Токарный станок — гениальное изобретение человечества. Сейчас без него трудно, и даже невозможно, обойтись практически в любой отрасли. Взять, например, автомобильную промышленность.
В одном только двигателе сколько круглых деталей, которые необходимо сначала обработать на токарном станке, а затем поставить на своё место в «сердце» автомобиля.
И колёса у него круглые, а отлитым дискам нужно придать идеально круглую форму.
Оборудование для изготовления или обработки чего-либо без специальных приспособлений — это бесполезная груда металла. Не исключение и токарный станок. Чтобы на нём работать, нужны инструменты и, в первую очередь, резцы.
- Конструкция резца
- Виды токарных резцов
- Отрезные
- Проходные
- Подрезные
- Резьбовые
- Расточные
- Стоимость инструмента
- Изготовление резцов для токарных станков по металлу: советы и рекомендации
- Конструкция и особенности изделия
- Углы режущего инструмента
- Разновидности и особенности
- Материалы для изготовления
- Как изготовить режущий инструмент своими руками?
- Правильная заточка режущего инструмента
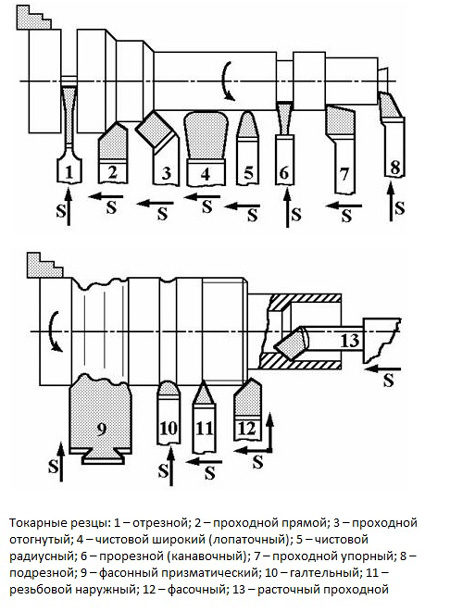
- Виды резцов для токарного станка
- Разновидность резцов для токарного станка по металлу
- Классификация металлорежущих инструментов
- Конструкции токарных инструментов
- Подрезной
- Расточной
- Отрезной
- Проходной
- Резьбовой
- Державки и их размеры
- Виды резцов, классификация и применение
- Токарные резцы по дереву
- Твердосплавные пластины для применения на токарных резцах и их виды
- Параметры классификации изделий
- Как маркируют пластины, и кто их производит
- Правила выбора твердосплавных изделий
- Отрезные резцы для токарного станка по металлу
- Основные характеристики отрезных резцов для токарных работ
- Типы и назначение резцов
- Конструктивные особенности токарных резаков
- Отрезной инвертированный режущий инструмент
- По каким параметрам выбираемся резец?
Конструкция резца
Резец состоит из стержня (державки) и головки.
Державка крепится в резцедержателе токарного станка. Она имеет квадратную или прямоугольную форму. Головка — это рабочая часть резца с кромками и плоскостями, которые заточены под определёнными углами, что необходимо для обработки металлических заготовок различными способами.
Головки подразделяются на:
- цельные;
- с припаянными или приварными пластинами;
- с механическим креплением пластины.
Цельная головка представляет собой одно целое с державкой (стержнем). Такие резцы изготавливаются из специальной стали, называемой инструментальной, с высоким содержанием углерода, или из быстрорежущей стали. Однако такой токарный инструмент применяется крайне редко.
Чаще всего для обработки металлических заготовок на токарных станках применяются резцы с припаянными или приварными пластинами.
Они изготавливаются из твёрдого сплава или из быстрорежущей стали, в состав которых входят металлы: вольфрам, титан, тантал и другие, отличающиеся высокой прочностью и ценой, конечно.
Такой обрабатывающий токарный инструмент используется, в зависимости от его марки, для обработки деталей из чугуна, цветных металлов, неметаллических материалов, а также заготовок из любых сталей.
Пластины из твёрдых сплавов очень хрупкие и при работе с ними нужно обращаться осторожно, соблюдая все технологические требования.
Применяются в токарной обработке головки с механическим креплением пластины. В отличие от припаянной или приваренной, она закрепляется в головке механическим способом. Удобен он в том случае, если основа материала, из которого изготовлена пластина, составляет минералокерамика.
Таким образом, материалы рабочей части любого токарного резца составляют:
- углеродистая сталь высокого качества;
- быстрорежущая сталь;
- твёрдые сплавы.
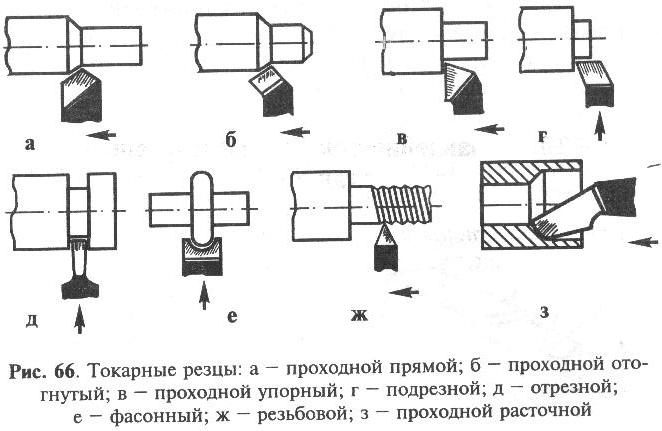
Виды токарных резцов
Они бывают следующих видов:
- отрезные;
- проходные;
- подрезные;
- резьбовые;
- расточные;
- универсальные.
Отрезные
Любому токарю невозможно обойтись без отрезного резца. Он предназначен для того, чтобы отрезать заготовку нужного размера от металлических болванок, прутьев, труб, шестигранников и т.д., длина которых больше требуемых параметров будущей детали.
Его трудно перепутать с другими, так как у него тонкая ножка, на конце которой припаяна пластинка из твёрдого сплава. Чем она уже, тем меньше рез и, соответственно, получается меньше отходов в виде стружки. Отрезка производится под прямым углом.
Отрезным резцом можно вырезать тонкие канавки.
Проходные
Проходные резцы подразделяются на:
- отогнутые;
- упорные отогнутые;
- прямые.
Отогнутый проходной предназначен для обработки торцов у заготовки, а также снятия фасок. Получил он такое название потому, что во время обработки детали резец как бы огибает её сбоку.
Ещё один вид проходного резца для токарного станка — упорный отогнутый. Он из самых нужных при токарной обработке детали из цилиндрической заготовки.
Его изгиб позволяет при обтачивании круглой детали за один проход снимать много лишнего металла. Резец при обработке двигается вдоль вращения детали. Проходные отогнутые бывают правосторонние и левосторонние.
Чаще всего на практике используются правосторонние.
Проходной прямой применяется в тех же случаях, что и проходной упорный отогнутый. Им чаще всего обрабатывается поверхность металла, однако токари в своей работе используют его редко.
Подрезные
Следующий вид токарного резца — подрезной отогнутый. Не следует его путать с проходным упорным.
У подрезного, в отличие от проходного упорного, рабочая часть — это, конечно же, тоже пластина из твёрдых сплавов, но треугольной формы, одна из сторон которых закруглённая, в то время как у проходного она прямоугольная.
Подрезным отогнутым обрабатываются заготовки поперек оси её вращения, выставляя инструмент перпендикулярно. Есть ещё подрезные упорные резцы, но они не востребованы.
Резьбовые
Комплект инструментов для токарного станка будет неполным, если там отсутствуют резьбовые резцы. Они бывают двух видов:
- для нарезания наружной резьбы;
- для нарезания внутренней резьбы.
Первый тип предназначается для нарезания наружной резьбы на заготовках таких деталей, как болты, шпильки и т.д. Пластина резца напоминает форму наконечника копья. Нарезаемая резьба может быть двух видов: метрической или дюймовой, в зависимости от конструкции резца.
Второй тип используется для нарезания внутренней резьбы в заготовке. Такой резец имеет иной вид, хотя форма режущей пластины остаётся такой же, как у инструмента для нарезания наружной резьбы.
Расточные
Они бывают двух типов:
- для расточки глухих отверстий;
- для расточки сквозных отверстий.
В первом случае резец используется тогда, когда в заготовке нет отверстия. Отверстие, конечно, можно просверлить заранее поочередно свёрлами разного диаметра, но на токарном станке эту операцию будет сделать проще и быстрее.
Для этого и применяется расточной резец, у которого пластина такая же треугольная, как и подрезного, но, в отличие от него, у расточного головка имеет изгиб.
Нужен он для того, чтобы можно было подвести его с торца заготовки и начать растачивать её от центра, углубляясь внутрь, делая отверстие нужного диаметра. Можно растачивать отверстия любого диаметра, но для этого нужны и резцы больших размеров.
Для растачивания сквозных отверстий на токарном станке используется другой тип резца. Предварительно в заготовке сверлом большого диаметра просверливается отверстие, а затем оно растачивается до нужного размера.
Однако при этом большую роль играет державка, чем она длиннее, тем больше можно расточить отверстие в заготовке.
Прямая пластинка, не имеющая выступа, позволяет инструменту легко заходить внутрь просверленной заранее в заготовке трубки и растачивать её, проходя насквозь.
Универсальные резцы ещё называют сборными, потому как на одну державку можно крепить разные пластины и, таким образом, обрабатывать заготовки различных форм под разными углами.
Державки инструмента бывают разных размеров. Такой вид токарного инструмента используется редко, поэтому и производят его мало.
Если он и встречается в продаже, то цена достаточно высокая, в отличие от остальных типов.
Стоимость инструмента
Цена каждого токарного резца по металлу зависит от того, из какого материала он изготовлен, вида инструмента, то есть для чего он предназначен при обработке металлических деталей и других факторов.
Например, конструкция отрезного резца проще, чем для нарезания резьбы, соответственно и цена его будет ниже. Однако, если в состав материала, из которого изготовлена головка, входит дорогостоящий металл, то и цена инструмента будет намного выше.
Не стоит приобретать обрабатывающий инструмент для токарных станков по металлу подешевле. Уже давно доказано, что скупой платит дважды. Лучше купить инструмент по более высокой цене, но качественный, который прослужит дольше, а не будет одноразовым.
Источник:
Изготовление резцов для токарных станков по металлу: советы и рекомендации
Токарный станок – универсальное оборудование, которое активно применяется в быту.
При желании же, можно создать не только само устройство для обработки металла и других материалов, но и используемые для этой цели резцы.
Что же для этого потребуется, и из чего состоят подобные элементы?
Конструкция и особенности изделия
Любые резцы, предназначенные для токарного станка, отличаются простотой конструкции – и самодельные варианты не являются исключением.
Они состоят из двух основных деталей:
- Головки
- Стержня для фиксации.
Вершина всего изделия – дополнительная кромка. Она образуется на пересечении основной и вспомогательной поверхностей. Передняя используется для схода стружки. Непосредственно режущую, образуют задняя и передняя поверхности.
Углы режущего инструмента
При изготовлении самодельного изделия, важно правильно определить и выполнить угол наклона. Существуют как главные (для замера проектируется основная кромка на главную плоскость) и вспомогательные углы.
Важно учитывать, что углы могут быть описаны различными плоскостями:
- Резания. Расположена по касательной к обрабатываемой поверхности и под углом к режущей.
- Основная. Расположена параллельно основным направлениям подач, накладывается на опорную.
Помимо этого существуют углы, общая сумма которых составила 90 градусов. Это:
- Передние главные.
- Заострения.
- Здание главные.
Разновидности и особенности
Список резцов, которые могут использоваться для токарного станка, достаточно широк. В зависимости от типа обработки материалов, различаются следующие варианты:
- Расточные – элемент для создания отверстий.
- Фасонные – для специальной обработки.
- Резьбонарезные – для нарезания резьбы.
- Подрезные – выравнивают или сокращают уступы.
- Проходные – используются для шлифовки вдоль оси вращения.
- Фасочные – применяются, чтобы снять фаски с детали.
- Отрезные – для ровной резки и создания узких канавок.
- Канавочные – используются для создания небольших канавок цилиндрической формы. Подходит для шлифовки и внутренней, и внешней поверхности.
Самодельные инструменты, используемые для работы по металлу, могут отличаться по способу подачи. Правые применяются для обработки к передней бабке, левые – к задней.
Материалы для изготовления
Из чего изготовить режущий инструмент? В данном случае целесообразно использовать то, что находится под рукой. Для этой цели прекрасно подходят различные материалы.
Например, твердые сплавы актуальны для отрезных изделий, а также для работы на повышенных скоростях. Если же говорить о токарном станке небольшой мощности, то оптимальным решением станут быстрорежущие варианты.
Металлокерамические пластины актуальны для обработки стали и чугуна. Алмазные резцы станут отличным выбором для работы с цветными металлами, а также тончайшей обработки и точения заготовок.
Форма инструмента, используемого для обработки металла, также может отличаться:
- Прямая – ровная ось.
- Отогнутая – ось отклоняется в сторону.
Легче всего изготовить режущий инструмент для токарного станка, соединив режущую часть и стержень сварным способом. Это оптимальное решение для самодельных резцов.
Как изготовить режущий инструмент своими руками?
Создавая подобные элементы, можно обойтись и без дополнительных финансовых затрат. Для обработки металлов или же древесины в домашних условиях, достаточно взять старые рашпили или напильники, которые уже достигли определенной степени износа, не позволяющей в дальнейшем применять их по назначению.
Изначально самодельные элементы потребуется заточить – в работе важно следить, чтобы угол не превышал 50-60 градусов. Угол не должен быть острым. Исключение составляет плоский косой резец – изначально поверхность «скашивается» на 40 градусов, после чего затачивается с обеих сторон.
Своими руками можно сделать следующие элементы, используемые для выполнения работ по металлу:
- Отрезной – затачивается с каждой из сторон для первичной обработки и выравнивая детали.
- Косой плоский – используется для закругления сторон заготовок, подрезания углов и основания (изделие, получившее самое широкое распространение).
- Проходной – подходит для вторичной обработки, а также для создания небольших выемок круглой формы.
- Полукруглый – резец небольшого размера, который используется для создания миниатюрных заготовок сложной формы.
Самостоятельное изготовление режущего инструмента, предназначенного для токарного станка, обойдется на порядок дороже, чем приобретение аналогичных изделий в уже готовом варианте. Но при этом, подобные резцы прекрасно подходят для работы и оптимальны для применения в домашних условиях.
Правильная заточка режущего инструмента
Важно учитывать, что любые резцы необходимо периодически затачивать – в промышленных условиях для этой цели применяется специальное оборудование, а в домашних условиях придется справляться с поставленной задачей самостоятельно.
Оптимальный вариант – воспользоваться ручным точилом, воспользовавшись для этой цели абразивными дисками. Инструменты для токарного станка, изготовленные из твердых сплавов, лучше всего затачиваются карбидом кремния, быстрорежущие – корундом.
Источник:
Виды резцов для токарного станка
Наиболее востребованным инструментом, который необходим для токарной обработки металлов, являются токарные резцы. Резцы могут иметь разную конструкцию, но у них всех есть головка и тело.
Обычно они изготавливаются из стали и твердых сплавов, которые превышают твердость материала, подлежащего обработке.
Головка, или как еще ее называют, рабочая часть, включает в себя главную режущую кромку и вспомогательную режущую кромку, и вершину, которая является как бы пересечением двух этих кромок, а также одну переднюю и две задние поверхности. Причем по сути, всю основную работу по резанию выполняет именно главная режущая кромка.
Тело, или по-другому державка, как правило, имеет прямоугольную или квадратную форму поперечного сечения и предназначено для фиксации инструмента в резцедержателе станка.
При выборе резцов для токарного станка предпочтение лучше отдавать тем, что идут в наборе, т.к. это наиболее выгодный вариант в большинстве случаев.
Кроме этого, следует обращать внимание на такие важные параметры, как материал изготовления, форма (в зависимости от того, что вам именно нужно), конструкция, углы.
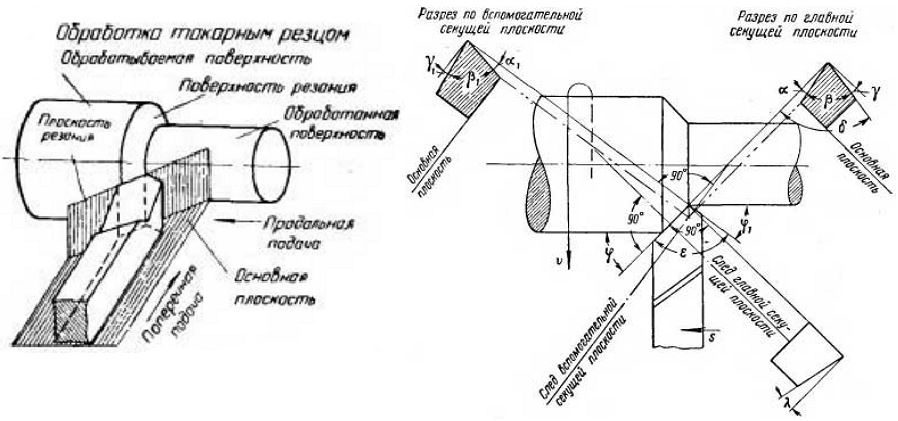
Углы имеют обозначение греческих букв и измеряются в секущих плоскостях. Перечислим основные углы:
- передний угол;
- главный задний угол;
- угол заострения;
- угол резания.
Все вышеуказанные углы расположены в главной секущей плоскости, которая перпендикулярна основной плоскости, а также главной режущей кромке.
Теперь перейдем непосредственно к видам резцов для токарного станка.
Резцы по виду обработки подразделяются на:
- отрезные – предназначены для отрезания заготовки;
- проходные – нужны для точения прямых цилиндрических и конических поверхностей;
- расточные – у них обычно большая длина и поперечные размеры меньше, чем у отверстия для обработки, соответственно, используются такие резцы для обработки отверстий;
- подрезные – как правило, имеют поперечную подачу и нужны для подрезания уступов детали;
- фасонные – предназначены для получения детали довольно сложной геометрической формы;
- фасочные – нужны для того, чтобы снять внутренние и наружные фаски.
Резцы по направлению подачи:
- правые – если наложить ладонь правой руки на резец сверху, то главная режущая кромка должна быть расположена под большим пальцем;
- левые – аналогично, но при условии использования левой руки.
В зависимости от установки резцы бывают:
- радиальные – расположены перпендикулярно по отношению к обрабатываемой поверхности, чаще всего применяется в промышленности из-за возможности простого закрепления и достаточно удобного выбора геометрических параметров режущей части;
- тангенциальные – расположены касательно, чаще всего используется там, где важна чистота обработки – на токарных автоматах и полуавтоматах.
По форме головки и расположению относительно державки:
- прямые – имеют прямую ось в плане и боковом виде;
- отогнутые – имеют изогнутую в плане ось;
- изогнутые – имеют загнутую ось в боковом виде;
- с оттянутой головкой – имеют ширину головки, которая меньше тела резца.
По сечению стержня:
- прямоугольные;
- квадратные;
- круглые.
В зависимости от материала изготовления, бывают из:
- инструментальной стали;
- углеродистой стали;
- легированной стали;
- быстрорежущей стали (высоколегированной);
- твердого сплава;
- металлокерамические;
- вольфрамовые;
- титанотанталовольфрамовые;
- минералокерамические.
Источник:
Разновидность резцов для токарного станка по металлу

Токарные работы на сегодня играют очень важную роль и в зависимости от потребностей и поставленной цели требуются резцы для токарного станка по металлу. На сегодняшний день без них практически невозможно обходиться, так как в любой промышленной отрасли их использование – это необходимость.
К токарной установке всегда прилагается определенный набор резцов, которыми производится обработка металла. От них зависит качество работ.
Что касается получистовых и чистовых инструментальных приспособлений, то этот тип предназначен для доводки уже готовых изделий после первого этапа работ. Такие резцы применяются во время невысокой скорости проведения работ.
Черновой инструмент дает возможность выполнить обработку детали с повышенными показателями скорости, при этом можно снимать более толстый слой металлической стружки. Рассматриваемые резцы имеют высокую механическую прочность, хорошие высокотемпературные показатели. Один недостаток – это низкое качество.
В зависимости от того, какая цель поставлена перед металлообработкой – используются разные типы приспособлений и насадок. Они предназначаются для черновых, получистовых и чистовых обработок.
Классификация металлорежущих инструментов
Зависимо от направления, которое должно осуществляться во время движения, резец бывает левым и правым. В первом случае обработка происходит слева направо, а во втором случае наоборот – справа налево.
Классификация зависит от способа установки, например, «аксессуар» для токарного станка бывает в виде радиальных и тангенциальных заготовок.
Тангенциальные приспособления монтируют не под прямым углом, все зависит от потребностей и поставленной цели.
Установка немного усложняется, но стружка снимается достаточно качественно.
Важно понимать, что даже мельчайшие особенности во время точения способны серьезно влиять на результат и качество проделанной работы. Это важно учитывать перед обработкой детали.
Радиальные приспособления монтируют под углом, который равен 90° к плоскостям обрабатываемых деталей. Это дает возможность использовать более удобные, во время заточки, типы кромок.
Конструкции токарных инструментов
В конструкциях любых резцов, используемых при токарных работах, выделяются такие основные элементы:
- головка (другое ее название – рабочая головка), этой частью обрабатывается металл;
- державка – с ее помощью производится фиксация инструмента на станке.
Резцовая державка выполняется двумя вариантами (берется во внимание поперечное сечение): в виде прямоугольника и квадрата.
Формирование рабочей головки происходит в нескольких плоскостях. Режущие кромки отличаются, их угол заточки напрямую зависим от вида обработки, а также соответственно и самого сырья. Зависимо от ситуации и потребностей обработки, в установках для точения металла используются разные виды резцов.
Подрезной
Подрезной отогнутый сильно похож на проходной упорный, но есть определенные отличия.
Подрезные инструменты отличаются от проходных упорных тем, что их рабочая поверхность – это пластины, сделанные из твердого сплава (они имеют форму в виде треугольника), одна из них – закругленная. Что касается проходных, то сторона сделана не закругленной, а прямоугольной.
При помощи подрезных отогнутых резцов обрабатывают в поперечном направлении, при обработке приспособление должно находиться в перпендикулярном положении. Существует подрезной упорный тип, но на практике используются значительно реже.
Расточной
Этот инструмент применяется для внутренней расточки заготовок.
Бывает два типа рассматриваемых токарных приспособлений, первый используется при растачивании глухих отверстий, а другой для растачивания уже имеющихся, например, после сверления сверлом.
Стоит помнить о том, что серьезную роль играет при расточке державка, от ее толщины и прочности зависит качество расточки. Прямые пластины, которые не имеют выступов, дают возможность без усилий входить во внутреннюю часть при вращении.
С применением такого инструмента появляется возможность обработки заготовок с разными формами, под углом (если нужно).
Существуют конструкции универсальных приспособлений, которые еще называются сборными. Это так потому что на одной державке крепится не одна пластина, а несколько.
Отрезной
Отрезные резцы для токарного станка нельзя перепутать с другими видами инструмента.
Они имеют тонкую ножку, к которой прикреплена (при помощи пайки) пластина для резки. Она делается из особого сплава, например, рапида или победита.
Ширина канавки зависит исключительно от толщины действующей пластинки или насадки. Точение производят под углом 90°. А также такими типами приспособлений можно сделать канавки.
Практически каждый токарь использует отрезной резец, без которого никак не обойтись. Они применяются для отрезания заготовок нужных размеров (металлические болванки, прутья, трубы, шестигранники).
Проходной
Торцевая часть всегда обрабатывается при помощи отогнутых проходных приспособлений. А также ими снимаются фаски.
Проходной резец для токарного станка бывает неодинаковых конструкций. Встречаются отогнутые, упорные и прямые их типы.
Упорный отогнутый – это еще одно разнообразие проходного резца. При помощи такого инструмента во время обтачивания металла происходит снятие металла. Движение резца происходит вдоль направления поворота деталей. Упорные отогнутые приспособления бывают двух типов – левосторонними и правосторонними.
Прямой тип резцов применяют в тех же случаях, что и отогнутый, в зависимости от ситуации. Главное, чтоб соблюдались все условия технологии и техники безопасности.
Резьбовой
В комплекте каждого токарного станка должен обязательно быть резьбовые резцы (наружные, внутренние).
Первый тип применяется при производстве резьбы с наружной стороны. Режущая пластина имеет форму наконечника копья. Что касается второго типа, то работа выполняется внутри заготовки.
Державки и их размеры
Державки резцов бывают различных размеров, в зависимости от возможностей станков и предполагаемого качества:
- самыми распространенными размерами является 25х16 мм;
- если державка изготавливается под заказ, то она может быть 40х25 мм, они практически не продаются;
- не менее популярным и практичным считается 32х20 мм;
- при нестандартных размерах державки бывают 20х12 мм;
- для учебных станков чаще применяются размеры 16х10 мм.
Бывают и другие размеры, которые на практике могут использоваться часто.
Сегодня на рынке есть разные виды рассматриваемых инструментов, при покупке стоит соблюдать особое внимание, особенно новичкам, которые решили приобрести наборы резцов для токарных работ.
Источник:
Виды резцов, классификация и применение

Для обработки цилиндрических заготовок на токарном станке требуются специальные режущие насадки – токарные резцы. Конструкция инструмента очень простая: державка, которая закрепляется в резцедержателе, и головка – собственно режущая часть.
Основная классификация резцов – по обрабатываемому материалу. Есть наконечники по металлу и твердым пластикам, а также по дереву и мягким пластикам.
Резцы по металлу в свою очередь делятся на следующие группы:
По материалу головки (наконечника):
- Быстрорежущая сталь;
- Твердосплавные напайные;
- Сменные наконечники из керамики, твердых сплавов или сверхтвердых материалов.
По форме державки:
- Квадратного сечения;
- Прямоугольного сечения;
- Круглого (овального) сечения.
По конструкции:
- Цельнокованные. Державка и головка неразделимы. Изготавливаются из быстрорежущей или инструментальной стали;
- Наконечник напайной или наваренный. Самый распространенный вид резцов. Технология позволяет сохранить баланс между твердостью головки и относительной дешевизной державки;
- Со сменными наконечниками. Режущий элемент крепится к державке механическим способом. Единственно возможный способ использования металлокерамических головок, которые нельзя напаять или приварить к державке;
- Существуют еще сборные и регулируемые конструкции, но это развитие варианта со сменными наконечниками.
По виду обработки:
Черновое точение.
Резцы повышенной прочности и с хорошим теплоотводом. Работы производятся на высокой скорости для придания заготовке приблизительной формы. Снимается увеличенная толщина стружки. Наконечник выполнен из материала, сохраняющего характеристики при нагреве.
Чистовая и получистовая обработка.
Низкоскоростные резцы, предназначенные для финишной обработки. Тонкая стружка и гладкая обработанная поверхность.
По ориентации относительно обрабатываемой заготовки:
- Радиальная установка. Державка расположена по вектору радиуса заготовки. Подходит к любым станкам, крепление простое, универсальное;
- Параллельно оси вращения. Для проделывания отверстий и нарезки внутренней резьбы;
- Тангенциальная установка. Державка имеет угол по отношению к вектору радиуса. Такая ориентация позволяет получить идеальную поверхность после обработки. Ручная работа с таким расположением резца требует особой квалификации. Поэтому применяется на автоматических и полуавтоматических станках.
По расположению режущей кромки головки относительно державки:
- Прямая. В обеих проекциях (верхней и боковой) ось головки и стержня прямая;
- Отогнутая. Ось в боковой проекции прямая, в верхней проекции изогнутая;
- Изогнутая. Ось в боковой проекции изогнутая, в верхней – прямая;
- Оттянутая. Ширина головки и прилегающей к ней части стержня меньше, чем ширина державки. Готовка со стержнем может быть на одной оси или сдвинута в сторону от оси симметрии державки.
ВАЖНО! Геометрия токарного резца принципиально влияет на качество выполнения работ. При несоответствии типа головки способу обработки, заготовка будет испорчена.
По направлению движения относительно детали:
- Левая подача;
- Правая подача.
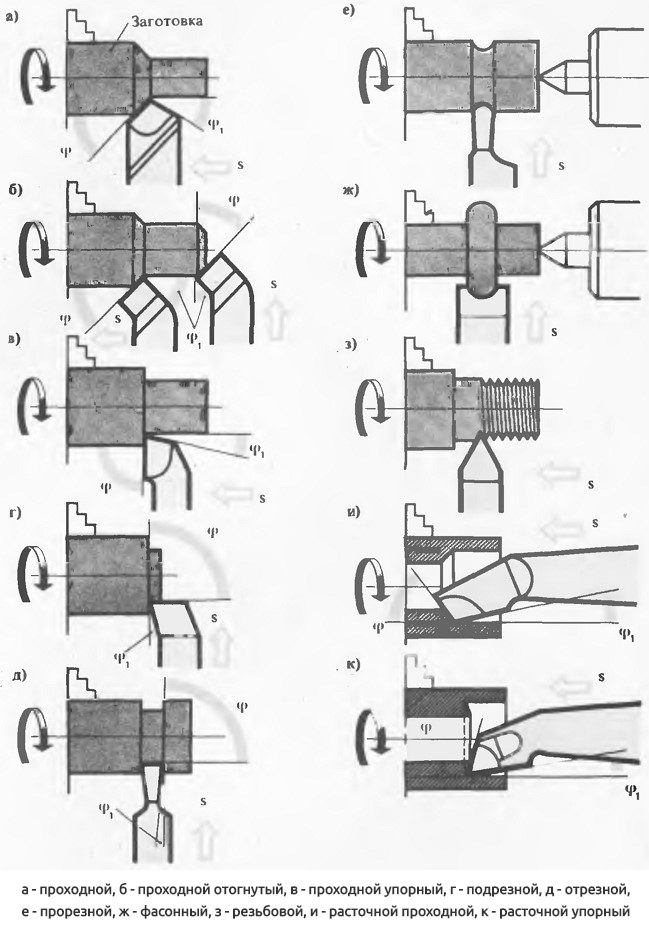
По виду обработки детали:
- подрезной отогнутый;
- фасонный;
- прорезной;
- проходной упорный;
- отрезной;
- проходной прямой;
- резьбовой;
- проходной отогнутый;
- расточной упорный;
- расточной проходной.
Разумеется, токарных резцов существует гораздо больше.
- Подрезной отогнутый. Режущая готовка треугольной формы, направление реза – радиальное;
- Проходной упорный. Направление проточки – вдоль оси вращения. Основное применение – изменение диаметра заготовки;
- Отрезной. Этим инструментом нарезают поперечные канавки и отрезают болванку необходимой длины;
- Проходной прямой. Не самый распространенный резец, однако токари старой школы часто его используют при черновой обработке;
- Резьбовой наружный. Исходя их названия – этим наконечником нарезают наружную резьбу. При помощи червячного механизма, резцедержатель движется вдоль оси заготовки с заданным шагом. Бывают в метрическом и дюймовом исполнении;
- Проходной отогнутый. Пожалуй – самый массовый резец для токарного станка. Предназначен как для классической обработки заготовок, так и для снятия фасок;
- Расточной упорный. Предназначен для выточки глухих отверстий в торце заготовки.
Токарные резцы по дереву
Несмотря на то, что их назначение такое же, как и резцов по металлу – принцип работы отличается кардинально. В подавляющем большинстве случаев, инструмент по дереву удерживается руками.
Так мастер лучше чувствует заготовку. Существуют автоматические шаблонные станки для создания серийных заготовок, но качественную работу можно выполнить лишь ручным инструментом.
Источник:
Твердосплавные пластины для применения на токарных резцах и их виды
Твердосплавные пластины для токарных резцов используются для увеличения производительности работ, которые выполняются посредством металлообрабатывающего оборудования.
Подобные вещи позволяют сделать применение резца удобнее, это съемные конструкции, и их при поломке или износе можно будет без труда заменить.
Для применения сменных инструментов цельные резцы с режущей частью и державкой не подойдут.
Пластины для отрезных либо расточных резцов производятся на основе разных марок твердых сплавов. Это весьма удобно, поскольку позволит вооружиться большим набором режущих элементов, которые будут обрабатывать заготовки из разных элементов.
А еще применение сменных токарных приспособлений для режущего инструмента можно уверенно назвать выгодным решением с экономической точки зрения, поскольку, если случится поломка или износ, не нужно будет менять весь резец целиком, только лишь его режущую часть. Лучше всего применять инструмент, оснащенный сменными твердосплавными пластинами, тогда, когда требуется автоматизировать технологические процессы. Это особенно важно при мелком и среднесерийном производстве разных изделий.
Твердосплавные изделия, которые ставят на токарные резцы, имеют ряд своих преимуществ:
- они стоят дешевле по сравнению с цельными резцами;
- заменить твердосплавный режущий элемент на новый можно очень быстро;
- пластины на основе твердых сплавов обладают высокой надежностью даже при интенсивной эксплуатации;
- если нужно, то подобные сменные режущие части можно переналаживать;
- все существующие модели данных режущих элементов для резцов унифицированы, поэтому можно без труда подобрать подходящий вариант для того или иного типа обработки, а также марки материала обрабатываемой заготовки.
А еще использование сменных твердосплавных пластин, оснащенных механическим креплением, можно значительно повысить срок эксплуатации державки токарного резца, а также не потребуется затачивать и паять режущую его часть.
Кроме того, в условиях применения данного инструмента температура и сила резания может снизиться до 40 процентов.
Твердые сплавы обладают такими свойствами, что их можно применять для производства пластин, а с их помощью можно обрабатывать металлы при условии изменения режимов резания.
В настоящее время выпускаются разные виды твердосплавных изделий. Требования к каждому типу прописаны в государственных стандартах. Они представлены ниже:
- ГОСТ 19086–80 — подразумевает характеристики опорных и режущих пластин, а также стружколомов;
- ГОСТ 19042–80 — прописывает требования к форме, классификации, а также к системе обозначений пластин сменного типа на основе твердосплавных материалов;
- ГОСТ 25395–90 — регулирует производство твердосплавных пластин нескольких типов, их фиксируют на державке резца посредством напайки. Это касается элементов, соединяющихся напайкой с резцами револьверного, проходного или расточного типа.
Параметры классификации изделий
Сменные твердосплавные пластины, устанавливаемые на токарный резец, классифицируются по некоторым параметрам:
- типу инструмента — токарные резцы бывают канавочными, фасонными, отрезными, подрезными, расточными и прочими. Под каждый из перечисленных типов потребуется разная форма профиля, которую формируют на стадии производства пластины для резца;
- материалу производства — свойства твердосплавных материалов меняются в зависимости от того, в каком количестве в них присутствуют титан, вольфрам и другие материалы. Сменные пластины могут быть сделаны и на основе керамики, их в таком случае применяют в основном с целью обработки жаропрочных сплавов, а еще они актуальны в случаях, когда требуется сделать непрерывную чистовую или получистовую обработку металлических заготовок;
- размеру — в зависимости от размера обрабатываемой заготовки с помощью токарного станка нужно выбирать и твердосплавную пластину с требуемыми геометрическими параметрами. Для токарного резца независимо от его типа подбираются изделия соответствующих параметров;
- величине заднего угла — этот параметр определяется по марке изделия, от него зависит, насколько чисто будет обработана металлическая заготовка. И чем больше будет задний угол, тем чище будет выполнена обработка поверхности. Пластины с большими задними углами в основном применяются с целью токарной обработки мягких металлов;
- классу точности — в настоящее время производители выпускают пластины 5 таких классов. С их помощью можно обрабатывать изделия с разными допусками в зависимости от геометрических параметров заготовки.
Как маркируют пластины, и кто их производит
По маркировке твердосплавных конструкций для токарных резцов можно определить состав материала производства. В частности, маркировка Т15К6 означает, что изделие произведено на основе сплава титановольфрамокобальтовой группы. Вольфрам в составе данных сплавов присутствует в обязательном порядке. Кроме вольфрама в сплаве дополнительно должны присутствовать:
- тантал;
- кобальт;
- титан и другие.
В составе подобного сплава в соответствии с маркировкой присутствует карбид титана в количестве 15 процентов и кобальт в количестве 6 процентов соответственно.
Наиболее известными производителями данной продукции, применяемыми для механического крепления на резцах, являются:
- Ceratizit (Люксембург);
- BDS-Machinen и Proxxon (Германия);
- Инструмент-Сервис и Новомосковский трубный завод (Украина).
Правила выбора твердосплавных изделий
Чтобы токарные работы по металлу были высокоточными и эффективными, нужно пластины выбирать максимально правильно, тем более что их ассортимент отличается большим количеством размеров и форм. Требуется обязательно учитывать, насколько соответствуют они по размеру геометрическим параметрам режущего инструмента. Если этого не сделать, то вам будет сложно закрепить устройство на токарном резце.
Еще при выборе следует учитывать характеристики материала, на основе которого выполнена заготовка. Приспособления сделаны из такого сырья, где все металлы имеют разное соотношение, от этого зависят их эксплуатационные особенности.
Итак, сменные пластины на основе твердых сплавов, подразделяются на две основные категории:
- те, что имеют высокую устойчивость к ударам, вибрациям и прочим механическим нагрузкам;
- изделия, хорошо переносящие высокую температуру, которая поднимается в ходе длительной обработки металлических заготовок.
Конструкции первой категории применяются при обработке на большой скорости, это сопровождается большими механическими нагрузками, вибрацией и ударами. А изделия второго вида применяются в том случае, когда обработка предусматривает снятие большого металлического слоя.
А еще при выборе данных изделий учитывайте влияние и тип обработки заготовок. Каждый из них, осуществляемый посредством резцов, на которых зафиксированы механическим способом режущие пластины, предусматривает определенную геометрию их рабочей зоны и прочие особенности.
Если потребуется выполнить токарную обработку в большом объеме, совмещая ее с разными технологическими операциями, то лучше вооружиться целым набором сменных пластин с разными технологическими и геометрическими параметрами.
Как видите, от того, насколько правильно вы выберите твердосплавную пластину, зависит и качество работ, выполняемых с их помощью. Однако сделать правильный выбор тоже не под силу каждому, часто понимание приходит исключительно с опытом.
Источник:
Отрезные резцы для токарного станка по металлу

Операции резки по металлу часто выполняются с использованием резцов. Их классификация насчитывает большое количество видов, поэтому начинающему мастеру нужно знать, какие резцы для чего нужны, как они строены и как правильно выбрать этот инструмент.
Основные характеристики отрезных резцов для токарных работ
Токарный станок, предназначенный для металлообрабатывающих процедур, в том числе по цилиндрическим, фасонным и плоским поверхностям, в обязательном порядке оснащается резцом. Его характеристики бывают разными, но есть один ключевой момент: изделие для обработки металла должно быть изготовлено из более твердой и прочной стали, чем материал обрабатываемых поверхностей.
Резцы отрезные имеют конструкцию и размеры согласно ГОСТ 18880—73. Они различаются между собой сильнее, чем инструменты для работ по дереву.
Рабочая часть режущего инструмента обычно бывает выполнена в виде клина. Этим резец для токарного станка по металлу похож на некоторые другие приспособления для металлообработки. Конструкция у разных видов резцов может иметь отличия, но она непременно предусматривает тело и головку.
Головка включает следующие элементы:
- вершина;
- основная и дополнительная режущие кромки;
- передняя и две задние поверхности.
Форма режущих кромок отличается, например, если посмотреть на резец по металлу подрезной, можно увидеть, что она треугольная, а у других видов — прямая или полукруглая.
У резцов по дереву лезвие имеет прямую форму. Тело (стержень) инструмента используется для фиксации в державке или суппорте. Основная кромка выполняет операцию резки.
Раскрой заготовки происходит при непосредственном участии тела инструмента.
Резцы токарные имеют и другие особенности:
- Передний угол. Его параметры определяют легкость снятия стружки, скорость и точность обработки заготовки.
- Задний угол. Он образован обрабатываемой поверхностью и плоскостью резца. Если он слишком маленький, одна из граней режущего приспособления будет постоянно тереться о заготовку. Слишком большая величина заднего угля затрудняет снятие стружки, так что необходимо выбирать оптимальные параметры.
- Угол заострения. Он образован плоскостями передней и основной задней поверхности. Тем меньше его величина, тем эффективнее снимается стружка с заготовки. Но при слишком маленьком угле рабочая поверхность инструмента быстро затупляется, резец приходит в негодность.
- Размер державки (выражается в мм). Например, резец отрезной Т5К10 и многие другие модели имеют размер державки 25х16 мм.
Термины, которые используются при обозначении углов инструмента:
- Основная плоскость. Она проходит через прямые, совпадающие с векторами продольной и поперечной подач, и параллельна опорной поверхности резца.
- Плоскость резки. Она совпадает с режущей кромкой инструмента и располагается по касательной к обрабатываемой поверхности заготовки.
Типы и назначение резцов
Существует несколько разновидностей резцов, предназначенных для определенных операций:
- Подрезные. Используются для обтачивания торцов и обработки поверхностей, расположенных под прямым углом к оси вращения. При необходимости этим инструментом можно выполнять работы по дереву на любительском уровне. Отогнутый подрезной резец внешне похож на проходной.
- Резьбовые применяются для нанесения наружной и внутренней квадратной, прямоугольной, круглой, треугольной и трапецеидальной резьбы.
- Проходные (упорный, отогнутый и прямой) используются для обточки, подрезки торцов цилиндрических и конических деталей на станках с продольной и поперечной подачей. Пример такого инструмента — резец отрезной 25х16х140 Т5К10.
- Расточные предназначены для вырезания и расточки сквозных и глухих отверстий, углублений и выемок.
- Отрезные применяются для формирования кольцевых канавок и отрезания заготовок от прутов небольшого диаметра на токарных станках с поперечной подачей.
Резец прорезной, фасонный и некоторые другие применяются сравнительно редко. Для обтачивания цилиндрических и конических поверхностей с продольной подачей широко применяется отогнутый резец отрезной 25х16х140 Т15К6.
Особое назначение имеют отрезные канавочные резцы для токарного станка. Их используют для формирования узких канавок. Параметры рабочей головки подбираются в соответствии размерами и формой будущего углубления.
Иногда приходится сделать несколько заходов, например, если металл слишком твердый или нужен широкий паз. Соотношение сечения обрабатываемой детали и длины рабочей части инструмента должно составлять примерно 2:1,1.
Конструктивные особенности токарных резаков
Реже всего для металлообработки применяются цельные инструменты. Их делают из цельных стальных заготовок: мелкие — из быстрорежущей стали, более крупные — из углеродистой. Также промышленность выпускает инструменты из различных сплавов, пример — титановольфрамовый резец отрезной Т15К6.
Наварные и напайные резцы (с приваренными и припаянными пластинами) используются для финишной обработки деталей. Они изготавливаются путем приваривания или напаивания пластин к головке.
Инструмент с механическим креплением минералокерамических твердосплавных пластин применяется для изготовления и обработки деталей в машиностроении. Сменная рабочая пластина крепится к головке механическим путем. Предлагает разные типы металлокерамических резцов, при этом все они унифицированы, что позволяет подобрать резец нужной формы для обработки любой марки металла.
Резцы для токарного станка подразделяются на отогнутые и прямые, левые и правые. На практике больше всего востребованы прямые правые и отогнутые левые. Например, часто используется резец отрезной ВК8 25х16х140, имеющий левое направление подачи.
Универсальные резцы со сборной конструкцией — отдельная категория. Резец токарный отрезной данной конфигурации также называют сборным. Особенность таких резцов в том, что на державке можно закреплять режущие пластины для разных операций, в том числе для обработки поверхностей заготовок под любым углом. Универсальность не означает, что их можно использовать для работы по дереву.
Отрезной инвертированный режущий инструмент
Обработка деталей в домашних условиях обычно выполняется на маломощных станках со слабыми характеристиками. Работа ведется на малых оборотах, и чтобы качественно обрабатывать деталь, приходится перетачивать стандартный инструмент. Подобные действия требуют предельной аккуратности, иначе можно испортить резец. Инструмент получается хрупким и недолговечным.
Для отрезных работ на слабых любительских станках были спроектированы инвертированные модели со сменной рабочей областью из твердосплавной стали. Используя отрезной прямой резец со сменными пластинами, резку можно осуществлять путем прямого и обратного вращений. Второй режим применяется чаще, поскольку он обеспечивает беспрепятственное снятие стружки и отсутствие заеданий.
Инвертированный резак регулируется по высоте, для этого в составе конструкции предусмотрен треугольник. Рабочие пластины имеют Т-образный профиль, благодаря которому снижается трение о поверхность детали при заглублении. Комплект режущих пластин насчитывает 5-6 штук. Заточка отрезного инвертированного резца возможна до тех пор, пока хватает длины вылета.
Длина рабочей области достаточна для того, чтобы работать с толстыми заготовками. Таким инструментом удобно формировать пазы небольшой ширины, особенно в тех местах, где плоскости соприкасаются между собой.
По каким параметрам выбираемся резец?
Критериев выбора режущего инструмента насчитывается немного (как и по дереву), но все они очень важны.
Факторы, от которых зависит эффективность обработки заготовок и долговечность инструмента:
- интенсивность нагрузок;
- вид операции;
- характеристики обрабатываемой поверхности;
- износостойкость режущей пластины.
Выбирая отрезной резец, также нужно иметь в виду, чему отдается приоритет при резке: качеству поверхности или точности геометрических размеров.
Источник: