Данная методика, согласно ГОСТ Р 9.316–2006, базируется на явлении диффузии легирующих элементов железа в поверхностные слои обрабатываемого изделия, которая возникает при высокой температуре (400–470 градусов по Цельсию).
В результате деталь оказывается покрытой однородным защитным слоем. Причем он проникает даже в самые труднодоступные места, обеспечивая ровную поверхность без каких-либо видимых изъянов.
Термодиффузия показала отличные результаты для обработки разных конструкций, цинкование чаще всего выполняется для следующих изделий:
- нефтяная и газовая арматура;
- мостовые и дорожные ограждения;
- элементы трубопроводной и строительной арматуры;
- мебельная фурнитура;
- арматура железнодорожного полотна;
- автодетали;
- линий подачи электроэнергии (ЛЭП).
Впрочем, шерардизация металла рекомендована и для многих других, менее масштабных объектов и мелких деталей, так как толщина наносимого защитного слоя минимальная – не больше 30 процентов от общей толщины покрытия.
Теоретически при повышении температуры более 470 градусов термодиффузия должна проходить более интенсивно, но на практике цинкование при такой температуре не дает ожидаемых итогов, так как полученное покрытие не обладает требуемым уровнем антикоррозионной защиты, легко отслаивается, характеризуется повышенной хрупкостью.
Описываемая технология защиты металла гарантирует уникальную точность заданной толщины покрытия, но только если будет выполнено несколько дополнительных процедур. Во-первых, поверхность, которую планируется оцинковывать, необходимо очень тщательно очистить от всех имеющихся загрязнений.
Во-вторых, в контейнере, где будет выполняться термодиффузия, нужно создать инертную или восстановительную атмосферу (в окислительной среде цинкование проводить нельзя). Кроме того, контейнер требуется сделать абсолютно герметичным. Также рекомендуется при осуществлении операции вносить специальные флюсующие компоненты (их называют активаторами).
В целом технология нанесения цинкового покрытия производится по следующему циклу, включающему в себя ряд отдельных процедур:
- уже упомянутая очистка изделия (обычно применяется агрегат для дробеметной, ультразвуковой либо пескоструйной очистки);
- помещение деталей и насыщающей композиции в контейнер (главная часть оборудования для термодиффузионного цинкования);
- нанесение цинкового покрытия.
После этого обработанные изделия достают из контейнера, в котором проводилась их термодиффузия (по сути, цинкование уже совершилось), удаляют с них остатки использованной смеси, и выполняют пассивирование. Деталям из металла с цинковым покрытием остается лишь остыть.
Специалисты особо выделяют следующие преимущества описываемой методики:
- идеальное сцепление (адгезия) изделий, на которые наносят защитный слой, с цинковым покрытием;
- экономичность технологии (ее себестоимость относительно невысока, так как требуются небольшие площади для выполнения операции, малые затраты рабочей силы и энергии);
- обеспечение абсолютно ровного диффузионного покрытия, которое обладает высокими антикоррозионными показателями);
- токсическая, химическая и экологическая безопасность, которой так славится термодиффузия (такое цинкование выполняется, как было сказано, в герметичных контейнерах, что полностью исключает вероятность негативного воздействия технологического процесса на здоровье человека);
- возможность получения защитного покрытия по любой толщине;
- отходы после цинкования легко утилизируются по стандартной процедуре, опасность отсутствует;
- отсутствует необходимость применения химических составов и кислот для очистки обрабатываемой поверхности;
- простое оборудование для осуществления термодиффузионного цинкования;
- температура проведения процесса (если сравнивать ее с другими вариантами нанесения «защиты» на металлические изделия) находится на вполне приемлемом уровне.
Все указанные достоинства в основном и обусловили популярность такого вида цинкования, которое сейчас применяется весьма активно для обработки металла.
Впрочем, термодиффузионное цинкование имеет и ряд недостатков. К ним относят следующие факты:
- Малая декоративная ценность обработанного металла. Данная технология предполагает получение на изделии внешне малопривлекательного сероватого слоя. Сейчас эту проблему пытаются решить путем нанесения на металлические поверхности, прошедшие процедуру термодиффузионного цинкования, добавочных слоев с высокими декоративными характеристиками (в ГОСТ, стоит заметить, о них не сказано). Здесь есть и другой момент. Для большинства оцинкованных конструкций, используемых в промышленности, фактор эстетики не столь важен. Поэтому на него просто-напросто не обращают внимания.
- Малые объемы производства. Возможность нанесения защитного слоя на то или иное изделие ограничивается размерами закрытого контейнера и печи, где происходит его нагрев, термодиффузия и последующее цинкование. Если деталь не входит в контейнер, обработать ее не получится.
Добавим, что при невыполнении требований ГОСТ и правил техники безопасности цинковая пыль может попасть в организм человека, нанося вред его здоровью.
Цинковые покрытия в соответствии с этим Госстандартом причисляются к одному из пяти классов:
- покрытия толщиной 6–9 мкм – 1 класс;
- толщиной 10–15 мкм – 2;
- толщиной 16–20 мкм – 3;
- толщиной 21–30 – 4;
- толщиной 40–50 – 5.
Потребитель может заказать и нанесение покрытия более толстым слоем. Такая термодиффузия разрешена, но по ГОСТ подобное цинкование металла не классифицируется (то есть полученное покрытие по толщине будет нестандартным).
На деталях и конструкциях, в составе коих имеются смолы или припой, термодиффузия не проводится, цинкование в подобных ситуациях следует выполнять по иным методикам.
ГОСТ не допускает наличия на полученном покрытии далее указанных дефектов:
- остатков от применяемых для цинкования составов, не поддающихся смыванию;
- вкраплений;
- наростов;
- раковин;
- отслоений;
- трещин;
- вздутий;
- участков (даже совсем небольших по площади), на которых отсутствует покрытие.
Источник:
- Термодиффузионное цинкование металла: технология, оборудование, плюсы и минусы
- Особенности и сферы применения
- Достоинства и недостатки
- Требования ГОСТ Р 9.316-2006 к термодиффузионным цинковым покрытиям
- Цинкование деталей, и какими преимуществами обладает термодиффузионный процесс
- Нюансы технологического процесса
- Преимущества метода
- Недостатки
- Где применяется термодиффузионное цинкование
- Технология термодиффузионного цинкования — технологические этапы и особенности
- Особенности термодиффузионного цинкования
- Плюсы технологии
- Минус
- Технологические этапы термодиффузионного цинкования
- Механическая обработка основы
- Помещение изделия в емкость (контейнер)
- Непосредственное цинкование
- Охлаждение
- Очистка заготовки
- Фосфатирование
- Доп/обработка поверхности
- Термодиффузионное цинкование
- Область применения
- Термодиффузия используется для цинкования следующей продукции:
- Подробности
- Термодиффузионное цинкование
- Горячее цинкование
- Гальваническое покрытие
- Газотермическое напыление
- Холодное цинкование
- Цинкование мелких деталей – какой способ выбрать?
- Различные способы цинкования
- Горячее цинкование мелких деталей
- Гальваническое цинкование мелких деталей
- Термодиффузионное цинкование мелких деталей
- Еще несколько способов защиты металла
- Холодное цинкование мелких деталей
Термодиффузионное цинкование металла: технология, оборудование, плюсы и минусы
 Термодиффузионное цинкование, которое также называют шерардизацией, является относительно новой технологией нанесения на поверхность изделий из металла слоя цинка. Между тем именно такой способ цинкования среди всех существующих на сегодняшний день признается многими специалистами наиболее перспективным.
Термодиффузионное цинкование, которое также называют шерардизацией, является относительно новой технологией нанесения на поверхность изделий из металла слоя цинка. Между тем именно такой способ цинкования среди всех существующих на сегодняшний день признается многими специалистами наиболее перспективным.
Особенности и сферы применения
Такой метод защиты металлических изделий от коррозии и старения, как термодиффузионное цинкование, общие требования к которому регламентирует ГОСТ Р 9.316-2006, основан на явлении диффузии молекул металла, протекающей при относительно высокой температуре (400–470°).
В данном случае в поверхностный слой обрабатываемого изделия диффузируют молекулы легирующего элемента – цинка.
В результате применения такой технологии на поверхности металлической детали формируется однородный цинковый слой.
При этом однороден такой слой даже в труднодоступных местах обрабатываемого изделия.
Диффузионному поверхностному цинкованию, выполняемому при термическом воздействии на обрабатываемую деталь, чаще всего подвергают:
- арматуру, применяемую в нефтяной и газовой отраслях;
- ограждающие дорожные и мостовые конструкции;
- элементы трубных коммуникаций и строительную арматуру;
- фурнитуру, используемую для изготовления мебели;
- арматуру, применяемую для укрепления железнодорожного полотна;
- конструктивные элементы автотранспортных средств;
- конструктивные элементы ЛЭП (линии электропередачи).
Термодиффузионное цинкование позволяет получать на поверхности металла цинковый слой минимальной толщины, благодаря чему подвергать такой обработке можно даже детали, отличающиеся очень небольшими размерами.
При повышении температуры обработки по данной технологии до 470° термодиффузия молекул цинка в поверхностный слой металла становится более интенсивной, но полученное в итоге покрытие не обладает требуемыми характеристиками. Оно не только отличается повышенной хрупкостью и легко отслаивается от поверхности изделия, но и не способно обеспечить требуемый уровень антикоррозионной защиты.
Чтобы сформировать на поверхности металлического изделия термодиффузионное цинковое покрытие заданной толщины, обладающее высокими защитными характеристиками, необходимо предусмотреть ряд дополнительных процедур.
- Проводится тщательная очистка поверхности изделия, которое будет подвергаться обработке.
- Необходимо обеспечить герметичность контейнера для термодиффузионного цинкования.
- Когда герметичность контейнера обеспечена, в нем необходимо создать инертную или восстановительную среду. Следует иметь в виду, что в окислительной среде цинкование выполнять нельзя.
При выполнении самого термодиффузионного цинкования в рабочую среду желательно вносить специальные флюсующие элементы, которые называют активаторами.
Если придерживаться всех вышеуказанных рекомендаций и строго соблюдать все технологические режимы, то на поверхности металлического изделия можно сформировать термодиффузионное цинковое покрытие, которое будет соответствовать как заданной толщине, так и требуемым защитным характеристикам.
Алгоритм нанесения термодиффузионного цинкового покрытия выглядит следующим образом.
- Обрабатываемая поверхность тщательно очищается (в производственных условиях для этого используют дробеметные, пескоструйные и ультразвуковые установки).
- Изделие и специальную смесь, за счет которой будет осуществляться насыщение его поверхности цинком, помещают в герметичный контейнер.
- В контейнере создается требуемая температура, при которой и протекает диффузионное поверхностное цинкование.
После окончания цинкования деталь извлекают из контейнера и очищают ее поверхность от остатков использованной смеси. Затем остается выполнить пассивирование уже оцинкованной поверхности и дать ей полностью остыть.
Для выполнения диффузионного поверхностного цинкования используются различные насыщающие смеси, одной из которых является «Левикор».
Высокую популярность у отечественных специалистов смесь «Левикор» завоевала благодаря тому, что ее отличает высокая проникающая способность, а ее применение позволяет получать цинковые покрытия требуемой толщины, обладающие исключительными защитными свойствами.
Достоинства и недостатки
Технология цинкования, для реализации которой используется термодиффузия, отличается целым рядом достоинств. Перечислим их.
- Поверхность обработанного изделия и сформированный на ней цинковый слой характеризуются отличной адгезией.
- Данный метод обработки отличается экономичностью, так как для его реализации не требуются большие производственные площади, значительные затраты рабочей силы и электрической энергии.
- Технология термодиффузионного цинкования позволяет получать идеально ровное и однородное по своей толщине покрытие, отличающееся, кроме того, высокими защитными свойствами.
- За счет того, что термодиффузия осуществляется в герметичных контейнерах, данный процесс отличается токсической, химической и экологической безопасностью. При работе с такими установками человек не получит термический ожог, а также не подвергнется воздействию других факторов, которые бы могли негативно отразиться на его здоровье.
- Толщина цинкового слоя при использовании такой технологии хорошо поддается регулировке в достаточно широких пределах.
- Образующиеся в процессе термодиффузионного цинкования отходы легко утилизируются. При этом процесс такой утилизации, выполняемой по стандартной схеме, также не связан с опасностью для человеческого здоровья.
- Для очистки поверхности изделия после термодиффузионного цинкования не используются кислоты и другие агрессивные средства.
- Оборудование, на котором выполняется диффузионное поверхностное цинкование, отличается простотой управления и обслуживания.
- Процедура термодиффузионного покрытия цинком выполняется при более щадящем температурном режиме, если сравнивать ее с другими технологиями нанесения защитных покрытий.
У данной технологии есть два основных недостатка. Заключаются они в следующем.
- Цинковый слой, формирующийся на поверхности изделия при использовании данной методики, отличается малопривлекательным сероватым цветом. Такая проблема решается путем нанесения на предварительно полученное термодиффузионное цинковое покрытие дополнительного декоративного слоя. Следует, однако, иметь в виду, что возможность нанесения такого слоя не оговаривается положениями ГОСТа. Во многих случаях, когда для оцинкованных металлических изделий эстетический фактор не столь важен, на такой недостаток не обращают внимания.
- Габариты изделий, которые могут быть подвергнуты термодиффузионному цинкованию, серьезно ограничены размерами герметичного контейнера, а также внутренним объемом нагревательной печи.
Требования ГОСТ Р 9.316-2006 к термодиффузионным цинковым покрытиям
В соответствии с положениями нормативного документа, термодиффузионные цинковые покрытия могут быть отнесены к одному из следующих классов:
- 1-й класс – толщиной 6–9 мкм;
- 2-й класс – 10–15 мкм;
- 3-й класс – 16–20 мкм;
- 4-й класс – 21–30 мкм;
- 5-й класс – 40–50 мкм.
Несмотря на то, что в ГОСТе не упомянуты цинковые покрытия большей толщины, потребитель по согласованию с производителем может заказать их нанесение. Однако в таком случае полученное покрытие будет относиться к категории нестандартных.
Термодиффузионное цинковое покрытие не наносится на те металлические конструкции и изделия, на которых имеются соединения, выполненные при помощи смол или припоя. Нанести цинковый слой на такие детали возможно, но для этого следует применять другие технологии.
В соответствии с положениями ГОСТ, цинковый слой, нанесенный на металлическое изделие по рассматриваемой технологии, не должен иметь следующих дефектов:
- остатков насыщающих смесей, которые не поддаются смыванию;
- вкраплений инородных тел;
- наростов;
- пустот и раковин;
- отслоений;
- трещин на поверхности;
- вздутий;
- даже очень незначительных по площади участков, на которых отсутствует покрытие.
Источник:
Цинкование деталей, и какими преимуществами обладает термодиффузионный процесс

Применение процесса термодиффузионного цинкования дает возможность получить на любой металлической поверхности определенный защитный слой. В результате срок эксплуатации материала вырастает на порядок, а прочность повышается в разы.
Цинковое покрытие обеспечивает металлической заготовке несколько видов защиты:
- Электрохимическую;
- Механическую.
Этот способ получил большую популярность в самых разных промышленных отраслях. Технологический процесс термодиффузионного цинкования прошел много испытаний на разных заготовках, изготовленных из разных видов стали.
Безусловно, чтобы проводить цинкование металлов, необходимо иметь специальное оборудование, которое может функционировать при очень высокой температуре.
Нюансы технологического процесса
Этот метод не относится к особо сложным, но для его применения необходимо создавать высокую рабочую температуру. Для этой цели была создана специальная аппаратура.
Прежде чем начать обработку детали, поверхность необходимо хорошо очистить. Масляные следы можно удалить, используя, дигрейзер.
Деталь, покрытая ржавчиной, имеющая много окалины, отлично чиститься дробометной установкой.
Кроме упомянутых выше очищающих устройств, чтобы удалить грязь с заготовки, применяются и другие методы обработки:
- Пескоструйная;
- Ультразвуковая.
После очищения поверхности деталь загружается в металлическую тележку особой конструкции.
Перед началом обработки деталь обязательно взвешивают. Цель этой операции заключается в определение необходимого количества смеси, которое потребуется для процесса цинкования.
Таким образом, можно будет наносить точное количество смеси, учитывая вес детали, ее габариты и объем приготовленного раствора.
Стандартный слой цинка для многих типов металлов равняется примерно пятидесяти микронам. Технологический процесс выглядит достаточно просто, однако, исполнитель должен обладать некоторыми специфическими знаниями и определенным опытом.
На больших предприятиях практически все металлические детали подвергаются цинкованию.
Очищенную деталь после взвешивания отправляют в специальную муфельную печь, предназначенную для проведения термодиффузионного цинкования.
Температура печи иногда превышает 400 градусов. В принципе, температурный режим подбирается с учетом:
- Формы;
- Габаритов;
- Марки стали;
- Применяемых стандартов.
Среднее время цинкования длится два часа. Этот временной показатель зависит от мощности применяемого оборудования. Влияет также и состав смеси при выполнении операции.
Цинкование можно проводить только в промышленных условиях, так как дома просто невозможно установить специальное оборудование, имеющее очень большие размеры.
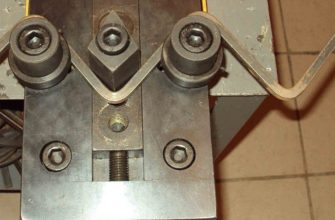
Очень важно, чтобы при термодиффузионном цинковании контейнер, куда были уложены детали, обязательно находился в постоянном вращении.
После цинкования поверхность должна быть подвергнута процессу пассивации. В результате этой дополнительной обработки оцинкованная поверхность получает еще одну защиту от атмосферного воздействия.
Для удаления оставшихся заусенцев выполняется галтовочная операция. Деталь становится гладкой с абсолютно ровными краями.
Финишная операция заключается в тщательном высушивании детали.
Преимущества метода
Термодиффузионное цинкование позволяет обрабатывать различные виды метизов. Изделия получают повышенную устойчивость к коррозии, если, конечно, толщина слоя цинка соответствует технологическим требованиям. Благодаря тому, что покрытие повторяет контур, а также форму метизов, они становятся намного прочнее и выглядят более привлекательно.
После проведения термодиффузионного цинкования значительно увеличивается твердость детали. Появляется высокая устойчивость к абразивному воздействию.
Такой технологический процесс показывает большую эффективность для большинства метизов, причем, затраты цинкования будут минимальными.
Безусловно, специальное оборудование потребует определенных денежных вложений, но они очень быстро окупятся.
Еще одним характерным преимуществом цинкования можно назвать высокую адгезию. Процесс отвечает всем экологическим требованиям современности.
Недостатки
При большом количестве преимуществ, у этого метода существуют и отрицательные стороны.
Прежде всего, у этого способа низкая производительность, если сравнивать с аналогичными технологическими процессами цинкования деталей.
Термодиффузионное цинкование не подходит для декоративного покрытия. Дело в том, что после окончания операции первоначальное покрытие меняет свой цвет и приобретает некрасивый мышиный оттенок.
Надо сказать, что после проведения термодиффузионного цинкования происходит образование аэрозолей, в которых содержится цинковая пыль. Она наносит вред здоровью человека.
Но даже имея такие недостатки, методика остается востребованной и активно используется крупными промышленными предприятиями.
Где применяется термодиффузионное цинкование
Большие промышленные предприятия при обработке металлов обязательно проводят цинкование заготовок, чтобы создать на поверхности металлических изделий, защитный слой.
Такая большая популярность метода, связана с минимумом специального оборудования и простотой обслуживания.
Обработанные детали становятся более твердыми, увеличивается срок их эксплуатации.
Очень часто данная методика применяется при обработке крепежных устройств, нашедших применение в строительной отрасли.
Благодаря низкой стоимости оборудования цинкование получило огромную популярность. Значительно улучшаются эксплуатационные свойства заготовок, что очень важно для готового изделия.
Термодиффузионное цинкование применяется для автомобильных деталей, им обрабатывают различные виды арматуры.
Цинком покрываются фитинги, любые резьбовые заготовки.
Слой цинка отлично покрывает детали, имеющие много глухих и сквозных отверстий. Практически вся мебельная фурнитура имеет цинковое покрытие.
Благодаря такому покрытию образуется защитный слой на деталях мостовых ограждений. Цинк защищает контактные и железнодорожные сети.
Сегодня, эта методика считается наиболее эффективной и экономически обоснованной.
Источник:
Технология термодиффузионного цинкования — технологические этапы и особенности

Существует несколько способов защиты стали от коррозии. Среди электрохимических технология термодиффузионного цинкования (другое название – «шерардизация») считается самой эффективной. Что она собой представляет, каковы ее преимущества и основные этапы работы – тема предлагаемой статьи.
В ГОСТ сказано, что технология термодиффузионного цинкования применяется при обработке образцов из стали, меди и чугуна. Однако это не единственно возможные варианты. Она была опробована и на ряде других металлов и сплавов; результат – положительный.
Особенности термодиффузионного цинкования
Плюсы технологии
- Двойная защита основы – электрохимическая + механическая.
- Степень антикоррозийной устойчивости – максимальная.
- Исключается риск появления «водородной хрупкости».
- Полное сохранение формы и рельефа образца.
- Возможность регулирования толщины цинкового слоя в большом диапазоне (как правило, 6 – 50 мкм, хотя и это не предел; превышение обговаривается с заказчиком).
- Минимальные затраты на стадии подготовки изделия к обработке.
- В процессе цинкования температура в печи повышается до уровня не более 500 0С, следовательно, расход эл/энергии существенно ниже, чем при осуществлении ряда других методик, предусматривающих термообработку изделий.
- Простейшая технология утилизации отходов.
Минус
Практическая реализация технологии термодиффузионного цинкования возможна лишь в условиях большого производства. В быту она неприменима, так как предполагает наличие специфического (дорогостоящего) оборудования.
Технологические этапы термодиффузионного цинкования
Механическая обработка основы
Способы и оборудование выбираются исходя из габаритов образцов, их формы, рельефности, степени загрязнения и ряду других параметров. В масштабах производства это, как правило, пескоструйные, дробеметные, ультразвуковые установки.
Помещение изделия в емкость (контейнер)
В резервуар добавляется смесь с повышенным содержанием цинка. Ее рецептура, масса определяются ТУ на готовую деталь. В первую очередь – требуемой толщиной защитного слоя. Одно из условий проведения термообработки – герметичность контейнера.
Непосредственное цинкование
Оно проводится при высоких температурах. Для этого контейнер помещается в специальную печь, и ему одновременно с нагревом придается вращение. Такая обработка позволяет получить максимальную однородность цинкового слоя по всей площади образца. В зависимости от условий (температура, скорость) процесс длится в пределах 2,5±0,5 часа.
Охлаждение
После завершения цинкования контейнер извлекается из печи. Разгерметизация емкости возможна при достижении значения ее температуры 60 ºС и менее. Только после этого производится выемка детали.
Очистка заготовки
Задача – удалить приставшие к основе фракции порошка.
Фосфатирование
Оно проводится в соответствие с ГОСТ №№ 9.305 и 9.402 в зависимости от вида дальнейшей обработки детали. Проще говоря, подо что она готовится – покраску или иное.
Доп/обработка поверхности
Ее специфика определяется заданными ТУ на образец.
После проведения всех указанных мероприятий осуществляется контроль качества.
Источник:
Термодиффузионное цинкование

Область применения
термодиффузионного цинкования имеет ограничения в размерах покрываемых деталей, которые должны помещаться в рабочую камеру. В настоящее время, как правило, используются цилиндрические камеры (реторты) длиной 900-2000 мм и диаметром 300-1000 мм.
Чаще всего используют для покрытия мелких и среднего размера деталей, например, дверных петель, скоб, различного рода крепежа: гвоздей, болтов, гаек и пр.
Небольшая толщина, прочность и равномерность покрытия делает его оптимальным для покрытия резьбовых соединений, обеспечивая многократную свинчиваемость. Это преимущество является актуальным также в применении для соединительной арматуры, труб, фитингов, различных сантехнических изделий.
Термодиффузия используется для цинкования следующей продукции:
• метизы,
• трубы,
• трубопроводная арматура,
• арматуры линий электропередач,
• элементы железнодорожных путей и контактной сети,
• дорожные и мостовые ограждения,
• автодетали,
• мебельная фурнитура,
• нефтяная арматура и т.д.
Обеспечивается достаточно высокая коррозионная стойкость термодиффузионных цинковых покрытий (примерно в 3-5 раз), по сравнению с гальваническими, и в 1,5-2 раза выше, по сравнению с горячецинковыми.
Возможность покрытия внешней и внутренней формы деталей.
Данный процесс дает возможность с высокой точностью получать беспористые однородные покрытия заранее заданной толщины в диапазоне от 15 до 150 мкм с высокой точностью (5 мкм).
Покрытие точно повторяет контуры обрабатываемых деталей, в том числе и сложной формы, например, резьбу или маркировку.
Экологичность метода. Современные технологии получения термодиффузионных цинковых покрытий являются экологически чистыми, вредные отходы и испарения отсутствуют.
Безопасность эксплуатации установки и смесей подтверждена санитарно-эпидемиологических заключением.
Отсутствие водородного охрупчивания. Относительно низкая, по сравнению с горячим цинкованием, температура насыщения позволяет покрывать пружины и другие специальные детали.
Экономичность метода.
Отсутствие склеивания деталей.
Возможность последующей обработки деталей разными видами красок, пластификаторов и т. п.
Простота эксплуатации.
Подробности
В основе термодиффузионного способа нанесения лежит процесс диффузии в поверхностные слои деталей какого-либо металла при наличии высокой температуры. Обрабатываемое изделие помещается в контейнер с цинковым порошком и нагревается в течение определенного времени.
Получаемое покрытие электрохимически защищает сталь, поскольку является анодным по отношению к чёрным металлам. Покрытие практически не подвергается скалыванию и отслаиванию при механическом воздействии, ударах и деформациях, т.к. имеет прочное сцепление за счёт взаимной диффузии железа и цинка. Перенос диффундирующего металла (цинка) на обрабатываемую поверхность происходит посредством паровой фазы, которая образуется при нагревании металла.
Департамент электрификации и электроснабжения ОАО «Российские железные дороги» в декабре 2003 года выпустил инструкцию по применению термодиффузионного цинкования.
Она распространяется на резьбовые детали, конструкции контактной сети, арматуру и другие изделия углеродистой и низкоуглеродистой стали.
С января 2008 года в ГОСТах на высокопрочный крепеж для металлических конструкций есть указания на применение термодиффузии для защиты от коррозии гаек, болтов и шайб.
Источник:
Термодиффузионное цинкование

В начале прошлого века английский изобретатель Шерард Коупер-Колс (1867-1936) запатентовал метод получения антикоррозионного покрытия на стальных изделиях путем диффузионного насыщения поверхности детали цинком при повышенных температурах.
По ряду причин процесс Шерарда не получил широкого распространения, его место заняли электролитическое и горячее цинкование.
Интерес к термодиффузионному цинкованию возродился в конце прошлого века, а современные усовершенствования позволили ему прочно занять свою нишу среди процессов создания антикоррозионных покрытий.
По оценкам различных специалистов, коррозия ежегодно «съедает» до 10% всего металла, выплавляемого предприятиями черной металлургии, что приводит к миллиардным убыткам.
Одним из эффективных методов защиты стальных и чугунных изделий от коррозии является нанесение на поверхность детали тонкой защитной пленки из другого металла.
Для этих целей сегодня широко используют хром, никель, олово и не только, однако наибольшее распространение получили цинковые покрытия. Это объясняется относительно невысокой стоимостью цинка в сочетании с достаточно высокой эффективностью противодействия коррозии.
Антикоррозионное действие цинка выражается двояко: во-первых – это чисто механическая, во-вторых – электрохимическая защита.
Механическая защита предотвращает прямой контакт поверхности металла с внешней средой. Будучи помещенным в атмосферу или другую коррозионную среду, цинк, как активный металл, покрывается прочной пленкой за счет чего скорость коррозии постепенно уменьшается.
Электрохимическая защита основана на том, что цинк является более электроотрицательным металлом, чем железо. Это значит, что при образовании гальванической пары, железо играет роль катода, а цинк – анода, который и разрушается под действием электрохимической коррозии.
За счет этого эффекта, цинк продолжает защищать железную основу даже при локальном нарушении сплошности покрытия. Продукты электрохимической коррозии, накапливаясь в месте повреждения, создают механический барьерный слой, что приводит к постепенному замедлению всего процесса.
Таким образом, происходит своеобразное «залечивание» локальных повреждений.
В настоящее время для получения антикоррозионных цинковых покрытий применяются различные методы: горячее цинкование, гальваническое покрытие, газотермическое напыление, покрытие изделий цинксодержащими композициями на органической основе или холодное цинкование, термодиффузионное цинкование. Для выяснения преимуществ и недостатков последнего, необходимо вкратце рассмотреть остальные методы.
Горячее цинкование
Нанесение покрытия происходит путем погружения изделия в ванну с расплавом цинка. Покрытия, получаемые данным способом, характеризуются прочным сцеплением с основой, высокими показателями качества и долговечности за счет образования промежуточных сплавов.
Покрытия имеют значительную толщину (порядка 100 – 200 мкм), и неоднородны. Данный метод не позволяет покрывать мелкие детали, детали сложной формы и получать тонкие покрытия.
К недостаткам также следует отнести и высокое энергопотребление (для поддержания цинка в расплавленном состоянии).
Гальваническое покрытие
Метод основан на осаждении цинка из электролита при прохождении электрического тока. Основным компонентом электролита является водный раствор солей цинка.
Способ позволяет с большой точностью получать тонкие однородные покрытия, обладающие высокими декоративными свойствами.
При гальваническом нанесении не образуются промежуточные сплавы, а сцепление покрытия с поверхностью обеспечивается в основном молекулярными силами, поэтому большое значение имеет предварительная обработка (обезжиривание) поверхности.
Недостатками метода являются ограниченная толщина покрытия (до 20 мкм), высокая пористость, слабая адгезия и неустойчивость к механическим нагрузкам. Кроме того, в процессе нанесения гальванического покрытия, происходит водородное охрупчивание стали за счет абсорбции (поглощения) водорода.
Применение электролитов, содержащих цианиды и другие вредные вещества, делает этот способ экологически небезопасным.
Газотермическое напыление
Для напыления цинка обычно используется электродуговая металлизация.
Сущность процесса состоит в том, что между двумя цинковыми проволоками поджигается электрическая дуга, которая расплавляет металл, а струя газа, проходя через область дуги, подхватывает расплавленные частицы и переносит их на обрабатываемую поверхность. При этом образуется чешуйчатое покрытие, имеющее некоторую остаточную пористость. Очень часто его дополнительно покрывают порозаполнителем в виде лакокрасочного материала.
Данный метод весьма экономичен и незаменим для покрытия деталей и конструкций больших размеров, которые невозможно погрузить в ванну с расплавом или электролитом. Важным преимуществом является и тот факт, что работы по напылению можно проводить не только в цеху, но и в полевых условиях.
Холодное цинкование
Холодным цинкованием называют покрытие изделия грунтами, содержащими высокодисперсный цинковый порошок и органическое связующее. Процесс нанесения покрытия отличается простотой, благодаря чему и получил распространение. Электрохимическое защитное действие цинка сочетается здесь с барьерным действием органики.
Такие покрытия обладают невысокой стойкостью к механическим воздействиям. Кроме того, электрохимическое защитное действие цинка ослабляется за счет обволакивания цинковых порошинок электроизолирующим слоем органики.
Хотя современные процессы термодиффузионного цинкования во многом отличаются от процесса, предложенного Шерардом, для их обозначения нередко используют термин «шерардизация» (в англоязычной литературе – sherardizing). Типичная технологическая схема процесса термодиффузионного цинкования включает в себя следующие этапы:
- предварительная механическая, химическая или ультразвуковая обработка;
- загрузка в рабочую камеру обрабатываемых деталей и цинксодержащего порошка;
- закрытие камеры, нагрев и выдержка при повышенной температуре;
- разгрузка камеры, пассивация и финишная обработка.
Предварительная обработка поверхности деталей проводится с целью удаления ржавчины, окалины, жировых загрязнений и пр. Для этих целей применяется струйная абразивная обработка, химическое обезжиривание, ультразвуковая очистка.
Следует, однако, заметить, что термодиффузионное покрытие менее чувствительно к наличию на поверхности загрязнений, чем гальваническое, поэтому, в целях упрощения технологии, первый этап иногда вообще исключают из производственного процесса.
После предварительной обработки, детали загружаются в рабочую камеру, выполненную из нержавеющей стали.
Туда же засыпается цинковый порошок, после чего камеру плотно закрывают и нагревают до температуры 380- 450°С.
Процесс цинкования длится в течение 1–4 часов, в течение которых камеру с деталями поддерживают при постоянной температуре. Для интенсификации процесса, ее с небольшой скоростью вращают.
Вследствие нагрева, атомы цинка сублимируют (испаряются с поверхности твердых частиц порошка) и за счет диффузии проникают в поверхностные слои обрабатываемых изделий. При этом на поверхности образуется сложное многослойное покрытие, содержащее твердые растворы и интерметаллиды железа и цинка.
Расходным материалом при нанесении термодиффузионного покрытия является порошок, содержащий цинк и различные добавки. Состав порошка играет очень важную роль в технологии и во многом определяет качество и свойства получаемого покрытия.
Одной из основных проблем, возникающих в процессе шерардизиции, является спекание цинкового порошка при нагреве. Для устранения этого явления в состав порошка вводят инертные добавки, создающие физический барьер между порошинками цинка, либо искусственно создают барьерный слой на поверхности порошинок за счет специальной обработки.
Такие меры, однако, могут отрицательно влиять на коррозионную стойкость и декоративные свойства получаемого покрытия. Хорошие результаты дает введение в состав смеси небольшого количества высокодисперсного оксида одного из переходных металлов. Это позволяет улучшить защитные свойства и даже придать покрытию определенную окраску.
В настоящее время на рынке имеется множество запатентованных порошковых смесей для термодиффузионного цинкования, позволяющих получать покрытия с высокими механическими и коррозионно-резистивными свойствами. Толщина покрытия определяется количеством насыщающей смеси и временем цинкования.
По окончании процесса диффузионного насыщения, камеру охлаждают и разгружают. Детали очищают от остатков порошковой смеси, промывают, подвергают финишной обработке и пассивации в специальных растворах. Данный этап так же имеет большое значение.
Пассивация придает изделиям товарный вид и дополнительную коррозионную устойчивость. Современные технологии предусматривают использование регенерируемых пассивационных растворов, предотвращая вредные выбросы.
Иногда, в финишную обработку включают также дополнительные операции, такие как вибровыглаживание и вторая пассивация.
К достоинствам термодиффузионного цинкования можно отнести следующее:
- Процесс позволяет с высокой точностью получать беспористые однородные покрытия заранее заданной толщины в диапазоне от 15 до 150 мкм с высокой точностью (5 мкм);
- Коррозионная стойкость термодиффузионных цинковых покрытий в 3-5 раз выше, чем у гальванических, и в 1,5-2 раза выше, чем у горячецинковых. Высокая коррозионная стойкость позволяет ограничиться меньшими толщинами покрытия без сокращения срока эксплуатации изделия;
- Термодиффузионное покрытие имеет наиболее прочное по сравнению с покрытиями, полученными другими методами, сцепление с основой, а также высокие показатели твердости и износостойкости. Микротвердость его может достигать 5000 МПа (для сравнения, микротвердость гальванического цинкового покрытия составляет 300-400 МПа);
- Покрытие точно повторяет контуры обрабатываемых деталей, в том числе и сложной формы, например, резьбу или маркировку;
- Современные технологии получения термодиффузионных цинковых покрытий являются экологически чистыми;
- Относительно низкая, по сравнению с горячим цинкованием, температура насыщения позволяет покрывать пружины и другие специальные детали. По сравнению с гальваническим покрытием, отсутствует проблема водородного охрупчивания.
Недостатком термодиффузионного цинкования является отсутствие у готового изделия декоративных свойств: покрытие имеет матовую поверхность серого цвета. Несколько улучшить ситуацию позволяет применение специальных добавок к цинковому порошку, либо введение дополнительных финишных операций, что, однако увеличивает себестоимость изделий.
Область применения термодиффузионного цинкования огранивается размерами покрываемых деталей, которые должны помещаться в рабочую камеру. В настоящее время, как правило, используются цилиндрические камеры длиной 900-1500 мм и диаметром 300-500 мм. Производительность таких установок составляет порядка 150-500 кг за смену (8 часов).
Термодиффузионное цинкование применяется для покрытия мелких и среднего размера деталей, например, дверных петель, скоб, различного рода крепежа: гвоздей, болтов, гаек и пр.
Небольшая толщина, прочность и равномерность покрытия делает его оптимальным для покрытия резьбовых соединений, обеспечивая многократную свинчиваемость.
Это преимущество актуально также для соединительной арматуры, труб, фитингов, различных сантехнических изделий.
В автомобилестроении метод используется для покрытия деталей дверных замков и других мелких деталей. В железнодорожной отрасли, термодиффузионное цинкование находит применение для покрытия деталей и конструкций контактной сети.
Процесс термодиффузионного цинкования является перспективным методом получения покрытия с хорошими механическими свойствами, прочно сцепленного с деталью основы и обладающего высокой коррозионной стойкостью в различных средах.
Современные процессы нанесения таких покрытий являются экологически чистыми, что достигается путем минимизации вредных выбросов за счет использования регенерируемых растворов, переработки и повторного использования отходов производства.
Источник:
Цинкование мелких деталей – какой способ выбрать?

Металлические детали используются во всех конструкциях и оборудовании, будь то промышленные станки, сложные машины, или простые вспомогательные тележки. Даже обычные болты, гайки и саморезы изготавливаются из металла.
Никому не хочется, чтобы из-за одного вышедшего из строя болта перестала работать рабочая машина или промышленный станок.
Но, порой именно так и происходит, так как каждая металлическая деталь, даже самая маленькая страдает от коррозии.
Металл сам по себе имеет прочную структуру, но это не спасает его от пагубного воздействия окружающей среды. Для сохранения работоспособности металла просто необходимо применять антикоррозийные материалы.
Самым эффективным способом борьбы с коррозией давно признано цинкование. Цинкование – покрытие металла тонким слоем цинка.
Покрытие наносится различными способами, существует: горячее цинкование, гальваническое, термодиффузионное, холодное цинкование и другие способы нанесения покрытий.
В этой статье мы расскажем вам – какой способ лучше всего подойдет для оцинковки-защиты от коррозии мелких деталей.
Различные способы цинкования
Каждый способ цинкования имеет свои особенности, которые могут оказаться как плюсами, так и минусами в каждом конкретном случае.
При выборе способа останавливаются на том, который удобнее, экономичнее и лучше подойдет для дальнейших условий эксплуатации. Иногда, в одной и той же конструкции или изделии применяется сразу несколько способов цинкования.
Но, стоит отметить один общий проверенный признак – покрытие служит тем дольше и надежнее, чем больше и чище цинк в его составе.
Горячее цинкование мелких деталей
Горячее цинкование мелких деталей – процесс, защищающий их поверхность от образования коррозии. Он предполагает погружение металлических деталей с предварительно очищенной поверхностью (химическая очистка) в ванну с горячим цинком (температура поддерживается в пределах 450-460°С), который, реагируя с железом, образует на поверхности изделий тонкий защитный слой оцинковки.
- Преимущества. Полученное цинковое покрытие обладает уникальными свойствами: оно не взаимодействует с нефтепродуктами, различными растворителями, смазочными материалами и другими часто встречающимися химически активными элементами среды. Оцинкованное изделие, как правило, имеет покрытие толщиной от 35 до 120 мкм. При необходимости можно добиться значительного увеличения толщины защитного слоя (до 180 — 200 мкм). Горячее цинкование применяется для мелких деталей, изготовленных из любых мягких сортов стали, низколегированных сортов, литых деталей из чугуна.
- Недостатки. Горячее цинкование обойдется вам дешево, только при больших объемах мелких деталей, так как стоимость в основном рассчитывается исходя из тонны железа. Способ не подходит для некоторых видов железа и стали, а так же не применяется для покрытия резьбовых деталей и деталей с узкими отверстиями, из-за не равномерности слоя цинка, который может перекрыть отверстия и сделать детали непригодными. Из-за использования высоких температур (более 400°С) тонкие детали могут деформироваться.
Гальваническое цинкование мелких деталей
При гальваническом цинковании детали погружаются в специальный электролитический раствор. К деталям присоединяют катод от источника постоянного тока, а в раствор опускают цинковую болванку либо листовой цинк, подсоединенный к аноду. Ионы металла в электролите начинают двигаться от металлического цинка до покрываемой детали, где оседают тонким слоем.
- Преимущества. Таким способом можно одновременно покрыть ровным слоем цинка большое количество деталей разнообразной формы и размера. Еще одно преимущество — низкая стоимость и высокая скорость.
- Недостатки. К недостаткам относится слабая адгезия между металлом и покрытием, вследствие чего изделия слабо переносят физические нагрузки и значительные деформации. Поэтому гальванической обработкой производят цинкование труб, листового железа, металлоконструкций, крепежных элементов и гораздо реже, мелких деталей. Если применяется цианистый электролит, то возникает опасность для окружающей среды.
Термодиффузионное цинкование мелких деталей
Суть термодиффузионного цинкования в том, что под действием высокой температуры порошкообразные частицы цинка взаимодействуют с железом, в результате чего происходит спекание двух компонентов с образованием промежуточного диффузного слоя, в котором осуществляется взаимопроникновение железа и цинка друг в друга. В итоге возникает надежный защитный слой, который отлично противостоит коррозии, механической нагрузке и проникновению агрессивных веществ внутрь изделия.
- Преимущества. Диффузионное покрытие составляет до трети общей толщины слоя и обеспечивает хорошую адгезию материалов. Диффузионный слой покрывает всю поверхность изделия, даже места резьбовых соединений, мелкие структурные элементы и маркировку. Обрабатываемая поверхность имеет высокий класс чистоты. Благодаря тому, что отсутствует необходимость предварительной кислотной протравки, металлическое изделие не теряет своих механических свойств, тогда как при других методах цинкования детали часто становятся хрупкими. Благодаря тому, что весь процесс происходит в закрытых емкостях, метод отличается высокой экологичностью и отсутствием вредных выбросов.
- Недостатки. Обработанная поверхность не имеет блестящего декоративного вида, но, поскольку она предназначена в первую очередь для промышленных предприятий, данным недостатком можно пренебречь. Обработанные детали обладают пористостью и неравномерностью покрытия. При произведении обработки нужно внимательно следить за соблюдением всех правил безопасности и герметичностью системы, так как цинковая пыль, задействованная в технологическом процессе, опасна для здоровья людей. Необходимость использования большого количества оборудования: электрическая печь с вертикальной загрузочной камерой, цилиндр из нержавеющей стали, специальный механизм для опускания, подъема и вращения цилиндра. Большое количество сложного оборудования и высокие требования к помещению делают способ мало распространенным и поэтому малодоступным и дорогостоящим.
Еще несколько способов защиты металла
Способ металлизации основан на прилипании распыленных частиц металла. Распыление цинка осуществляется с помощью пульверизатора. Достоинством метода является возможность покрытия цинком крупных конструкций в собранном виде, а также покрытия пластмасс, гипса, дерева и других материалов. Недостатком метода является повышенная пористость покрытия и большие (до 50%) потери металла.
Контактный способ осаждения цинка представляет собой цинкование без внешнего источника тока за счет работы гальванической пары, образующейся при погружении стальных деталей в контакте с алюминием в раствор цинковой соли. Цинк при этом вытесняется алюминием. Покрытия, полученные данным способом, отличаются незначительной толщиной, низкими защитными свойствами и используются только для обработки неответственных деталей.
Электролитическое цинкование позволяет достичь: высокой степени чистоты осажденного цинка и высокой химической стойкости покрытий, возможность регулирования толщины осаждаемого цинка (малый расход металла), хорошие механические свойства цинкового покрытия (эластичность и сцепление покрытия с основным металлом). Электролитическое цинкование осуществляют в кислых и щелочных электролитах.
Эти методы цинкования гораздо менее распространенные и редко используются.
Холодное цинкование мелких деталей
Холодное цинкование – это нанесение на очищенную поверхность металла покрытия с высоким (более 92%) содержанием цинка лакокрасочным способом.
- Преимущества. Быстрое высыхание, всего за 20 минут. Возможность нанесения поверх покрытия почти любых ЛКМ. Высокие защитные характеристики к повреждениям и агрессивной атмосфере. Долговечное действие – до 50 лет без обновления. Возможности сварки деталей после нанесения покрытия без его разрушения. Отсутствие коррозии даже при повреждениях. Легкость восстановления поврежденного покрытия. Простота нанесения – как обычную краску и прямо на месте эксплуатации, что влечет отсутствие расходов на транспортировку.
- Из недостатков способа можно назвать только четкое соблюдение технологического процесса и тщательную подготовку поверхности. Но, такие пункты присущи всем вышеуказанным методам нанесения.
Одним из главных преимуществ холодного цинкования при применении его на мелкие детали является разные возможности нанесения. То есть, для того чтобы обработать все труднодоступные места мелких деталей, можно наносить покрытие методом погружения в состав.
Если конструкция сложной формы и при погружении останутся не прокрашенные участки, их всегда можно докрасить с помощью обычной кисти любого размера. Наносить холодное цинкование можно самостоятельно, не прибегая к услугам профессионалов, а также прямо на месте.
Сделать это совсем не сложно и при том сэкономить деньги на упаковку и транспортировку.
Оценив все достоинства и недостатки методов цинкования, вы можете выбрать наиболее оптимальный для вас. Мы рекомендуем вам воспользоваться холодным цинкованием, ввиду объективных причин – большего количества преимуществ и фактического отсутствия недостатков.
Источник: