- Дата: 28-07-2015
- Просмотров: 870
- Рейтинг: 42
Сварочный инвертор обеспечивает хорошее качество проведения сварочных работ, создавая сварщику максимально комфортные условия для работы. Однако эти преимущества приводят к повышению сложности его конструкции. Это может вызывать различные неисправности сварочного инвертора и понижает степень его надежности.
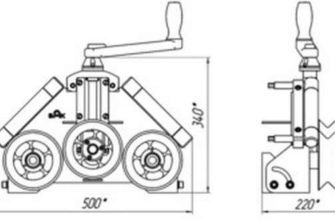
Схема устройства инвертора для сварки.
- Особенности ремонта инвертора
- Принцип работы инвертора
- Виды основных неисправностей
- Неисправность платы управления
- Делаем ремонт сварочных инверторов своими руками
- Как выполняется проверка сварочного инвертора
- Видео ремонт сварочных инверторов своими руками
- Ремонт сварочного инвертора
- Ремонт сварочного аппарата своими руками
- Основные причины появления неисправностей
- Диагностика поломок сварочных аппаратов
- Нюансы ремонта сварочного инвертора
- Советы по ремонту сварочного инвертора своими руками
- Блок-схема сварочного инвертора
- Основные причины неисправности
- Ремонт сварочного аппарата инверторного типа своими руками
- Видео о ремонте сварочных инверторов
- Неисправности сварочного аппарата, делаем ремонт сами
- Самостоятельная диагностика и ремонт
- Профилактика поломок инвертора
- Основные поломки сварочных аппаратов и способы их устранения
- Частые неисправности
- Устройство не запускается
- Залипание электрода (прерывание дуги)
- Самопроизвольное отключение
- Неисправности инверторных устройств
- Электрическая схема
- Особенности эксплуатации
- Порядок самостоятельного ремонта
- Принцип работы сварочного инвертора
- Конструкция сварочного инвертора
- Управление и защита
- Почему инверторы выходят из строя
- Основные неисправности сварочных инверторов
- Порядок действий при проведении ремонтных работ
- Как отремонтировать силовой блок инвертора
- Инструменты для ремонта инвертора
- Ремонт сварочных инверторов своими руками
Особенности ремонта инвертора
В отличие от обычных сварочных аппаратов, представляющих собой электротехническое изделие, инвертор для сварки является электронным устройством.
Следовательно, диагностика и ремонт инверторных сварочных аппаратов осуществляются проверкой рабочего состояния диодных мостов, транзисторных соединений, стабилитронов и других деталей, которые входят в состав электронных схем.
При этом нужно обладать навыками обращения с осциллографами, вольтметрами, мультиметрами и другими измерительными приборами.
Схема устройства инвертора для сварки.
Главной отличительной чертой в проведении ремонта сварочного инвертора является сложность в определении характера поломки и обнаружения вышедшей из строя детали. Поэтому очень часто требуется проводить диагностику всех узлов электрической схемы.
На основании вышесказанного можно сделать вывод, что для ремонта сварочных аппаратов инверторного типа необходимо обладать минимальными знаниями в области электроники и уметь разбираться в конструкции электрических схем. Если таковые навыки и умения отсутствуют, то браться за самостоятельный ремонт подобного аппарата не рекомендуется, чтобы не потратить лишние силы и время.
Принцип работы инвертора
Принцип работы инверторных аппаратов заключается в последовательном (пошаговом) преобразовании входящего сигнала электрического тока:
Функциональная схема аппарата.
- процесс выпрямления входящих сетевых токов с помощью специального выпрямителя;
- процесс преобразования выпрямленных токов в переменные высокочастотные сигналы;
- процесс понижения токов с высоким напряжением до сварочного напряжения, происходящий на силовом трансформаторе;
- преобразование переменного тока с высокой частотой в постоянный ток, происходящее с помощью выходного выпрямителя.
Для выполнения подобных операций конструкция сварочного инвертора имеет несколько модулей с электронной начинкой. Основным модулем является выпрямитель входных токов. Затем идет управляющая плата, на которой находятся транзисторы (ключи), и заканчивается он выпрямителем выходных сигналов.
При этом в приборах разных производителей, имеющих разные модели, компоновка узлов агрегата может быть самой разнообразной, но установка основных компонентов всегда будет в неизменном виде.
Поэтому, зная основной принцип работы подобных агрегатов и расположение основных модулей их конструкции, можно провести диагностику возможных неисправностей и выполнить необходимый ремонт.
Виды основных неисправностей
Упрощенная схема силовой части сварочного инвертора.
При выходе из строя сварочного инвертора первым делом следует произвести проверку его транзисторов, поскольку они являются одним из наиболее слабых мест таких агрегатов.
Первоначально следует провести визуальный осмотр транзисторов. Такую сломанную деталь выявить очень просто: она обладает сломанным или надтреснутым корпусом с перегоревшими выводами в местах пайки на плате.
Такую деталь сразу же нужно заменить.
Новые транзисторы следует устанавливать на специальную термическую пасту. Она будет обеспечивать отведение тепла от транзистора на радиатор, выполненный из алюминия. Но очень часто визуальный осмотр не позволяет выявить неисправные элементы, тогда следует выполнить «прозвон» с помощью мультиметра.
Замена неисправных элементов выполняется по точно заданным параметрам. В некоторых случаях можно поставить аналоги деталей, при этом требуемые параметры можно определить по даташифту. Если замена перегоревших транзисторов не помогла, нужно переходить к дальнейшей диагностике.
Схема сварочного инвертора с системой мягкого поджига.
В обычном режиме работы транзисторы не могут выйти из строя просто так, скорее всего, это обусловлено неправильной работой других элементов. Чаще всего это драйвер. Его проверку выполняют омметром. При обнаружении неисправных частей необходимо их выпаять и произвести замену на аналогичные детали.
Затем проверяются выпрямители входных и выходных токов, которые состоят из диодных мостов. Они устанавливаются на радиаторе и являются надежными узлами сварочных инверторов. Но и они могут выходить из строя. Проверку их работоспособности проверяют с помощью вольтметра.
Неисправность платы управления
Проверку диодных мостов лучше всего проводить отпайкой от них проводов и последующим откреплением их от платы. Это может облегчить всю дальнейшую работу и не вызовет сомнений тогда, когда произошло короткое замыкание всей цепи инвертора.
Проверка происходит по достаточно простому алгоритму. Необходимо «прозвонить» всю группу деталей. Если при этом будет выявлен «коротыш», то следует выполнить поиск пробитого диода. После его обнаружения следует диод аккуратно выпаять и произвести замену.
Если после проведения всех вышеописанных действий сварочный аппарат все равно не работает, следует протестировать плату управления. Она осуществляет контроль работы (управления) ключей. От надежности работы подобной платы будет зависеть надежность работы всего оборудования.
Для выполнения грамотного и квалифицированного ремонта инвертора необходимо провести проверку на наличие необходимых сигналов, производящих его работу. Эти сигналы должны поступать на затворные шины ключевого модуля. Выполнить подобную проверку можно при помощи осциллографов.
Периодически может возникать высокий нагрев корпуса инвертора. Связано это может быть с нарушениями правил использования агрегатом и неправильным выбором значения используемого тока для сварки.
Также это может возникать при неправильном подборе электродов или слишком длительном времени работы агрегата.
Чтобы подобных затруднений при использовании инвертора не возникало, необходимо соблюдать оптимальные режимы работы, которые прописаны в техническом паспорте.
Источник:
Делаем ремонт сварочных инверторов своими руками

Аппарат инверторного типа имеет сложную конструкцию, результатом чего являются меньшие показатели надежности, но более качественная сварка. Как и все приборы, он может сломаться.
Если это произошло, то у вас есть выбор – отремонтировать прибор самостоятельно, или отдать его в руки профессионалов. Второй метод, несомненно, проще. Однако, чтобы сэкономить время или средства, приходиться чинить инвертор самому.
Как же осуществляется ремонт сварочных инверторов своими руками? Попробуем разобраться.
Для ремонта потребуется хорошее знание электротехники, вам предстоит проверка многочисленных транзисторов, диодов, резисторов и стабилизаторов.
Для этого вы должны будете пользоваться осциллографом, мультиметром, вольтметром и прочей измерительной техникой.
Определение поломки — сложная задача, может потребоваться неоднократная перепроверка всех элементов схемы в заданном порядке. Работа инвертора строится на таком принципе, как поэтапное преобразование сигнала.
Сначала, входной выпрямитель выпрямляет ток, а потом инверторный модуль делает ток переменным высокочастотным. После этого, силовой трансформатор осуществляет преобразование высокочастотного тока в сварочный.
Далее выходной выпрямитель осуществляет подачу переменного высокочастотного тока, как сварочного.
Очень важно разобраться с чертежами и схемой, прежде чем разбирать прибор, поскольку каждый производитель обладает своим видением инвертора.
Как выполняется проверка сварочного инвертора
Ремонт сварочных инверторов своими руками начинается с проверки транзисторов. Эти детали ломаются чаще всего, и подлежат первоочередной проверке. Неисправную деталь можно вычислить визуально, она может быть с поврежденным корпусом и перегоревшими выводами.
Если вы увидели такую деталь, то замените её новой. Если внешние дефекты отсутствуют, возьмите мультиметр и выполните проверку всех транзисторов. Когда обнаружите несправный, замените его точно таким же, но рабочим.
На следующем этапе, нужно осуществить проверку элементов драйвера, то есть силовых транзисторов. Если произошла поломка такого элемента, вместе с ними ломаются детали, приводящие их в действие. Силовые транзисторы проверяются омметром, и есть неисправность, заменяются.
Если поломку не удалось обнаружить, то следует проверить выпрямители. Выпрямителями служат диодные мосты, установленные поверх радиатора. Эти детали – самые жизнеспособные части в инверторе, однако, и они могут выйти из строя.
Когда прозванивается группа, и прозвонка осуществляется накоротко, причиной поломки является поврежденный либо просто неисправный диод. Выпаивать мост намного проще паяльником с отсосом.
Ремонт сварочных инверторов своими руками завершается осмотром платы, управляющей ключами. Она является самым сложным элементом инвертора, и остальные части работают благодаря ей.
Следует выполнить проверку наличия управляющего сигнала, поступающего к шинкам затворов в ключевом модуле. Данная проверка достаточно легко осуществляется осциллографом.
В более сложных и неясных случаях, следует воспользоваться услугами профессионалов и не пробовать исправить что-то самому, дабы не повредить прибор еще сильнее, тем более, если гарантия еще не истекла.
Видео ремонт сварочных инверторов своими руками
Источник:
Ремонт сварочного инвертора

Источник:
Ремонт сварочного аппарата своими руками

Современные сварочные аппараты являются сложным электротехническим оборудованием. Возникающие в процессе работы неисправности могут быть следствием совершенно разных причин. Разобравшись в них, можно без проблем осуществить качественный ремонт сварочного аппарата своими руками.
Основные причины появления неисправностей
Следует отметить, что основными характеристиками сварочных аппаратов являются надежная работа и простота конструкции. Но иногда даже самые лучшие сварочные аппараты выходят из строя.
Основными причинами этого могут быть:
- неправильная эксплуатация устройств;
- некорректное подключение аппарата;
- различные показатели напряжение сети питания и тока.
Зачастую следствием поломок оборудования является их использование в сложных погодных условиях (снег, дождь, повышенная влажность) и в сильно загрязненных помещениях.
К наиболее уязвимому месту сварочных аппаратов относится клеммная колодка. К ней осуществляется подключением кабелей для сварки.
Наличие плохого контакта вкупе с максимальным значением тока является причиной сильного перегрева соединяющихся элементов и проводов. На концах обмотки происходит плавление изоляции на проводах. По этой причине происходит замыкание электрической цепи.
В данном случае ремонт сварочных аппаратов предусматривает зачистку контактов и их плотное стыкование с греющимся соединением.
Диагностика поломок сварочных аппаратов
Существуют такие основные неисправности аппаратов для сварки:
- оборудование не включается;
- самопроизвольно отключается;
- сильно гудит;
- перегревается;
- обрыв сварочной дуги;
- плохое регулирование тока;
- сверхлимитное потребление электроэнергии.
Причинами того, что аппарат не включается, могут быть:
- недостаточное напряжение в сети;
- срабатывает автомат на щитке;
- оборудование не работает.
Самопроизвольное выключение сварочного аппарата происходит при срабатывании защитного устройства. Это является следствием замыканий между:
- проводами;
- корпусом и проводами;
- катушечными витками;
- листами магнитопровода;
- пробами конденсатора.
Устранение неисправностей предусматривает:
- выключение сварки из сети;
- поиск дефекта;
- восстановление изоляции или замену конденсатора.
А как сделать сварочный аппарат исправным, когда он сильно гудит? Источником повышенного шума является перегрев оборудования. Он может возникнуть вследствие:
- ослабления болтов, соединяющих элементы магнитопровода;
- продолжительной работы аппарата;
- замыкания между сварочными кабелями;
- поломки механизма для перемещения катушек;
- нарушения крепления сердечника.
Устранить эти поломки можно посредством:
- подтягивания крепежных элементов;
- ремонта механизмов, которые крепят катушки и сердечник;
- восстановления изоляции в кабелях.
Возникновение чрезмерного перегрева сварочного аппарата связывают с:
- использованием тока, который превышает допустимое значение;
- применением электродов с максимальным диаметром;
- длительным функционированием.
Главное решение данной проблемы – это делать перерывы при сварочных работах и использовать соответствующие оборудованию электроды. Сильный перегрев аппарата может стать причиной замыкания между витками катушки. Изоляция плавится и появляется резкий запах гари. Такая поломка свидетельствует о том, что придется заниматься восстановлением изоляции кабеля или еще хуже перемоткой витков катушки.
Появление мелких искр вместо дуги говорит о том, что произошел ее обрыв. Причинами этой неисправности являются:
- пробой обмотки с высоким напряжением на цепь;
- замыкание сварочных проводов;
- плохой контакт кабеля с клеммами.
Ремонт дуги сварочных аппаратов предусматривает проверку обмотки и проводов. Контакты зачищаются и плотно крепятся к клеммам.
Недостаточная регулировка величины тока при сварке может быть вызвана:
- поломкой винта регулятора;
- нарушением движения катушек;
- замыканием в дроссельной катушке или между зажимами в регуляторе;
- попаданием мелких предметов.
Для устранения проблем следует снять защитный кожух и провести исследования определенных элементов на наличие неисправностей. В случае обнаружения посторонних предметов их нужно изъять.
https://www.youtube.com/watch?v=I6aDV1yFyjE
Чрезмерное потребление электроэнергии при отсутствии нагрузок свидетельствует о возможном замыкании витков обмотки. Решается данная проблема путем замены изоляции или перемотки катушки.
Нюансы ремонта сварочного инвертора
Самыми удобными устройствами для сварочных работ являются инверторы. С одной стороны с их помощью осуществляется более качественная сварка. Но с другой стороны они являются менее надежными аппаратами по сравнению с трансформаторными или выпрямительными устройствами. Поясняется это тем, что инверторы – это электронные устройства.
Диагностика и ремонт сварочных аппаратов инверторного типа включает проверку эффективной работы диодов, транзисторов, стабилитронов, резисторов и других элементов, входящих в микросхемы.
При осуществлении ремонта инверторных сварочных аппаратов необходимо уметь пользоваться различной измерительной техникой: вольтметром, мультиметром, осциллографом.
То есть нужно иметь хотя бы небольшой опыт работы с электрическими схемами.
Главной особенностью при проведении ремонта инверторной сварки является то, что очень сложно определяется неисправность аппарата. Инвертор представляет собой несколько электронных модулей, основными из которых являются модули входного, выходного выпрямителей, транзисторы и плата управления с ключами.
По этой причине ремонт сварочного аппарата инвертора сводится к постоянной проверке работоспособности:
- транзисторов;
- элементов драйвера;
- выпрямителей;
- платы управления.
К наиболее слабым элементам сварочных инверторов относятся транзисторы. Вышедший из строя транзистор имеет треснутый корпус и подгоревшие выводы. Его следует заменить. Если с первого взгляда сложно определить нерабочий транзистор, то они «прозваниваются» мультиметром. Вместо неисправного транзистора обязательно ставят только сходный по характеристикам элемент.
Поломка транзисторов может являться следствием выхода из строя драйвера. Этот элемент проверяется с помощью омметра. Плохой драйвер выпаивается и меняется на аналогичный элемент.
Проверка диодных мостов (так еще называют выходные и входные выпрямители) осуществляется путем снятия их с платы. Отпаивание их от кабеля позволит облегчить работу. Только так поиск поврежденного выпрямителя не будет зависеть от цепи – она может замкнуть. Пробитый диод находится путем прозвона всей группы выпрямителей. Для его эффективного изъятия используется паяльник с отсосом.
Самым сложным модулем инверторного аппарата является плата управления ключами. Нею должен заканчиваться ремонт инвертора. Все сигналы управления, которые поступают на затворы модуля, проверяются с помощью осциллографа.
Видео по ремонту сварочного аппарата:
Источник:
Советы по ремонту сварочного инвертора своими руками

В последнее время для проведения сварки на загородном участке широко применяются сварочные инверторы. От обычного сварочного аппарата, основной частью которого является понижающий трансформатор сети переменного тока, сварочный инвертор отличается более высокими характеристиками.
Это отличие связано, в первую очередь с тем, что такой прибор работает на значительно более высоких частотах, чем частота сети в 50 Гц. Благодаря этому в сварочном инверторе можно использовать понижающий трансформатор, имеющий гораздо меньшие размеры и вес, чем в обычных сварочных аппаратах. Такой прибор имеет и меньшие потери, а, следовательно, больший кпд.
Блок-схема сварочного инвертора
Прежде, чем начать самостоятельный ремонт сварочного инвертора, необходимо понять принцип действия этого устройства. Основными в его конструкции являются следующие блоки:
- выпрямитель переменного тока 50 Гц с фильтром;
- инвертор с понижающим трансформатором 50-100 кГц;
- выпрямитель переменного тока 50-100кГц с фильтром;
- устройства управления и защиты;
- вентилятор.
Выпрямитель переменного тока 50 Гц предназначен для получения постоянного напряжения, используемого далее для питания инвертора. В выпрямителе обычно используется мостовая схема выпрямления. Для сглаживания получаемого после выпрямления пульсирующего напряжения используется фильтр, состоящий из конденсаторов, а в некоторых случаях — ещё и дросселя.
Полученное после выпрямителя и фильтра постоянное напряжение подается на инвертор.
Инвертор — это блок, который генерирует колебания высокой частоты в 50-100 кГц.
В качестве активных элементов в таком преобразователе используются мощные транзисторы различного типа, которые работают в ключевом режиме. Частота колебаний преобразователя зависит от частоты подаваемых на ее вход сигналов из схемы управления. На его выходе подключен понижающий трансформатор.
Выпрямитель 50 -100 кГц подключен к вторичной обмотке выходного трансформатора и представляет собой мостовую схему.
Особенностью выпрямительных диодов, работающих в этой схеме, является то, что кроме большого рабочего тока, они должны иметь достаточное быстродействие для того, чтобы работать на больших частотах.
Важной и довольно сложной частью сварочного инвертора является схема управления. В этом блоке задается частота генерации колебаний инвертора, через него осуществляется запуск инвертора и регулировка величины тока сварки, а также производится отключение генератора в аварийных ситуациях.
При этом регулировка величины тока может осуществляться различными способами – изменением амплитуды, частоты или ширины импульсов.
Наиболее распространенным способом является широтно-импульсное регулирование, поскольку в этом случае излучается меньше электромагнитных помех.
Основные причины неисправности
Появление неисправностей сварочного аппарата зависит от разных причин. Например, поломки могут возникнуть по субъективным или причинам, связанным с внешними факторами.
К первым можно отнести недостаточную квалификацию пользователя аппарата, в результате чего прибор неправильно подключается или эксплуатируется.
Ко вторым причинам можно отнести такие случаи, как нестабильность сети или необходимость эксплуатации устройства при плохой погоде.
Прежде, чем начинать разбирать аппарат для ремонта, необходимо проверить правильность его эксплуатации. При этом надо учитывать следующие факты:
- при неправильном выборе режима работы может происходить разбрызгивание металла или плохое горение дуги;
- частое прилипание электрода к металлу может быть связано с пониженным напряжением сети;
- длительная сварка приводит к перегреву аппарата и срабатывает реле термозащиты;
- отключение инвертора при сварке может быть вызвано выходом из строя неправильно подобранного автомата в распределительном щитке.
Ремонт сварочного аппарата инверторного типа своими руками
При сложных отказах в работе сварочного инвертора надежней всего пригласить для его ремонта специалиста. Однако в некоторых случаях устранить неисправности в работе этого агрегата можно своими руками.
Поскольку сварочный инвертор имеет в своем составе большое количество различных электронных компонентов, то для его ремонта могут понадобиться соответствующие приборы и инструменты.
В этот состав надо включить:
- мультиметр или тестер;
- вольтметр;
- осциллограф;
- паяльник;
- отвертку;
- пассатижи.
Убедившись, что причины, указанные в предыдущем разделе устранены, а все контактные и клеммные площадки зачищены, можно приступать к определению неисправностей и ремонту сварочного аппарата своими руками.
- Обычно вначале производится внешний осмотр схемы.
Производится проверка всех печатных проводников. При наличии обрыва необходимо напаять перемычки. В случае нахождения элементов, которые по своему виду отличаются от своих соседей подгоревшими выводами или корпусом, они заменяются новыми.
- Часто выходят из строя ключевые транзисторы.
Обычно на это указывает треснувший корпус и подгоревшие выводы. При обнаружении короткого замыкания или холостого хода в переходах транзистора его заменяют. При монтаже нового транзистора надо учитывать то, что он крепится на радиаторе с использованием термопасты, улучшающей отвод тепла.
- Необходимо проверять также входной и выходной выпрямители.
Сложность проверки выпрямителя состоит в том, что он представляет собой собранный и установленный на радиаторе диодный мост. Для его проверки мост надо выпаять из схемы и снять с радиатора.
В такой схеме при проверке короткое замыкание показывается даже при одном закороченном диоде. Поэтому каждый диод надо прозвонить отдельно.
Другой путь определения неисправного диода без его выпаивания из схемы – это использование осциллографа.
- При замене диода надо учитывать то, что в выходном выпрямителе рабочие токи могут достигать 150 А.
Это значит, что припаивать новый диод надо очень качественно, поскольку любая оплошность может привести к перегреву плохо пропаянного места, а потом и к возникновению неисправности.
При ремонте импортных сварочных инверторов замену диода в выходном выпрямителе надо проводить на подобный диод.
Поскольку в продаже не всегда имеются диоды нужного типа, то при замене диода на другой тип надо обращать внимание на то, чтобы диод для замены был бы быстродействующим.
- Наиболее трудным и сложным в ремонте инверторных сварочных аппаратов является определение неисправности в схеме управления, от исправности которой зависит работоспособность аппарата.
При этом с помощью осциллографа проверяется подача управляющих сигналов с платы управления на транзисторные ключи.
Выводы:
- Сварочный инвертор, работающий на высоких частотах, имеет значительные преимущества перед обычным сварочным трансформатором.
- Сложная схема и большое количество применяемых в сварочном инверторе электронных приборов и элементов является причиной возникновения неисправностей прибора.
- Во многих случаях можно починить сварочный инвертор своими руками.
Видео о ремонте сварочных инверторов
Источник:
Неисправности сварочного аппарата, делаем ремонт сами

Сварочные инверторы все чаще используются мастерами в домашних условиях в гараже, на даче, в загородном доме. Научиться пользоваться сварочным аппаратом несложно – гораздо сложнее сделать ремонт инверторных сварочных аппаратов своими руками.
Поломки и неисправности в инверторе чаще всего возникают именно в процессе самостоятельного обучения сварочному делу как следствие неправильных настроек и установки режимов работы аппарата.
Схема инверторного аппарата для сварки металлов намного сложнее устройства обычной, трансформаторной сварки, поэтому и число поломок может возрасти при неправильной его эксплуатации.
Не все ремонтные работы требуют вмешательства профессионала – многие настройки и мелкий ремонт инвертора можно сделать и своими руками.
Несоответствие ваших ожиданий и реальной работы инвертора кроется в неправильной настройке сварочного режима, в несоответствии тока, полярности напряжения диаметру или типу электрода, присадки или сварочного материала деталей.
Но многие доморощенные мастера действуют по принципу: инструкция изучается только после поломки оборудования или тогда, когда больше нечего читать.
Чтобы с вашим дорогостоящим инвертором не случались неприятности, следует знать хотя бы основные причины поломок и плохой работы аппарата:
- Неверно установленная сила тока – это слабый импульс на дуге, залипание сварочного электрода, перегрев инвертора, разбрызгивание металла присадки или электрода.
- Электрод часто залипает – скорее всего, виновато уменьшенное напряжение в сети. Бытовой инвертор начинает работать нестабильно, если напряжение в сети падает на 10-15%. Но залипать электрод может и при плохом контакте в держателе или соединительном штекере. Это может быть вызвано окислением контактов, большим сопротивлением удлинительного силового кабеля или небольшим его сечением.
- Нет сварочной дуги – это плохой контакт на зажиме со свариваемой деталью или банальный обрыв кабеля.
- Инвертор отключился во время работы при сохранении напряжения в сети – скорее всего, сгорел предохранитель, так как был выбран с несоответствующим значением силы тока.
- Защитная автоматика может сработать при перегреве инвертора – значит, превышено время непрерывной сварки. Нужно дать аппарату остыть в течение 20-30 минут.
- Сгорел диодный мост – длительная сварка при максимальном токе.
- Сам источник питания инвертора может выйти из строя при попадании воды и пыли на детали, повышенная влажность воздуха или механическое повреждение.
- Сгорел транзисторный модуль – причины две: механическое повреждение или длительная работа при максимальном сварочном токе.
- Неисправность обнаружена в системе управления: причина – повышенная влажность или прямое попадание воды.
Самостоятельная диагностика и ремонт
Эти неисправности вполне можно устранить своими руками и без знания основ электроники. Если поломка сложная, то лучше вызвать мастера, а не пытаться разобраться в электронной начинке своими, не всегда большими, возможностями.
Но каждый, даже самый просто ремонт инвертора своими руками следует начинать так: вскройте корпус, если срок гарантии уже закончился, и попытайтесь визуально определить поломку.
Сам выпрямитель сварочного инвертора с мощным диодным мостом в составе почти никогда не ломается, но прозвонить его авометром (омметром, тестером) все же следует.
Чаще всего выходит из строя инверторный модуль на полевых транзисторах и биполярных тиристорах. Происходит это при частом перегреве сварочного аппарата или при неправильно выставленных настройках рабочего режима.
Внешне сгоревший транзистор выглядит лопнувшим или вздутым. Также могут быть обгоревшими выводы транзистора или тиристора. Вздутыми или лопнувшими будут и сгоревшие конденсаторы.
В этом случае ремонт заключается в замене своими силами вышедших из строя деталей на исправные запчасти. Для этого вам понадобится только паяльник.
Но это в идеальном случае. Правильный ремонт своими руками состоит в предварительной проверке всех подозрительных элементов схемы, а для этого нужны специальные знания в электронике и радиотехнике. Если внешний осмотр не дал никаких результатов, то остается отнести сварочный инвертор в сервисный центр. Так вы сэкономите и деньги, и время.
Профилактика поломок инвертора
Интенсивная эксплуатация сварочного агрегата, частая замена оператора и несоблюдение приведенных ниже рекомендаций обязательно приведут к ускоренному износу аппаратуры и частым поломкам электроники. Уменьшить количество поломок или практически избежать их на долгое время помогут своевременные профилактические меры.
Что нужно, чтобы продлить работу сварочного аппарата:
- Сварочные работы рекомендуется проводить в закрытых помещениях со стабильной температурой и постоянной влажностью.
- Работая на открытой площадке, не допускайте попадания на инвертор влаги и пыли, особенно одновременно, чтобы не пришлось делать ремонт.
- Если напряжение в сети нестабильно, а также при большом расстоянии от места сварки до инвертора не слишком увеличивайте мощность сварочной дуги – устанавливайте не более 10-15% от номинального значения для работающего электрода.
- Берегите инвертор от ударов, вибрации, влияния агрессивной среды.
- Минимальное время работы при максимальном сварочном токе – это первое правило сварщика. Несоблюдение этого простого правила быстро приведет к поломке аппарат, его перегреву и выходу из строя деталей электросхемы.
- При резкой смене наружной температуры (помещение-улица) дать агрегату прогреться или остыть до той температуры, при которой он будет эксплуатироваться.
- Инверторный плазморез должен эксплуатироваться только в стационарных условиях, при постоянной температуре и влажности в помещении.
- Раз в неделю вскрывать корпус и продувать инвертор от пыли.
Вышеперечисленные неисправности сварочных инверторов – далеко не все, но они приходятся на 60% всех мелких ремонтов. При серьезной неисправности можно дать только одну рекомендацию — не ремонтировать аппарат своими руками, а отправить его на ремонт в сервисный центр. Так вы сэкономите на ремонте и не навредите своему помощнику.
Источник:
Основные поломки сварочных аппаратов и способы их устранения

Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно. Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях.
Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике. Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую.
Частые неисправности
Основными проявлениями неполадок аппаратов электродуговой сварки являются:
- прибор не включается при подсоединении к электросети и запуске;
- залипание электрода с одновременным гулом в районе преобразователя;
- самопроизвольное отключение сварочного аппарата в случае его перегрева.
Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен.
Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте. Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
Устройство не запускается
В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора. При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность.
При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью.
В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата.
Залипание электрода (прерывание дуги)
Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов. Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата.
К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
Если залипание сопровождается сильным гудением трансформатора – это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах.
Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников.
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.
Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Так, некоторые модели таких аппаратов (сварочный инвертор, в частности) в соответствии с инструкцией должны работать по графику, предполагающему перерыв на 3-4 минуты после 7-8-ми минут непрерывной сварки.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
Электрическая схема
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.
Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).
Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Порядок самостоятельного ремонта
В случае принятия решения о самостоятельном ремонте платы – рекомендуем воспользоваться следующими советами опытных специалистов.
При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.
Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной (от другого, работающего инвертора) и попытаться вновь запустить сварочный аппарат.
В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой. Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
В заключении напомним, что ремонт любых сварочных агрегатов (и инверторов, в частности) считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу.
Источник:
|
Содержание: В настоящее время инверторная сварка нашла широкое применение в самых разных областях. Эти аппараты считаются очень надежными и долговечными. Однако несмотря на все положительные качества, они иногда выходят из строя. В таких случаях при отсутствии специализированных мастерских, особую актуальность приобретает вопрос, как выполнить ремонт сварочного инвертора своими руками. Проведение подобного ремонта не является неразрешимой проблемой. Вполне достаточно основных знаний электротехники, конструктивных особенностей аппарата, а также основные методы и последовательность проведения ремонтных работ в соответствии с выявленными неисправностями. Принцип работы сварочного инвертораТрадиционный инверторный аппарат по своей сути является источником постоянного тока, обеспечивающим зажигание и поддержку электрической дуги в процессе сварки металлических деталей и конструкций. Основным принципом работы устройства служит высокочастотная трансформация тока, обладающего значительной силой. За счет этого размеры трансформатора существенно уменьшаются, а выходной ток становится более стабильным и хорошо поддается регулировке. Получение тока с нужными параметрами происходит в несколько этапов:
Для выпрямления тока используются диодные мосты с необходимой мощностью. Частота изменяется под действием транзисторов повышенной мощности. Получение необходимой силы тока на выходе обеспечивается с помощью трансформатора высокой частоты. Конструкция сварочного инвертораВ состав стандартного инвертора входят несколько блоков. Среди них следует отметить блок питания, предназначенный для стабилизации входных сигналов. Схема данного элемента состоит из многообмоточного дросселя, управляемого с помощью транзисторов, а также конденсатора, в котором накапливается энергия. В дроссельной системе управления используются диоды. Блок питания как правило отделяется от других элементов и блоков специальной металлической перегородкой. Основной деталью сварочного инвертора считается силовой блок. С его непосредственным участием происходит весь цикл преобразования, начиная от первичного тока, выходящего из блока питания, и заканчивая сварочным током на выходе. В состав силового блока входят платы первичного выпрямителя, инверторного преобразователя, трансформатора высокой частоты и вторичного выпрямителя. Первичный выпрямитель изготовлен в виде диодного моста, на который происходит подача электротока, не превышающего 40 ампер. Чаще всего подается от 25 до 32 А. Значение напряжения составляет 200-250 вольт, а частота – 50 Гц. Конструкция инверторного преобразователя выполнена в виде мощного силового транзистора, рассчитанного на ток в 32 А, напряжение – до 400 В и мощность – не ниже 8 кВт.
Основой трансформатора высокой частоты служат обмотки из тонкой медной ленты, позволяющие увеличивать силу тока до 200-250 ампер. При этом напряжение во вторичной обмотке не превышает 40 вольт. В схему вторичного выпрямителя входят мощные диоды, рассчитанные на рабочий ток не ниже 250 ампер, с рабочим напряжением не более 100 вольт. Вся конструкция инвертора в обязательном порядке охлаждается радиаторами и вентиляторами. Выходной сигнал стабилизируется с помощью дросселя, установленного на выходной плате. Управление и защитаСистемы управления и защиты играют важную роль в обеспечении надежной и устойчивой работы сварочного инвертора. Основой блока управления служит задающий генератор с использованием специальной микросхемы или широкоимпульсный модулятор. Плата управления дополняется резонансным дросселем и резонансными конденсаторами в количестве от 6 до 10 единиц. Трансформатор обеспечивает каскадную систему управления.
Защита от перегрузок осуществляется с помощью специальной платы, основой которой является микросхема 561ЛА7. Выпрямители и преобразователь защищаются путем использования снабберов, включающих в себя резисторы и конденсаторы К78-2. Для тепловой защиты элементов, установленных в силовом блоке, применяются термовыключатели. Почему инверторы выходят из строяМногие поломки и неисправности сварочных инверторов возникают в результате нарушений правил эксплуатации. Нередко внутрь устройства попадает влага, вызывая короткие замыкания. К негативным последствиям может привести пыль, концентрирующаяся внутри аппарата. Инверторы очень часто выходят из строя при попытках выполнения работ, на которые они не рассчитаны. Это происходит из-за существенных перегрузок. Поломки нередко случаются в результате сильного падения сетевого напряжения, особенно при работе в загородных домах и в сельской местности. Критичным становится снижение напряжения до 190 вольт и более.
Довольно частой причиной становится использование некачественных деталей при ремонте аппаратов и замене схем. Кроме того, в электрических схемах возникают повреждения, вызванные перегревом силовых элементов из-за недостаточного охлаждения. Основные неисправности сварочных инверторовСуществуют определенные виды неисправностей, характерные именно для сварочных инверторов. Среди них в первую очередь нужно отметить следующие:
Порядок действий при проведении ремонтных работПрежде чем выполнять ремонт сварочного инвертора, необходимо произвести внешний осмотр устройства. Визуально определяются механические повреждения корпуса, а также черные пятна и прожоги, указывающие на возможные короткие замыкания. Кроме того, проверяется качество крепления кабелей во входных и выходных контактных колодках. В любом случае все имеющиеся зажимы подтягиваются с помощью отвертки или ключей. Работоспособность предохранителей проверяется тестером, неисправные элементы подлежат замене. Если первичные действия не позволили устранить неисправность, то следующим этапом будет снятие крышки корпуса устройства. При снятой крышке выполняется осмотр внутреннего содержимого, чтобы выявить возможные обрывы электрических цепей и действия коротких замыканий. Далее, необходимо измерить значения входного тока и напряжения, а затем выполнить такие же замеры на выходе. Для проведения измерений применяется тестер или мультиметр. В случае отсутствия видимых неисправностей, целостность цепи проверяется путем поблочного контроля всех систем и частей аппарата. В начале проверяется блок питания, а после него все остальные блоки. Как отремонтировать силовой блок инвертораСиловой блок играет важную роль в обеспечении общей работоспособности сварочного инвертора. Поэтому его проверка осуществляется в первую очередь, сразу же после блока питания. Одновременно рекомендуется проверять и блок управления. Как правило неисправность силового транзистора сопровождается ярко выраженными следами повреждений в виде следов прогара, деформации корпуса и других признаков. Если визуальный осмотр не дал положительных результатов, рекомендуется проверить транзистор с помощью мультиметра. В случае неисправности транзистора, он должен быть заменен.
При обнаружении неисправных деталей их нужно аккуратно отпаять от платы и заменить новыми. Проверка диодных мостов также должна быть проведена, несмотря на более высокую надежность этих элементов по сравнению с транзисторами. Для того чтобы точно установить неисправность, диодный мост полностью снимается с платы и проверяется в том состоянии, когда все диоды соединяются друг с другом.
При замене диода следует помнить, что в инверторах как правило применяются быстродействующие элементы. Поэтому устанавливать нужно только аналогичные марки с такой же мощностью. Крепление радиатора охлаждения и соединение его с диодом должно выполняться при помощи теплопроводной пасты КПТ-8. В процессе ремонта блока управления проверяются параметры деталей, выдающих сложные виды сигналов.
В случае неисправности термовыключателя, в силовом блоке не отключается аппаратура в случае перегрева. В первую очередь проверяется надежность его крепления к тому участку, где осуществляется контроль температуры. Если термовыключатель определяется как нерабочий, его нужно заменить. Инструменты для ремонта инвертораДля того чтобы выполнить ремонт сварочного инвертора своими руками потребуется: паяльник, мощностью 40-100 Вт, отвертка, плоскогубцы, кусачки, ключи и нож. Проведение измерений осуществляется с помощью амперметра, омметра и вольтметра, частотомера и осциллографа. Замеры, требующие высокой точности, выполняются штангенциркулем и микрометром. Ремонт сварочных инверторов своими руками |