Иногда возникает необходимость в точной разметке или измерении размеров какого-либо объекта. В большинстве случаев можно обойтись рулеткой или обычной линейкой. Но такой подход не гарантирует высокой точности. Для максимальной точности измерения или нанесения разметки, следует использовать специальный инструмент — штангенциркуль разметочный.
- Устройство и использование штангенциркуля
- Точность изделия
- Разновидности и обозначения
- Главные качества при выборе
- И в заключение
- Штангенциркуль. Виды. Устройство. Работа. Применение. Как выбрать
- Виды
- В соответствии с гост основными видами этих приборов являются:
- Штангенциркули специального назначения
- Устройство штангенциркуля
- На штанге размещаются следующие элементы:
- Губки могут быть двух видов:
- Цифровое устройство имеет некоторые дополнения:
- Принцип действия
- Особенности выполнения измерений
- Измерение проводят следующим образом:
- Применение
- Как выбрать штангенциркуль
- При выборе инструмента следует учитывать:
- Рекомендации по хранению
- Штангенциркуль — особенности точного инструмента
- Аналоговый (нониусный) измеритель
- Цифровой
- Стрелочные штангенциркули
- Прочие виды
- Как правильно пользоваться штангенциркулем
- Определение показаний по нониусу
- Устройство механического штангенциркуля
- Порядок проведения измерений, проверка исправности
- Как правильно пользоваться штангенциркулем | Строительный портал
- Как пользоваться штангенциркулем: особенности и характеристика прибора
- Устройство и измерение штангенциркулем
- Как измерять штангенциркулем: общие рекомендации
- Как правильно пользоваться штангенциркулем
- Нтц эксперт — неразрушающий контроль, аттестация лабораторий неразрушающего контроля, производство и поставка приборов неразрушающего контроля
Устройство и использование штангенциркуля
У каждого изделия имеется:
- Штанга, напоминающая линейку со множеством делений. Именно на этот компонент крепятся все остальные детали.
- Две губки, предназначенных для измерения внутренних поверхностей (например, диаметра отверстия).
- Две губки, использующихся при измерении наружных поверхностей (к примеру, длины гвоздя).
- Ползунок — деталь разметочного штангенциркуля, которая отвечает за показания измерений.
- Глубиномер (присутствует не во всех моделях). Как понятно из названия, он используется для замеров глубины.
- Винт, который закрепляет положение губок.
- Кнопка для обнуления (имеется только в электронных изделиях) — предназначена для сброса показаний.
Пожалуй, наиболее важный компонент в любом разметочном штангенциркуле — это губки. Устройство сделано таким образом, что одна из половинок губки остаётся на месте, а другая перемещается на заданное расстояние.
При любом замере придётся использовать эти детали, поэтому их производят из твёрдых сплавов, чтобы гарантировать устойчивость к износам.
Губки штангенциркуля разметочного фиксируются закрепляющим винтом. Это относится к внутренним и внешним губкам. Таким образом, можно узнать расстояние между ними в удобном для себя положении.
Для использования механического штангенциркуля, необходимо знание шкалы нониуса (её можно без труда найти в интернете). Совсем иной подход реализован в электронных устройствах.
Здесь от пользователя не потребуется определённых знаний — все полученные значения указаны на электронном дисплее.
Точность изделия
Штангенциркули разметочные предназначены сугубо для нанесения разметки и проведения измерений. Притом очень важно, чтобы устройство было максимально точным. Так что к этому качеству предъявляются самые суровые требования.
Обычно производители указывают значение точности в техническом паспорте разметочного устройства. Тем не менее у некоторых изделий эта характеристика указывается на упаковке или на самом штангенциркуле. Согласно строгим регламентам (в т. ч. и ГОСТ 166–89), допустимый «разброс» в точности может быть от 0,02 до 0,1 мм.
Однако следует учитывать, что на эту характеристику могут негативно влиять определённые факторы:
- Повреждения рабочих поверхностей (например, царапины или забоины).
- Отсутствие параллельности между губками.
- Износ губок.
- Некачественная настройка нулевых показаний.
- Чрезмерные усилия при эксплуатации изделия.
- Грязь между деталями.
Разновидности и обозначения
Все устройства можно условно разделить на несколько категорий:
- Изделия, имеющий твердосплавный наконечник.
- Устройства с широкой базой.
- Модели, имеющие центрирующий ролик.
- Аппараты с глубиномером.
- Электронные предметы.
Однако согласно ГОСТ 166–89, всего существует 3 группы штангенциркулей разметочных:
- Нониусные — для работы с ними потребуется знание шкалы Нониуса.
- Циферблатные — имеют циферблат, который облегчает вычисления.
- Цифровые — применяются для безошибочного считывания (все измерения выполняются автоматически и отображаются на дисплее).
Производителя обязаны следовать такой классификации. Но для указания информации о характеристиках изделия, компании применяют иные обозначения:
- ШЦ-I (штангенциркуль разметочный) — стандартное устройство, на котором губки расположены с одной стороны.
- ШЦ-II — двустороннее расположение губок.
- ШЦ-III — губки расположены с одной стороны, но применяться разметочное изделие может только для измерения.
- ШЦК — имеется круговая шкала, облегчающая вычисления.
- ШЦТ — рабочая часть изготовлена из твёрдого сплава, что позволяет применять устройство в неблагоприятных условиях труда.
- ШЦЦ — электронный вариант.
Главные качества при выборе
Так как главное достоинство разметочного штангенциркуля — это превосходная точность, не следует приобретать первую попавшуюся модель. Если изделие сделано некачественно, это может обернуться большими неприятностями. Поэтому при выборе устройства, необходимо опираться на 3 главных принципа:
- Стоимость. Если аппарат будет использоваться нечасто, то вряд ли будет целесообразно покупать самую дорогую модель.
- Требуемая длина. В зависимости от типа работы, необходимо выбирать изделие соответствующей длины. Для домашних условий вполне подойдёт штангенциркуль с минимальным размером (125 см), а для строительства дома можно приобрести изделие с наибольшей длиной (5 м).
- Шаг измерений. Чем меньше расстояние между делениями, тем точнее будет результат. Исходя из этого, каждый выберет для себя подходящее решение.
И в заключение
Разметочный штангенциркуль — очень интересное устройство. Оно позволяет с невероятной точностью измерить практически любой объект, что будет очень полезно при строительстве или ремонте. А чтобы устройство служило максимально долго, ему необходим уход и аккуратное обращение.
Источник:
Штангенциркуль. Виды. Устройство. Работа. Применение. Как выбрать

Штангенциркульпредставляет измерительный прибор, который создан для выяснения размеров изделий с высокой точностью.
При помощи него можно выполнять измерения размеров деталей снаружи и внутри, в том числе глубины отверстий если присутствует выдвижная штанга.
Такие инструменты востребованы не только в производстве, лабораториях, но и в быту. Они обеспечивают легкое и быстрое измерение с высокой точностью.
Виды
Все виды этих измерительных приборов в зависимости от типа шкалы можно поделить на изделия электронного и механического действия:
- Нониусные – отсчет показаний осуществляется по нониусу.
- Циферблатный – показания снимаются со шкалы циферблата.
- Цифровой – инструмент с дисплеем на жидких кристаллах, который позволяет увидеть наиболее точные показания замеров.
В соответствии с гост основными видами этих приборов являются:
- ШЦ-I – устройство, которое который имеет 2-стороннее размещение губок и глубиномер, он создан для измерения величин снаружи и внутри изделий.
- ШЦК — устройство, оснащенное круговой шкалой для получения точного размера. Является более простым в использовании, чем инструмент с отсчетом по нониусу.
- ШЦТ-I — устройство, имеющее губки с одной стороны для проведения измерений наружных линейных размеров. Выделяется высокой стойкостью к износу.
- ШЦ-II — прибор, который имеет 2 губки для замера внутри и снаружи и разметки, в том числе рамку для микрометрической подачи.
- ШЦ-III – устройство с губками с одной стороны, они используются для оценки размеров внутри и снаружи.
- ШЦЦ — электронный инструмент с цифровой индикацией.
Штангенциркули специального назначения
Имеется ряд специализированных моделей, которые применяются для выполнения специальных видов работ. Их практически нельзя приобрести в обычном магазине, ведь они созданы для особых видов деятельности.
- ШЦЦТ — используется для замеров труб, поэтому его часто называют трубным инструментом.
- ШЦЦВ — выделяется цифровым дисплеем, задействуется для размеров изнутри.
- ШЦЦН — вид, схожий с предыдущим прибором, используется для определения размеров снаружи.
- ШЦЦУ — выделяется цифровым дисплеем универсального порядка, имеет ряд насадок для выполнения измерений в трудных местах: размеров внутри и снаружи, стенок труб, расстояний между центрами шестерен и так далее.
- ШЦЦД — устройство для оценки толщины изделий, имеющих разные выступы.
- ШЦЦП — устройство для оценки глубины протекторного рисунка шин.
- ШЦЦМ – инструмент, используемый для выяснения межцентровых расстояний.
Устройство штангенциркуля
Штангенциркуль — это простое устройство. Основным его элементом выступает штанга с губками и шкалой для определения замеров внутри изделия и снаружи, к ней монтируются остальные элементы.
На штанге размещаются следующие элементы:
Некоторые модели имеют подвижную шкалу с дюймовой мерительной системой.
На штанге размечена главная мерная шкала. Рамку со шкалой можно перемещать по штанге. Шкала на штанге, которая называется нониусом, выделяется более точной разметкой. При помощи нее обеспечивается более высокая точность измерений.
Губки могут быть двух видов:
- Для измерений снаружи;
- Для измерений изнутри.
Глубиномер позволяет производить измерения глубины в отверстиях, в том числе иных размеров. Цифровые инструменты устроены аналогичным образом. Однако здесь применяется цифровое устройство, оно позволяет увеличить точность измерений, в том числе удобно в эксплуатации.
Цифровое устройство имеет некоторые дополнения:
- Аккумулятор.
- Винт для зажима.
- Кнопка для включения и выключения.
- Механизм для передвижения.
- Смена уровня на мм и дюймы.
Принцип действия
Наиболее распространенный инструмент ШЦ-1. Для определения параметров параллельности и оценки размеров снаружи используют мерительные губки. Для проведения разметки и проведения замеров изнутри — заостренные губки вспомогательного характера. С помощью глубиномера находят размер глубины выступающих элементов и отверстий.
Основа прибора стоит из линейки с делениями, а также шкала-нониус вспомогательного действия, она двигается по главной штанге. При помощи нее отсчитываются доли деления основной шкалы.
Действие нониуса базируется на разности делений нониусной шкалы и главной шкалы. Разница соответствует делению нониуса, при этом число делений определяется ценой деления.
При интервале деления шкалы в 1 мм и интервале делений нониуса в 0,9 мм, то деление нониуса составляет 0,1 мм.
В результате если совместить нулевое деление нониуса с делением основной шкалы, то первое деление нониуса будет отставать от первого деления на величину разности интервалов шкал, то есть на 0,1 мм — первое деление и на 0,2 мм — второе деление и так далее.
К примеру, если нулевой штрих нониуса имеется совпадение с штрихом на линейке, то данное деление показывает на размер в целых миллиметрах. При несовпадении нулевого штриха нониуса со штрихом основной шкалы, то на линейке ближайшее слева деление демонстрирует целое число миллиметров, при этом по нониусу отсчитывают десятые доли.
Величина отсчета по нониусу у разных моделей может отличаться. У ШЦ-1 — это 0,1 мм, у ШЦ-II — это составляет 0,1 или 0,05 мм.
Особенности выполнения измерений
Штангенциркуль перед применением проверяют на соответствие рабочим параметрам и производят его настройку. На рабочих поверхностях не допускаются царапины, коррозионные отложения и сколы, не должно быть перекошенных губок.
Измерение проводят следующим образом:
- Губки инструмента плотно с небольшим усилием, без перекосов и зазоров прижимают к детали.
- Оценивая диаметр круга, нужно следить, чтобы плоскость рамки располагалась перпендикулярно оси;
- При оценке размеров отверстий губки устанавливают в противоположных точках. Плоскость рамки следует расположить через ось отверстия.
- Для определения глубины штангу выставляют перпендикулярно поверхности изделия. При помощи подвижной рамки, линейка глубиномера должна упереться в дно.
- Полученный размер фиксируется винтом, после чего определяются показания.
Применение
Штангенциркульиспользуется во многих отраслях промышленности. Это машиностроительные заводы, мебельные фабрики, лаборатории, мастерские, автомобильная промышленность и многие другие производства. Также этот инструмент можно встретить на строительной площадке, в гараже и дома. То есть его используют там, где требуется высокая точность измерений вплоть до десятой и сотой доли миллиметра.
На современном промышленном производстве каждый уважающий себя инженер, техник, рабочий обязательно пользуется этим инструментом, а работа фрезеровщиков и токарей без указанного устройства просто невозможна.
Как выбрать штангенциркуль
При выборе инструмента следует учитывать:
- Точность требуемых измерений.
- Виды измерений.
- Условиях, в которых оно будет использоваться.
Самым простым в использовании является штангенциркуль ШЦ-I.
Это удобный, надежный и точный механический прибор, который всегда готов к работе. У него доступная цена, при помощи него можно мерить величины до 300 мм и выше.
Если первостепенное значение имеет удобство работы с инструментом, то прекрасным выбором станет покупка электронного или циферблатного измерителя типа I.
Модели типа II и III являются более специализированными инструментами, которые в быту практически не применяются. Однако они незаменимы в других областях.
- Для разметочных и измерительных действий без привлечения другого инструмента подойдут модели типа II. Для работы лишь с цилиндрическими или плоскими деталями лучше использовать инструмент типа III.
- При работе с поверхностями из абразивов или достаточно твердыми материалами рекомендуется выбирать модели типа Т-1.
- Для бытового использования хватит инструмента с отсчетом 0,1 мм, профессионалам лучше присмотреться к моделям со значением отсчета 0,02, 0,05 или даже 0,01 мм. Следует учитывать, что циферблатные с отсчетом 0,02 и 0,05 мм имеют несколько большую точность, чем электронные устройства с отсчетом 0,01 мм.
- Необходимо присмотреться и к диапазону измерений. Для большинства ситуаций хватит диапазона измерения 300 мм. Однако для работы с небольшими изделиями желательно иметь инструмент с диапазоном до 125 или 150 мм.
- Следует учитывать не только свойства устройств, но и их марку, соответствие стандартам и качество изделия. Наилучшую надежность и точность измерений обеспечивают инструменты, выполненные в соответствии со стандартом и имеющие маркировку. «Безымянные» модели имеют на порядок меньшую цену, однако добиться высокой точности от них будет затруднительно. Такая экономия в будущем может вызвать новые затраты.
Рекомендации по хранению
Работая с инструментом, рекомендуется использовать салфетку для протирки, которая смочена в водно-щелочном растворе. Затем его нужно насухо вытирать. Штангенциркуль следует содержать в специальном чехле. Удары либо падение с высоты не допускаются, следует избегать царапин на главных мерительных поверхностях, что может повлечь уменьшение точности устройства.
Источник:
Штангенциркуль — особенности точного инструмента

Штангенциркулем называют инструмент для измерения внутренних и наружных габаритов до 4 метров с практически идеальной точностью. Перед приобретением данного устройства необходимо понять, для чего чаще всего он будет использован и какая погрешность будет критичной.
Любой штангенциркуль имеет стандартную общую форму, его основной элемент – штанга, заканчивающаяся статичной губкой, на которую нанесена шкала в соответствии с принятой мерой измерения. На штангу надета подвижная губка.
Остальные элементы могут разниться в зависимости от разновидности измерителя. Рассмотрим, какие бывают виды штангенциркуля:
- Аналоговый;
- Цифровой;
- Стрелочный.
Этот список составлен по типу снятия показаний, далее более подробно о каждом из них.
Аналоговый (нониусный) измеритель
Самый стандартный тип конструкции с обычной цифровой шкалой насеченной прямо на штанге прибора. Эта планка называется «Нониус», отсюда его второе название.
Измерение штангенциркулем такого вида имеет наибольший риск погрешности, т.к. полностью зависит от зрения и угла взгляда измеряющего. Считается, что их точность варьируется от 0,1 до 0,05 мм.
Цифровой
Штангенциркуль электронный или цифровой отличается наличием электронного табло на подвижной губке, которое показывает результат измерения с точностью до 0,01 мм.
Очень удобна функция, с которой можно установить начало отсчета с любой точки, а также менять единицы измерения и количество символов после запятой. Данные можно синхронизировать с компьютером, передавая показатели туда.
Обычно прибор дополняют клавишей выключения и обнуления результатов. Основной модуль конструкции выполняется из нержавеющего металла, корпус же из пластика.
В целом устройство считается качественным оборудованием, за исключением низкосортных продуктов из Китая. Важно чтобы аппарат имел износостойкость и отсутствовали скачки значений на табло.
Качественный точный прибор существенно облегчит строительные работы, замер глубин отверстий, подбора диаметра сверла и т.д.
Стрелочные штангенциркули
Такие приборы являются промежуточным по степени точности и удобства вариантом. Принцип работы основан на движении стрелки по круговому индикатору в зависимости от перемещения подвижной рамки.
Осуществляется измерение путем реечно-зубчатой передачи, дающей достаточно хорошую точность, плюс дополнительно усиливающей жесткость конструкции.
Поскольку все различия видны невооруженным взглядом, достаточно увидеть фото штангенциркуля для определения его разновидности.
Прочие виды
Чтобы не возникало вопроса, как пользоваться штангенциркулем при измерении нестандартных деталей, нужно еще рассмотреть остальные типы приборов для узко специфичных задач, для которых стандартный инструмент не подойдет:
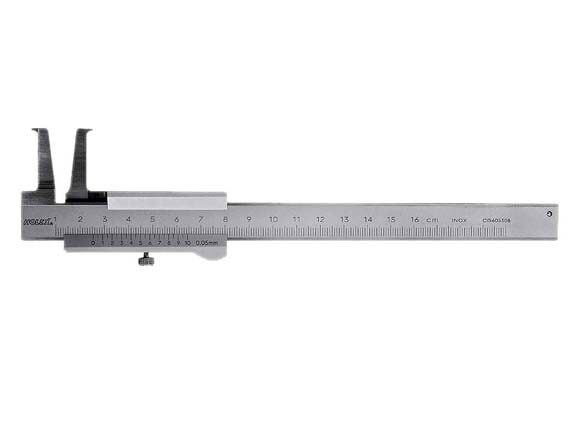
Разметочный штангенциркуль создан для точной разметки поверхностей, чему служат особенно тонко заточенные нижние губки. Диапазон длин совершенно разнообразен, следует подбирать по максимально необходимым обычно габаритам.
Штангенциркули для замера габаритов форм с перепадами высот. Конструкция несколько видоизменена, в этом случае статичная нижняя губка путем нажатия регулируется по высоте. Можно установить ее выше или ниже уровня подвижной губки и спокойно измерять ступенчатые детали.
Помимо этих видов, существуют другие, не так часто применяемые штангенциркули, например для замера расстояний между серединами отверстий, измерения автомобильных барабанов, регулирующиеся конструкции.
Сейчас производители выпускают, можно сказать, все необходимые инструменты, важно только разобраться, какой конкретно необходим именно для вас.
Источник:
Как правильно пользоваться штангенциркулем
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
Например, представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
Шкала прибора с ценой деления 0,05 мм. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом.
Устройство механического штангенциркуля
Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений.
Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров.
Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д.
Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
Измерение
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом.
Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги.
В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
Источник:
Как правильно пользоваться штангенциркулем | Строительный портал

Для того, чтобы провести сверхточные измерения используется прибор в виде штангенциркуля. Различают несколько разновидностей данного прибора. Об их характеристике и об особенностях применения штангенциркуля, поговорим далее.
Как пользоваться штангенциркулем: особенности и характеристика прибора
Штангенциркуль отличается универсальным применением, так как данный прибор способен с высокой точностью измерить внутренние и внешние линейные размеры. Из-за своей простоты и легкости применения данный инструмент довольно распространен в бытовом использовании. Кроме того, скорость измерения с помощью штангенциркуля также находится на высоком уровне.
Именно конструктивные особенности данного инструмента являются ключевыми в определении его названия. Основными составляющими штангенциркуля является измерительная шкала и дополнительный элемент в виде нониуса. С его помощью удается отсчитать доли деления. У некоторых моделей штангенциркулей имеется возможность измерения деталей вплоть до сотых тысячных миллиметров.
В составе обычного штангенциркуля присутствуют элементы в виде:
- штанг и подвижных частиц;
- измерительной шкалы;
- губки, с помощью которой проводятся внутренние измерения;
- губки, которая позволяет проводить внешние измерения;
- глубинометрической линейки;
- нониуса;
- зажимного механизма.
В соотношении с принципом работы, штангенциркули бывают нескольких видов. В составе нониусного механизма содержится стандартный нониус. Для того, чтобы упростить процесс измерения и легко снимать показания, нониус заменяет циферблатный механизм. На цифровом жидкокристаллическом дисплее высвечиваются показатели более усовершенствованных моделей штангенциркулей.
Каждая модель штангенциркуля отличается наличием определенной маркировки, которая в свою очередь определяет функциональные возможности механизма. Предлагаем ознакомиться с основными разновидностями штангенциркулей:
- шц-1 — инструмент на котором с двух сторон расположены губки, которые позволяют проводить измерения как внутреннего, так и наружного и глубинного характера;
- шцк — на данном приборе также имеется круговая шкала, для считывания данных показаний следует смотреть на стрелку, соединенную со штангой, данный механизм более удобен и прост в работе, а его конструкция повышает скорость считывания измерений;
- шцт-1 — на данном инструменте губки расположены в одностороннем порядке, однако, замеры выполняются как внутри, так и снаружи приборов;
- шцц — этот прибор отличается наличием цифровой индикации.
Устройство и измерение штангенциркулем
Благодаря тому, что несколько составляющих штангенциркуля соединены между собой, механизм отличается высокой точностью в измерении. Сфера использования данного инструмента довольно широкая, в некоторых отраслях промышленности, он является незаменимым помощников в проведении точнейших подсчетов.
При помощи данного механизма удается получить линейные размеры любого предмета, причем снятые как с его внешней, так и с внутренней сторон. Точность штангенциркуля находится на высочайшем уровне, а погрешность штангенциркуля равна нулю.
Основная функция данного инструмента — выполнение измерительных работ по измерению длины, глубины или диаметра определенных предметов. Основная составляющая механизма — линейка, выполняющая роль штанги, чаще всего размер линейки ровняется 15-ти см. С помощью линейки определяется максимальное значение, измеряемое прибором.
На конечном участке линейки располагаются детали в виде губок, такие же детали располагаются и на подвижной раме, которая движется в соотношении с линейкой. Различают два варианта губок: внутренние и внешние.
С помощью первых удается измерить геометрическую внутреннюю длину, а вторые помогают измерить предмет снаружи.
Для повышения точности снятия мерок, на раме имеется специальный винт, позволяющий фиксировать результаты замеров.
Основная линейка показывает предварительные результаты, а для того, чтобы получить более точные замеры используется нониус. Данный элемент отличается наличием десяти делений, каждое из которых занимает 0,19 см.
В данном случае, описан нониус стандартного механизма, в некоторых более усовершенствованных моделях данное значение изменяется в большую или меньшую сторону.
Кроме того, для определения глубины предмета используется элемент в виде хвостика, выдвигаемого при необходимости.
В соотношении с основными составляющими прибора, штангенциркуль бывает трех видов и восьми подвидов. В соотношении с типами шкалы по которой снимаются мерки, штангенциркули подразделяются на:
- штангенциркуль цифровой — имеющий специальный дисплей;
- циферблатный механизм;
- устройство в основе которого лежит нониус.
В зависимости от размеров штангенциркуля, он бывает восьми подвидов. В соотношении с конструктивными особенностями линеек и дополнительных функций, штангенциркули могут быть большими, средними и маленькими. Кроме того, данные инструменты изготавливают не только из металла, но и из пластика, дерева, твердосплавных материалов.
Электронный штангенциркуль отличается наличием функции самоизмерения, достаточно зафиксировать прибор в нужном положении, и на дисплее появятся значения измерений. Разметочный штангенциркуль позволяет не только измерить предметы, но и произвести на них разметку, согласно ранее предъявленным требованиям. Они незаменимы в моделировании, машино- и авиастроительной промышленности.
Как измерять штангенциркулем: общие рекомендации
Первый этап работы с данным инструментом основывается на фиксации детали в нужном положении. Для этого, изначально необходимо провести проверку инструмента, свести губки на ноль и осмотреть точность их соединения. Между губками не должно быть просвета.
Далее приступайте к работе по измерению определенной детали. Если вы правша, то поместите инструмент в правую руку, а предмет, который подвергается измерению — в левую.
Для того, чтобы измерить наружный размер детали, достаточно развести внешние губы прибора и поместить между ними измеряемую деталь. Губки должны плотно соприкасаться с деталью.
Учтите, что сдавливать слишком мягкую деталь не нужно, так как результаты измерений будут неточными.
Для контроля усилий измерения, губки сдавливаются в соотношении с предметом. При слишком высоком соскальзывании губок существует риск их пережатия.
Для перемещения рамки лучше всего использовать большой палец на той руке, которой удерживается прибор. Для начала, следует проверить отношение инструмента и прибора, губки располагаются на одинаковом расстоянии от каждого края детали, перекосы должны отсутствовать.
Далее следует процесс фиксации винта, который способен сохранить результаты измерений. Учтите, что винт вкручивается с помощью указательного и большого пальца, а остальная часть руки удерживает прибор в таком же положении. После фиксации значений деталь откладывается в сторону и производится снятие результатов измерений.
Этот этап является вторым в работе со штангенциркулем, но не менее важным чем первый. Ведь неточности снятия измерений, в некоторых случаях приводят к большим неприятностям.
Для считывания показаний установите инструмент прямо перед глазами. Для начала, запишите на листе бумаги основные показания на шкале.
Для этого обратить внимание следует на основную штангу, которая приближенная к нулевому значению. Значение данного штриха умножается на 0,1 или другое число, указанное в техническому документу к прибору.
Далее результаты суммируются между собой и получается результат измерения детали или какого-то предмета.
По завершению работы со штангенциркулем следует обезжирить инструмент, раздвинуть губки, ослабить их зажим и установить в чехол. При длительном хранении инструмента и его нечастом использовании, следует обработать его с помощью антикоррозийного раствора.
Как правильно пользоваться штангенциркулем
С помощью штангенциркуля удается определить внутренний и внешний размер предмета, а также его глубину, при необходимости. Для того, чтобы определить наружные размеры прибора используются широкие нижние дополнительные губки. Кроме того, с помощью данных губок также выполняется нанесение разметки на детали, так как они имеют заостренную форму.
Для того, чтобы определить глубину изделия используется специальный элемент, расположенный на инструменте. Независимо от вида штангенциркуля, процесс измерения любым из приборов является одинаковым, единственное отличие состоит в снятии мерок.
Поэтому, предлагаем ознакомиться с рекомендациями об особенностях работы с различными штангенциркулями. Изначально следует произвести измерения.
Перед началом работы, инструмент очищается от пыли или смазочного материала и проверяется на точность. Для этого, следует сопоставить губки прибора между собой и определиться в отсутствии между ними просвета.
Кроме того, десятый нониусный штрих должен совпасть с 19-тым штрихом рабочей поверхности, только после этого, начинают работу.
Для проверки штангенциркуля стрелочного или цифрового типа, также потребуется совместить их губки между собой. Стрелка на цифровом приборе должна остановиться на нуле. Дисплей электронного штангенциркуля также должен показывать ноль.
В работе следует проявлять особую осторожность, так как губки отличаются наличием острых краев, существует риск пораниться, при неправильном обращении с прибором.
Существует три варианта измерений с помощью штангенциркуля:
1. Наружные параметры предмета.
Для измерения внешних параметров детали, достаточно установить ее между двумя губками. Рекомендуется удерживать прибор в правой руке, а деталь в левой. После установки губок по краям от детали, они прижимаются к ней.
Для фиксации результатов используется специальный винт, который закручивается двумя пальцами. Перед тем как вытащить предмет из прибора, убедитесь в том, что деталь расположена правильно по отношению к прибору, а перекосы отсутствуют.
Кроме того, правильность расположения детали констатируется тем, что вытаскивая ее из штангенциркуля, она легко проходит между губками, контактируя с ними.
2. Внутренние параметры детали.
Для того, чтобы измерить деталь внутри, используют губки, имеющие острые края. Они располагаются внутри детали, далее следует их развести. При этом, губки должны плотно соприкасаться со стенками детали. После фиксации результатов деталь извлекается и производится снятие мерок.
3. Как определить глубину детали.
Для того, чтобы измерить деталь в соотношении с ее глубиной, следует установить во внутрь предмета специальный элемент штангенциркуля, который называется глубиномером. Далее, губки раздвигаются до того положения, пока глубиномер не начинает упираться в поверхности. Дальнейшие действия связаны со считыванием результатом измерений.
Дальнейшие действия связаны со считыванием показаний. Наиболее сложными на данном этапе являются штангенциркули с нониусными элементами измерения. Для определения показаний на данном инструменте установите его непосредственно перед собой. Учтите, что расположение прибора сбоку от глаз, приведет к неточности в измерениях.
Независимо от типа измерений: внешнего внутреннего или глубинного, размеры считываются в одном и том же порядке. На поверхности шкалы имеется участок в виде небольшого скоса. В данном случае, с его помощью удается сопоставить нониус и основную шкалу. В зависимости от расположения данных элементов штангенциркуля определяется размер детали.
Для начала, следует записать показатели в миллиметрах. Затем следует определить количество долей и умножить их на значение каждой доли. Полученное значение будет результатом как внутреннего, так и внешнего или глубинного измерения детали.
Если в процессе работы использовался стрелочный штангенциркуль, то для того, чтобы считать с него показатели, следует осмотреть шкалу прибора, определить показатели на ней и умножить полученное число на интервал между обозначениями, указанный в технических параметрах прибора.
Цифровые устройства отображают показатели непосредственно на дисплее в любом удобном формате. После завершения работы для очищения штангенциркуля используется наждачная бумага, а для протирки измерительных поверхностей, используйте ветошь. Для хранения прибора используйте специальный футляр.
Источник:
Нтц эксперт — неразрушающий контроль, аттестация лабораторий неразрушающего контроля, производство и поставка приборов неразрушающего контроля

Магнитная дефектоскопия представляет собой комплекс методов неразрушающего контроля, применяемых для обнаружения дефектов в ферромагнитных металлах (железо, никель, кобальт и ряд сплавов на их основе).
К дефектам, выявляемым магнитным методом, относят такие дефекты как: трещины, волосовины, неметаллические включения, несплавления, флокены.
Выявление дефектов возможно в том случае, если они выходят на поверхность изделия или залегают на малой глубине (не более 2-3 мм).
Магнитные методы основаны на изучении магнитных полей рассеяния вокруг изделий из ферромагнитных материалов после намагничивания. В местах расположения дефектов наблюдается перераспределение магнитных потоков и формирование магнитных полей рассеяния. Для выявления и фиксации потоков рассеяния над дефектами используются различные методы.
Наиболее распространенным методом магнитной дефектоскопии является магнитопорошковый метод.
При использовании метода магнитопорошковой дефектоскопии (МПД) на намагниченную деталь наносится магнитный порошок или магнитная суспензия, представляющая собой мелкодисперсную взвесь магнитных частиц в жидкости.
Частицы ферромагнитного порошка, попавшие в зону действия магнитного поля рассеяния, притягиваются и оседают на поверхности вблизи мест расположения несплошностей.
Ширина полосы, по которой происходит оседание магнитного порошка, может значительно превышать реальную ширину дефекта. Вследствие этого даже очень узкие трещины могут фиксироваться по осевшим частицам порошка невооруженным глазом. Регистрация полученных индикаторных рисунков проводится визуально или с помощью устройств обработки изображения.
Магнитопорошковый метод неразрушающего контроля регламентируется следующими отечественным и зарубежными стандартами:
Российские стандарты:
- ГОСТ 24450-80 Контроль неразрушающий магнитный. Термины и определения;
- ГОСТ 21105-87 Контроль неразрушающий. Магнитопорошковый метод;
- ГОСТ 8.283-78 Дефектоскопы электромагнитные. Методы и средства поверки;
- ГОСТ 26697-85 Контроль неразрушающий. Дефектоскопы магнитные и вихретоковые. Общие технические требования.
Европейские стандарты:
- EN ISO 9934-1 Неразрушающий контроль. Магнитопорошковый контроль. Часть 1 Общие принципы;
- EN ISO 9934-2 Неразрушающий контроль. Магнитопорошковый контроль. Часть 2 Материалы для обнаружения;
- EN ISO 12707 Июнь 2000 Неразрушающий контроль. Терминология — Термины, используемыев магнитопорошковом контроле;
- EN ISO 3059 Неразрушающий контроль — Капиллярный и магнитопорошковый контроль. Условия осмотра;
- ISO 3059 Контроль неразрушающий. Контроль методом проникающих жидкостей и методом магнитных частиц. Условия наблюдения;
- ISO 9934 Контроль неразрушающий. Магнитопорошковый метод. Часть 3. Оборудование;
- ASTM E 709-01 Стандартное руководство по магнитопорошковой дефектоскопии;
- ASTM E1444-05 Стандартная методика тестирования с помощью магнитопорошковой дефектоскопии.
Магнитопорошковый метод применяется для контроля изделий из ферромагнитных материалов, имеющих относительную магнитную проницаемость не менее 40.
Чувствительность контроля данным методом зависит от различных факторов, в том числе от магнитных характеристик исследуемого материала, формы, размеров и шероховатости объекта контроля (макс. Ra 10 / Rz 63), напряженности приложенного поля, местоположения и ориентации дефектов и свойств магнитного порошка.
Согласно ГОСТ 21105 устанавливаются 3 условных уровня чувствительности (А, Б, В). Они характеризуются минимальной шириной раскрытия и минимальной протяженностью выявляемого дефекта.
Магнитопорошковый метод включает в себя следующие операции:
- подготовка к контролю;
- намагничивание;
- нанесение дефектоскопического материала;
- осмотр поверхности и регистрация индикаторных рисунков;
- размагничивание
Перед проведением контроля изделие должно быть зачищено от масла, окалины и других загрязнений. Подготовку поверхности для уменьшения сил трения осуществляют пескоструйной и механической обработкой. Применяется также грунтовка поверхности красками и лаками, обеспечивающими необходимый контраст с порошком.
Для намагничивания и размагничивания объектов контроля применяются стационарные или передвижные магнитные дефектоскопы.
Дефектоскопы снабжаются измерителями намагничивающего тока, а также устройствами для осмотра поверхности и регистрации индикаторных картинок (измерительные лупы, микроскопы, эндоскопы или автоматизированные системы получения изображений). Используются различные виды намагничивания: циркулярное, продольное, комбинированное.
Магнитопорошковый метод контроля может осуществляться двумя различными способами. При применении способа остаточной намагниченности дефектоскопический порошок наносят после снятия намагничивающего поля.
При применении способа приложенного поля операция намагничивания и нанесение порошка осуществляются одновременно.
Выбор способа контроля зависит от магнитных свойств материала изделия и требуемой чувствительности.
Применяемые для контроля материалы могут иметь различные оттенки (от светло-серых и желтоватых до красно-коричневых и черных) в зависимости от цвета контролируемой поверхности. Магнитные порошки, на поверхность которых нанесен слой люминофора, позволяют повысить чувствительность метода.
Нанесение магнитного материала осуществляют следующими способами:
- с использованием магнитного порошка (сухой способ);
- с использование магнитной суспензии (влажный способ);
- магнитогуммированной пасты
Сухой порошок равномерно распределяют на поверхности с помощью распылителей или погружением изделия в емкость с порошком. Суспензию наносят путем полива или погружения изделия в ванну с суспензией. Удобны в пользовании аэрозольные баллончики, содержащие суспензии магнитных материалов на водной или масляной основе.
Качество применяемых магнитных материалов оценивается по методикам, приведенным в нормативной документации на их поставку.
Перед проведением контроля качество готовых порошков и суспензий определяется на контрольных (стандартных) образцах, имеющих дефекты известного размера и аттестованных в установленном порядке.
С помощью контрольных образцов также отрабатывается технология контроля в для достижения заданной чувствительности.
При проведении контроля частицы материала намагничиваются и под действием результирующих сил образуют скопления в виде полосок (валиков).
После формирования индикаторной картинки из осевшего порошка осуществляется осмотр контролируемого изделия. При визуальном осмотре могут быть использованы оптические устройства, позволяющие увеличить изображение.
Рекомендуется применять комбинированное освещение (местное и общее).
При применении люминесцентных порошков осмотр поверхности проводят при ультрафиолетовом облучении. Используются ультрафиолетовые фонари, лампы, а также индукционные источники ультрафиолетового излучения.
Преимущества магнитопорошкового метода неразрушающего контроля заключаются в его относительно небольшой трудоемкости, высокой производительности и возможности обнаружения поверхностных и подповерхностных дефектов.
При помощи этого метода выявляются не только полые несплошности, но и дефекты, заполненные инородным веществом.
Магнитопорошковый метод может быть применен не только при изготовлении деталей, но и в ходе их эксплуатации, например, для выявления усталостных трещин.
К недостаткам метода можно отнести сложность определения глубины распространения трещин в металле.
Другими методами магнитной дефектоскопии являются феррозондовый и магнитографический методы.
Феррозондовый метод основан на регистрации магнитных полей феррозондовыми преобразователями, в которых взаимодействуют измеряемое поле и собственное поле возбуждения.
В магнитографическом методе применяется запись магнитных полей на магнитный носитель записи (магнитную ленту) с последующим формированием сигналограммы.
Источник: