет и принципиальные отличия шабрение.
Это техника, позволяющая с высокой точностью получить гладкую поверхность заготовки, что в дальнейшем позволит мастеру обеспечить ее плотное сопряжение с другими материалами.
Общие сведения о технологии
Операция чаще всего используется применительно к металлу, но в некоторых случаях схожими методами обрабатывают пластиковые и деревянные поверхности. Суть технологии заключается в ликвидации выраженных выпуклостей на изделии.
То есть с помощью специального инструмента обеспечивается притирка неровностей. Для понимания степени точности стоит отметить, что высота снимаемого слоя рассчитывается в микронах.
С точки зрения управления операцией, шабрение – это механический ручной, но не автоматизированный процесс. В нем используется слесарный инструмент, но машины и станковые механизмы пока не имеют широкого использования в этой сфере.
Особенностью метода является то, что он используется и в работе с нестандартными округлыми поверхностями, где требуется учет уклона радиальности. К примеру, это могут быть криволинейные и цилиндрические изделия.
Подготовка к шабрению
Использование шабрения обусловлено задачами получения высокоточной в плане гладкости поверхности. Поэтому применение специализированного инструмента для достижения такого результата при работе с материалами, имеющими грубую поверхность, себя не оправдывает.
Соответственно, заготовки изначально проходят этапы первичной зачистки, а также шлифования и даже полировки. Востребованность последних операций определяется тем, с какими параметрами реализуются конкретные слесарные работы и, в частности, шабрение.
Опытные мастера практикуют использование поверочных деталей. Это заготовки, которые являются образцовыми для получаемого изделия. Также на этом этапе должна быть готова вспомогательная оснастка, с помощью которой оператор будет осуществлять отдельные технологические действия.
Например, может применяться специальное грунтующее масло или краска.
Техника шабрения
После выполнения подготовительных обрабатывающих действий первым делом на рабочую поверхность наносится специальная краска. Ее задача заключается в обозначении притирочного рисунка, а также в выявлении наиболее выдающихся на поверхности участков.
Иногда большие площади зонируют на отдельные участки в зависимости от сложности их доведения до нужного состояния. Так или иначе, по сформированному рисунку и производится шабрение. Это означает, что обработка ведется не по сплошной площади, а в некотором смысле точечно.
Эффективность и качество получаемого среза определяются и частотой, с которой производится зачистка. После того как запланированный объем среза был выполнен, мастер производит еще одно покрытие поверхности краской, которая вновь выявляет выпуклости и неровности. Таким образом производится контроль качества шабрения.
К слову, цикл операции может повторяться несколько раз в зависимости от того, насколько каждый сеанс приближает поверхность заготовки к образцу.
Технические параметры шабрения
И в случае обработки плоских поверхностей, и в доводке криволинейных изделий технология позволяет получить гладкость с припуском неровностей порядка 0,002 мм при длине 1000 мм. Например, площадка размером 25 х 25 мм2 может иметь до 30 обработанных краской пятен на выходе. Количеством пятен также определяет уровень точности шабрения.
Тонкими считаются поверхности, на которых присутствует свыше 22 пятен. И напротив, грубым будет считаться изделие, на поверхности которого присутствует не более 6 пятен. Опять же, количество обработанных краской оставшихся островков будет рассчитываться на площади 25 х 25 мм2.
В зависимости от этого параметра определяются и виды шабрения – между тонким и грубым срезом также выделяют точную и чистовую доработки. Какой в конкретном случае следует получить результат – это зависит от технического задания. Не всегда требуется обеспечение тонкого среза с наличием 30 пятен. Иногда для выполнения требований к герметичности достаточно и грубой обработки.
Но грубое шабрение нельзя сравнивать с аналогичной характеристикой при шлифовании – в обоих случаях речь идет о разных порядках высоты оставшихся выпуклостей.
Применяемый инструмент
В классическом исполнении шабер представляет собой металлический стержень, обеспеченный режущими кромками. Важной особенностью устройства является основа, выполненная из инструментальной углеродистой стали.
Благодаря таким сплавам шабер слесарный эффективно работает с большинством металлических изделий.
Также некоторые модели могут снабжаться специальными пластинами-насадками, отличающимися разными свойствами – соответственно, оснастка подбирается под конкретные задачи.
Уже отмечалось, что преимущественно шабрение осуществляется ручным инструментом. Этот способ позволяет получить высокоточный качественный результат, но имеет минус – это операция трудоемкая, требует немалых физических усилий.
Поэтому, если особых требований к качеству не предусматривается, используют пневматические и электрические шабровочные станки.
Механизированное шабрение деталей из-за отсутствия возможности регулировки оказываемого давления на поверхность не всегда дает точную обработку, но зато выгодно отличается от ручного метода скоростью выполнения операций.
Плюсы и минусы технологии
Главный недостаток шабрения заключается в затратности и сложности процесса. Это одна из самых хлопотных слесарных операций, к которой прибегают лишь в особых случаях.
Причем даже ручная техника, предполагающая использование простого по устройству инструмента, будет недешевой из-за необходимости применения расходного материала в виде шаберной краски. К достоинствам, которых все же немало у данного метода обработки, можно отнести получение высокоточного среза.
Аналогичный эффект не могут обеспечить другие слесарные работы (за исключением технологичного оборудования для шлифования и полировки).
Но и в этом случае будут иметь место те же недостатки – шлифовальные машины с повышенной производительностью действуют по иному принципу и не всегда способны достичь схожего качественного уровня среза. И это не говоря о затратах на само оборудование, которое по цене может превосходить пневматические и электрические шаберы.
Где применяется шабер слесарный?
Практика показывает, что шабрение в профессиональной сфере выполнения слесарных работ занимает порядка 20% от всех операций. Тем не менее, ниша, в которой используется выпускаемая таким образом продукция, довольно ограничена.
В основном шаберы используют в процессах изготовления деталей для станков, машин, промышленного оборудования и т. д. Важно не забывать, что шабрение – это способ получения высокоточных в показателях гладкости поверхностей. Причем сами поверхности могут быть и криволинейными.
К примеру, качественные подшипники с оптимальными радиальными плоскостями можно получить только таким способом.
Заключение
Сложность доведения металлических поверхностей до состояния, при котором на них будут отсутствовать даже видимые глазу неровности, определила и высокую ответственность самого исполнителя.
Дело в том, что самая качественная операция (шабрение) предполагает ручную доработку, напрямую зависящую от навыков мастера. Опытный слесарь должен учитывать в процессе работы массу нюансов.
К ним можно отнести и подбор шаберной краски, и применение той или иной частоты хода инструмента, и другие тонкости, которые определят достоинства конечного результата.
Источник:
Что такое шабер – техники шабрения и изготовление своими руками
 Шабер – это инструмент для финишной обработки деталей, путем скобления снимающий тонкий слой материала, до 0,01 мм.
Шабер – это инструмент для финишной обработки деталей, путем скобления снимающий тонкий слой материала, до 0,01 мм.
Его используют в слесарных работах для зачистки металла перед пайкой или сборкой ответственных конструкций, реже – для шлифовки деревянных изделий. Шабрение производят после черновой обработки напильником или резцом.
В ходе операции поверхность проверяют, прикладывая к поверочной пластине, покрытой тонким слоем краски. Неровности, покрывшиеся краской, скоблят повторно.
Виды и конструктивные особенности шаберов
Существует две разновидности шаберов: для металлических деталей и строительные. Шаберы по металлу производят из стали инструментального типа, устанавливая в паз на корпусе твердосплавные стальные пластинки. Габаритные размеры и углы заточки меняются в зависимости от материала и механизма обработки исходного изделия, а также от угла постановки инструмента к обрабатываемой плоскости.
Форма поверхности под шабрение
Рабочая поверхность инструмента может быть плоской, с тремя гранями или фасонной под определенную задачу.
Плоский шабер – орудие для взаимодействия с прямыми поверхностями и шабрения острых уголков. Годится для мягких металлов вроде алюминия, баббита. По конструкции может быть односторонним или двухсторонним – последний служит дольше. Длина инструмента с режущей частью по одной стороне – до 250 мм, двухстороннего – до 400 мм.
Ширина различается по методу шабровки:
- 5-10 мм – для высокоточной обработки;
- 12-20 мм – под шабрение небольшой точности;
- 20-30 мм – для грубого чернового соскабливания.
Угол затачивания – 65-75⁰ для черновой обработки, 90⁰ – для чистовой; ширина действующей режущей части – 1-3 мм.
Трехгранный шабер применяют для выскабливания внутренних поверхностей цилиндрических деталей. Виды инструмента:
- с прямым кончиком;
- выгнутый.
Длина – 70-100 мм, оптимальный угол затачивания – 60⁰. На рабочей части выпилены желобки для облегчения заточки.
Фасонный шабер – орудие с резцом, выточенным под заданную форму. Справляется с труднодоступными гранями и уголками детали. Обычно конструктивно он разборный — рукоятка и несколько пластинок различных форм толщиной около 2 мм.
Ручка и рабочая часть шабера
Цельным шабером можно шлифовать поверхности только под заданным углом. Для обработки другого материала или сложной неровности требуется перезаточка или смена оборудования. Производители предлагают инструменты со сменными пластинками-вставками, позволяющие избежать лишних операций. Чтобы соскоблить угол после ровной поверхности, надо только сменить насадку.
Универсальный шабер – это сборное орудие, которое состоит из пяти частей:
- корпус металлический;
- ручка из дерева или металла;
- держатель из металла;
- винт зажимной;
- сменная пластинка из инструментальной стали.
Пластинка ставится в зажимной механизм корпуса и закручивается винтом, который может быть расположен снаружи на корпусе либо внутри рукоятки. В последнем случае винт закручивают поворотом ручки по часовой стрелке, а ослабляют – против.
Рационализаторы научно технической сферы, в частности С.Г. Кононенко, разработали усовершенствованную конструкцию, также разборную.
Она состоит из рукоятки, корпуса и сменной пластины, но крепление осуществляется без помощи винта. На конце пластинки есть хвостовик, напоминающий раздвоенный хвост ласточки.
Он надежно закрепляется в пазе и позволяет снимать пластинку за пару секунд без усилий.
Степени автоматизации инструмента
Автоматизация оборудования ускоряет строительство и работу с металлом. Шабрение – продолжительный и трудоемкий процесс. Сегодня единственный инструмент, который обеспечивает скорую шабровку – это электрический шабер.
Применяется для:
- снятия остатков краски;
- удаления пластов штукатурки;
- отскребания застывшего клея для плитки;
- удаления следов цемента и стяжки.
Строительный электрошабер не используют для шлифовки металла – его применяют исключительно в строительстве. Это устройство с корпусом в виде цилиндра, внутри которого установлен двигатель. Насадка движется по принципу «вперед-назад», начиная работу в момент, когда ее плотно прижимают к обрабатываемой поверхности, что обеспечивает точность шлифовки.
Порядок работы с электроинструментом:
- Прочно закрепите заготовку в тисках.
- Включите прибор в сеть и задайте скорость перемещения насадки в зависимости от материала заготовки.
- Плотно прижмите рабочую часть к поверхности заготовки.
- Не меняя нажима, постепенно продвигайте инструмент вперед.
Существует три типа насадок:
- узкая;
- широкая;
- шпатель;
- стаместка по дереву.
Широкие используют при обработке обширных поверхностей, узкие – для зачистки труднодоступных мест, шпатели – для деликатных поверхностей. Шпатели и стаместки различаются по ширине, как и обычные насадки.
Как научиться правильно скоблить
Шабровка в домашнем строительстве не предполагает предварительной подготовки поверхностей, а вот шабрение металла в промышленных условиях требует сноровки.
Чтобы работать инструментом своими руками, нужно знать, что такое шабрение, – это порядок операций, выполняемых последовательно.
- Смажьте пластинку для контроля шабровочной краской – смесью сажи и моторного масла.
- Приложите деталь, требующую шабровки, к пластинке и плавно проведите ей вперед-назад.
- Посмотрите на пятнышки, возникшие на поверхности. Белые говорят об отсутствии краски и обозначают самые глубокие места, черные – о наличии краски и обозначают среднюю глубину, серые – наличие выступов, требующих шабрения.
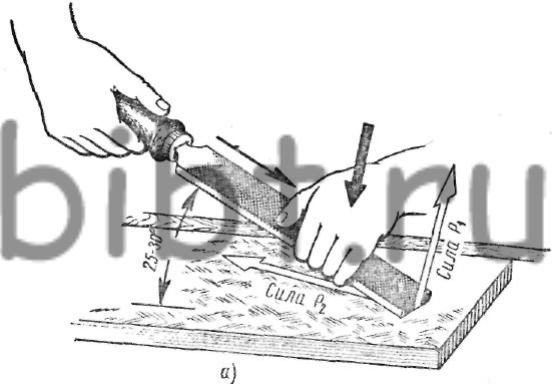
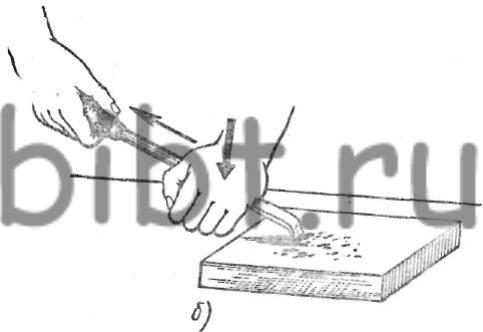
- Подготовьте отточенный инструмент и начинайте соскабливать неровности. Держите шабер под углом 30-40⁰, делайте движение вперед с нажимом, а назад возвращайтесь спокойно. Начинайте с длинных штрихов – от 20 мм, и медленно сокращайте амплитуду – до 5 мм. Двигайте инструмент в разные стороны – штрихи должны скрещиваться под углом 45⁰.
- По завершении шабрения протрите деталь и повторите окрашивание. Уточните чистоту шлифовки с помощью контрольного квадрата.
Контрольная рамка 25х25 мм позволяет определить, насколько глубоко выполнена шабровка. Для этого приложите рамку к детали и посчитайте число пятен внутри нее:
- 5-6 – грубо;
- 7-10 – чисто;
- 11-14 – точно;
- от 22 – ювелирно.
Как выбрать шабер в зависимости от поверхности:
- прямой – для обтачивания краев;
- фасонный – для гнутых деталей;
- узкий – для твердых сплавов и материалов;
- широкий – для скобления мягких материалов;
- радиусный – для плоских поверхностей.
Угол заточки острия шабера:
- стандартный – 60-70⁰;
- для бронзы и чугуна – около 100⁰;
- для мягких сплавов – 40⁰.
Нюансы и приемы шабрения
Механизм шабрения зависит от типа поверхности. Порядок обработки детали с плоскими поверхностями:
- Прокатайте деталь по поверочной пластинке, выявите неровности.
- Выполните предварительную обработку инструментом с длинной режущей кромкой. Начинайте от края детали. Разбейте все круглые пятна краски пополам, а овальные – на несколько частей.
- Прокатайте деталь по поверочной пластине повторно.
- Выполните чистовую обработку шабером с короткой кромкой – до 15 мм.
Шабрение металла заключается в снятии неровностей с поверхностей металлических деталей.
Существует два приема шабрения:
- от себя, когда инструмент установлен под углом 25⁰, а нажим осуществляется при движении вперед;
- на себя, когда рабочее движение – перемещение инструмента назад.
Второй прием более производительный – при работе от себя на поверхности остаются зазубрины и шероховатости, на устранение которых требуется время.
Механизмы шабровки:
- черновая – со сменой направления, длина хода инструмента – 2-3 см;
- получистовая – узким инструментом, длина хода – 0,5-1 см;
- чистовая – шабером шириной от 5 до 12 мм, длина хода – 0,3-0,5 мм
- перекрестная – короткими штрихами с пастой ГОИ.
Паста ГОИ – вещество, способствующее улучшению эффективности шабрения.
Хитрости работы:
- Используйте дисковый инструмент для обработки больших поверхностей. Чтобы сделать его самостоятельно, закрепите заточенный отрезной диск в державке. Когда одна грань затупится, переверните диск и продолжайте манипуляции.
- Выбирайте цельный шабер, изготовленный из твердой инструментальной стали типа ШХ15. У разборного рукоятка может быть выполнена из углеродистой стали.
- Механизированный шабер ускоряет процедуру шлифовки в 15-20 раз.
Как сделать шабер своими руками
Купить достойный шабер не составит труда, но имея в хозяйстве подручные материалы, вы можете сделать инструмент, идеально подходящий для собственных нужд.
Простейший в домашних условиях
Простейший слесарный шабер можно изготовить своими руками при наличии одной лишь твердосплавной пластинки для рабочей части.
Необходимые инструменты и материалы:
- четырехгранный пруток 15х15;
- быстросменная пластинка Т5К10;
- болт с шайбой;
- наждачная бумага;
- болгарка;
- тиски.
Последовательность действий для изготовления:
- От прутка болгаркой отпилите часть длиной 25-30 см. Это будущий корпус.
- Зажмите корпус в тисках и выполните отрезным кругом болгарки пропил вдоль на глубину 2-3 см.
- Сделайте замер режущей пластинки и выпилите в прутке паз под нее глубиной около 0,5-1 см.
- Поперек просверлите отверстие под зажимной болт.
- Зачистите все срезы наждачной бумагой и установите пластинку в паз.
- Закрутите болт отверткой или шестигранником.
Сложный инструмент на станках
При наличии станков и электрооборудования можно изготовить своими руками шабер сложной конструкции.
Инструменты и материалы:
- шаберная пластина
- фрезерный станок;
- токарный станок;
- стальной пруток 2х1,5 см;
- стальной стержень диаметром 0,5 см.
Последовательность изготовления:
- Из металлического прутка выточите основание под пластину и крышку.
- В основании инструмента просверлите поперечное отверстие для крепления крышки на винт.
- На кончике стального стержня вырежьте резьбу, а в крышке и основании шабера просверлите продольное отверстие аналогичного диаметра. Нарежьте внутреннюю резьбу.
- Закрепите стержень на основании.
- Выточите из дерева рукоятку – можете использовать ножку от обыкновенного стула.
- В рукоятке просверлите отверстие и установите внутрь стержень шабера.
- Рукоятку можете дополнительно усилить металлическим кольцом, предварительно выточив его из мягкого металла.
Временное приспособление из напильника
Шабер из напильника стоит мастерить только тогда, когда другого материала под рукой нет. Напильник для качественного скребка должен быть достаточно широким – около 8-10 мм и изготовлен из твердого материала. Оптимальная длина инструмента совпадает с длиной ладони или значительно больше. Рукоятка удобная, хорошо лежит в руке, не травмируя ладонь при работе.
Последовательность изготовления:
- Заточите рабочую кромку напильника под пластинку шабера. Для снятия большого припуска выточите ровную линию, для чистовой шабровки – округлую.
- С помощью бруска или электрического наждака заточите инструмент так, чтобы с одной стороны образовалась насечка 1 см, торец стал плоским, а с боков образовались скругления.
Следующим этапом заправьте инструмент алмазной пастой на абразивном бруске, например, F120:
- Закрепите брусок на рабочей поверхности.
- Установите шабер торцом на брусок и проведите им по направлению к себе несколько раз, пока не сточатся мелкие неровности.
Если в процессе работы инструмент будет скользить, заправьте его повторно.
Чтобы зачистить поверхность от грязи или неровностей либо зашлифовать слой металла до однородной гладкой текстуры, используйте шабер – что это такое, вам теперь известно. Выбирайте инструмент согласно типу обрабатываемой поверхности и требованиям к итоговой шероховатости материала.
Источник:
Шабрение — это … Описание технологии. Шабер слесарный
 Слесарные мероприятия, направленные на обеспечение гладкости поверхностей различных материалов, представляют целую группу операций. К ним можно отнести распространенные техники шлифования, пропиливания, резки и полировки.
Слесарные мероприятия, направленные на обеспечение гладкости поверхностей различных материалов, представляют целую группу операций. К ним можно отнести распространенные техники шлифования, пропиливания, резки и полировки.
Объединяет эти методы доводки поверхностей применение абразивов с той или иной степенью и конфигурацией зернистости. Во многом с ними схоже, но имеет и принципиальные отличия шабрение.
Это техника, позволяющая с высокой точностью получить гладкую поверхность заготовки, что в дальнейшем позволит мастеру обеспечить ее плотное сопряжение с другими материалами.
Общие сведения о технологии
Операция чаще всего используется применительно к металлу, но в некоторых случаях схожими методами обрабатывают пластиковые и деревянные поверхности. Суть технологии заключается в ликвидации выраженных выпуклостей на изделии.
То есть с помощью специального инструмента обеспечивается притирка неровностей. Для понимания степени точности стоит отметить, что высота снимаемого слоя рассчитывается в микронах.
С точки зрения управления операцией, шабрение – это механический ручной, но не автоматизированный процесс. В нем используется слесарный инструмент, но машины и станковые механизмы пока не имеют широкого использования в этой сфере.
Особенностью метода является то, что он используется и в работе с нестандартными округлыми поверхностями, где требуется учет уклона радиальности. К примеру, это могут быть криволинейные и цилиндрические изделия.
Подготовка к шабрению
Использование шабрения обусловлено задачами получения высокоточной в плане гладкости поверхности. Поэтому применение специализированного инструмента для достижения такого результата при работе с материалами, имеющими грубую поверхность, себя не оправдывает.
Соответственно, заготовки изначально проходят этапы первичной зачистки, а также шлифования и даже полировки. Востребованность последних операций определяется тем, с какими параметрами реализуются конкретные слесарные работы и, в частности, шабрение.
Опытные мастера практикуют использование поверочных деталей. Это заготовки, которые являются образцовыми для получаемого изделия. Также на этом этапе должна быть готова вспомогательная оснастка, с помощью которой оператор будет осуществлять отдельные технологические действия.
Например, может применяться специальное грунтующее масло или краска.
Техника шабрения
После выполнения подготовительных обрабатывающих действий первым делом на рабочую поверхность наносится специальная краска. Ее задача заключается в обозначении притирочного рисунка, а также в выявлении наиболее выдающихся на поверхности участков.
Иногда большие площади зонируют на отдельные участки в зависимости от сложности их доведения до нужного состояния. Так или иначе, по сформированному рисунку и производится шабрение. Это означает, что обработка ведется не по сплошной площади, а в некотором смысле точечно.
Эффективность и качество получаемого среза определяются и частотой, с которой производится зачистка. После того как запланированный объем среза был выполнен, мастер производит еще одно покрытие поверхности краской, которая вновь выявляет выпуклости и неровности. Таким образом производится контроль качества шабрения.
К слову, цикл операции может повторяться несколько раз в зависимости от того, насколько каждый сеанс приближает поверхность заготовки к образцу.
Технические параметры шабрения
И в случае обработки плоских поверхностей, и в доводке криволинейных изделий технология позволяет получить гладкость с припуском неровностей порядка 0,002 мм при длине 1000 мм. Например, площадка размером 25 х 25 мм2 может иметь до 30 обработанных краской пятен на выходе. Количеством пятен также определяет уровень точности шабрения.
Тонкими считаются поверхности, на которых присутствует свыше 22 пятен. И напротив, грубым будет считаться изделие, на поверхности которого присутствует не более 6 пятен. Опять же, количество обработанных краской оставшихся островков будет рассчитываться на площади 25 х 25 мм2.
В зависимости от этого параметра определяются и виды шабрения – между тонким и грубым срезом также выделяют точную и чистовую доработки. Какой в конкретном случае следует получить результат – это зависит от технического задания. Не всегда требуется обеспечение тонкого среза с наличием 30 пятен. Иногда для выполнения требований к герметичности достаточно и грубой обработки.
Но грубое шабрение нельзя сравнивать с аналогичной характеристикой при шлифовании – в обоих случаях речь идет о разных порядках высоты оставшихся выпуклостей.
Применяемый инструмент
В классическом исполнении шабер представляет собой металлический стержень, обеспеченный режущими кромками. Важной особенностью устройства является основа, выполненная из инструментальной углеродистой стали.
Благодаря таким сплавам шабер слесарный эффективно работает с большинством металлических изделий.
Также некоторые модели могут снабжаться специальными пластинами-насадками, отличающимися разными свойствами – соответственно, оснастка подбирается под конкретные задачи.
Уже отмечалось, что преимущественно шабрение осуществляется ручным инструментом. Этот способ позволяет получить высокоточный качественный результат, но имеет минус – это операция трудоемкая, требует немалых физических усилий.
Поэтому, если особых требований к качеству не предусматривается, используют пневматические и электрические шабровочные станки.
Механизированное шабрение деталей из-за отсутствия возможности регулировки оказываемого давления на поверхность не всегда дает точную обработку, но зато выгодно отличается от ручного метода скоростью выполнения операций.
Плюсы и минусы технологии
Главный недостаток шабрения заключается в затратности и сложности процесса. Это одна из самых хлопотных слесарных операций, к которой прибегают лишь в особых случаях.
Причем даже ручная техника, предполагающая использование простого по устройству инструмента, будет недешевой из-за необходимости применения расходного материала в виде шаберной краски. К достоинствам, которых все же немало у данного метода обработки, можно отнести получение высокоточного среза.
Аналогичный эффект не могут обеспечить другие слесарные работы (за исключением технологичного оборудования для шлифования и полировки).
Но и в этом случае будут иметь место те же недостатки – шлифовальные машины с повышенной производительностью действуют по иному принципу и не всегда способны достичь схожего качественного уровня среза. И это не говоря о затратах на само оборудование, которое по цене может превосходить пневматические и электрические шаберы.
Где применяется шабер слесарный?
Практика показывает, что шабрение в профессиональной сфере выполнения слесарных работ занимает порядка 20% от всех операций. Тем не менее, ниша, в которой используется выпускаемая таким образом продукция, довольно ограничена.
В основном шаберы используют в процессах изготовления деталей для станков, машин, промышленного оборудования и т. д. Важно не забывать, что шабрение – это способ получения высокоточных в показателях гладкости поверхностей. Причем сами поверхности могут быть и криволинейными.
К примеру, качественные подшипники с оптимальными радиальными плоскостями можно получить только таким способом.
Заключение
Сложность доведения металлических поверхностей до состояния, при котором на них будут отсутствовать даже видимые глазу неровности, определила и высокую ответственность самого исполнителя.
Дело в том, что самая качественная операция (шабрение) предполагает ручную доработку, напрямую зависящую от навыков мастера. Опытный слесарь должен учитывать в процессе работы массу нюансов.
К ним можно отнести и подбор шаберной краски, и применение той или иной частоты хода инструмента, и другие тонкости, которые определят достоинства конечного результата.
Источник:
Большая Энциклопедия Нефти и Газа
 Обращение с поверочными плитами и линейками впроцессе шабрения должно быть очень осторожным, так как от состояния поверочного инструмента зависит качество и точность шабрения. [47]
Обращение с поверочными плитами и линейками впроцессе шабрения должно быть очень осторожным, так как от состояния поверочного инструмента зависит качество и точность шабрения. [47]
Образование рисок, заусенцев и шероховатостей впроцессе шабрения происходит по причинам плохой заправки шабера и неправильных его движений при работе. [48]
Образование рисок, заусенцев и шероховатостей впроцессе шабрения происходит вследствие плохой заправки шабера и не правильных его движений при работе. [49]
В последнее время применяют новую технологию, в которойпроцесс шабрения совмещают с доводкой.
После шабрения на обрабатываемую поверхность наносят слой разведенной керосином пасты ГОИ и притирают чугунной плитой до потемнения пасты.
Затем производят разбивку поверхности и вновь производят притирку. Такая технология дает высокую точность и в 1 5 — 2 раза производительнее обычного шабрения. [51]
Для облегчения работы и повышения производительности рекомендуется: а) механизироватьпроцесс шабрения путем использования специальных станков, механизированных шаберов электрического или пневматического действия [4, 5]; б) заменять шабрение шлифованием, строганием или фрезерованием. [52]
Вследствие высокого квалитета точности и малой шероховатости обрабатываемой поверхности строгание широкими резцами вытесняетмалопроизводительный процесс шабрения. Этот метод является весьма производительным, так как ширина режущей кромки резца может быть 25 — 100 мм и более при скорости строгания до 20 м / мин.
Так как керосин в качестве СОЖ является пожароопасной жидкостью, то в промышленности начинают применять замороженные СОЖ в виде брусков ( Аквол — 10М), при этом расход СОЖ снижается в 100 — 150 раз по сравнению с жидкими веществами, кроме того, нет необходимости устанавливать ограждение для защиты рабочего от разбрызгивания СОЖ. [53]
При втором методе шабрения промежуточные базовые площадки ( маяки), играющие роль ориентиров впроцессе шабрения плоскости, вышабриваются на расстоянии друг от друга — перекрываемом длиной имеющегося инструмента.
Правильнбсть положения площадок контролируется уровнем, устанавливаемым на линейке. Шабрением перемычек между базовыми площадками по поверочной линейке достигают необходимой прямолинейности направляющей.
Таким образом вся плоскость отшабривается участками от одной пары площадок к другой. [54]
Эти, а также другие виды брака шаброванной поверхности получаются в результате невнимательности или неумения вестипроцесс шабрения. Так, например, неравномерное расположение пятен на пришабриваемой поверхности получается в тех случаях, когда слесарь шабрит поверхность длинными штрихами или сильно нажимает на шабер. [55]
Процесс шабрения требует затраты больших физических усилий, весьма трудоемок и удлиняет цикл производства, поэтому механизацияпроцесса шабрения — это один из путей повышения производительности труда. [56]
Закаленные направляющие можно шлифовать вручную с помощью пневматических или электрических ручных шлифовальных машинок точечным методом, аналогичнопроцессу шабрения по краске.
Для доводки применяются также войлочные круги, на которых накатаны шлифовальные порошки. В связи с распространением закалки шлифование направляющих на месте ремонта становится настоятельной необходимостью.
Подача в них осуществляется перемещением вручную по исправленным направляющим задней бабки. [57]
Ручная обработка закаленных направляющих абразивными кругами может производиться и при помощи электрифицированного инструмента с гибким валом точечным шлифованием аналогичнопроцессу шабрения по краске. Этот способ обработки закаленных направляющих более производителен, чем первый. [58]
Преимуществом применения последнего способа является более правильное кза-имное положение шабруемых поверхностей, достигаемое в некотором смысле почти автоматически, в то время как при выполнении шабровочных работ по контрольному инструменту требуется по -, стоянное наблюдение впроцессе шабрения за правильностью направления ( взаимного положения) шабруемых поверхностей, что значительно усложняет работу. [59]
Наиболее характерными видами брака при шабрении являются: неравномерное расположение пятен, образование рисок, глубоких впадин, наличие заусенцев и шероховатостей пришабриваемой поверхности, неточность шабрения, полное покрытие поверхности краской и др.
Эти, а также другие виды брака шабренной поверхности получаются в результате невнимательности или неумения вестипроцесс шабрения.
Так, например, неравномерное расположение пятен на пришабриваемой поверхности получается в тех случаях, когда слесарь шабрит поверхность длинными штрихами или сильно нажимает на шабер. [60]
Источник: