В данной статье рассмотрим 4 основных части:
- Как пользоваться сварочным аппаратом (основные принципы).
- Как правильно варить сварочным трансформатором ручной дуговой сварки штучными электродами (MMA).
- Как правильно варить сварочным инвертором.
- Как правильно варить сварочным аппаратом- полуавтоматом.
- Как правильно варить сварочным аппаратом
- Как правильно варить сварочным аппаратом ручной дуговой сварки штучными электродами (MMA)
- Небольшое видео, где дилетант-самоучка делится опытом с новичками:
- Как правильно варить сварочным инвертором
- Как правильно варить сварочным аппаратом- полуавтоматом
- Поговорим про сварку инвертором для начинающих
- Оборудование и экипировка
- Основы ручной сварки
- Резка металла электродом
- Заключение
- Электросварка — как правильно варить металл самостоятельно?
- Основные азы сварочных работ
- Необходимые материалы/инструменты/защита
- Как выбрать правильное оборудование, электроды и экипировку
- Пошаговая инструкция по проведению сварочных работ
- Как делать разные виды швов
- Особенности сварки труб
- Советы и рекомендации
- Как самостоятельно научиться варить электросваркой — видео
- Как научиться варить электросваркой урок 1
- Подготовка рабочего места
- Учимся держать электрод
- Самоучитель по розжигу дуги
- Движения электродом
- Этапы начала работы со сваркой
- Вертикальное соединение
- Сварка инвертором для начинающих в домашних условиях
- Предварительная подготовка
- Средства защиты
- Подготовка рабочего места
- Как выбрать электрод
- Схема подключения инвертора, полярность
- Подготовка металла
- Как работать сварочным инвертором
- Розжиг дуги
- Как передвигать электродом во время сварки
- Как научиться сваривать металл ровно
- Контроль дугового промежутка
- Советы начинающему сварщику
Как правильно варить сварочным аппаратом

Перед началом работы убедитесь что: • Вы прочитали и поняли все требования по безопасности, изложенные в настоящем руководстве. • Все легковоспламеняемые материалы и емкости убраны с места сварочных работ. • Место работы хорошо проветривается, особенно с передней и задней сторон аппарата.
Соответствующие средства пожаротушения находятся в доступном месте.
Как правильно варить сварочным аппаратом ручной дуговой сварки штучными электродами (MMA)
Сварочные работы по металлу являются чрезвычайно распространенными в настоящее время. Однако, для того чтобы правильно их выполнять, необходимы соответствующие навыки.
И необходимость получения данного опыта является очень актуальной, поскольку от того, насколько качественно выполняются сварочные работы, зависит долговечность и надежность соединения отдельных частей различных предметов из металла, в том числе и кованых элементов.
В настоящее время, для того чтобы узнать, как правильно варить сварочным аппаратом, можно воспользоваться специальной литературой. Кроме того, существуют курсы для обучения сварочным работам. При освоении правил того, как осуществлять сварочные работы самостоятельно, необходимо достаточно четко представлять алгоритм их выполнения и технику безопасности.
Прежде всего, очевидно, необходимо начинать с изучения правил техники безопасности. Она начинается с того, что нужно знать, как выбирается специальная одежда и защитные приспособления для сварочных работ.
Самым главным предметом, конечно, является защитная маска, либо сварочный щиток. Маска должна быть максимально надежной и защищать от излучения электрической дуги сетчатку глаз.
Также потребуется защитная куртка и брюки для того, чтобы защитить одежду от повреждений искрами, которые образуются во время сварочных работ.
Далее необходимо переходить к изучению непосредственно самого алгоритма выполнения сварочных работ. Вначале необходимо установить зажим заземления на свариваемой детали.
Затем выбирается режим электрического тока в соответствии с типом электрода и его диаметром.
Далее можно будет попробовать сам процесс. Вначале нужно провести электродом по металлической заготовке. Касание должно быть кратковременным, и если все нормально с электрической цепью, привести к вспышке искр.
А далее нужно поднести электрод к детали, сделать ту же процедуру и отдалить его на расстояние 3-5 мм. Этого достаточно, чтобы электрическая дуга возникла между электродом и свариваемой деталью.
Самое сложное, это удерживать электрическую дугу и не давать ей погаснуть, допустив слишком большой или маленький зазор между свариваемой поверхностью и электродом. При этом нужно сваривать между собой металл детали и электрода в одно целое в виде аккуратного сварного шва.
Практиковаться можно на каких-либо ненужных металлических изделиях. И только, когда будет получаться, можно переходить к свариванию настоящих деталей.
Небольшое видео, где дилетант-самоучка делится опытом с новичками:
И еще один ролик о том, с чего начинать учиться варить.
Также может быть полезным просмотреть следующие материалы:
- Сварочные швы
- Техника выполнения сварочных швов
- Как варить вертикальный шов
Как правильно варить сварочным инвертором
Как правильно варить сварочным аппаратом- полуавтоматом
- Подсоедините заземленную клемму к свариваемому металлу.
- Установите мощность и скорость подачи проволоки используя регуляторы режимов, в соответствии с типом и толщиной металла и проволоки.
- Подключите аппарат и включите его.
- Отрежьте лишнюю проволоку, оставив З мм от конца держака.
- Держите защитную маску перед глазами.
- Нажмите триггер и когда появится дуга, медленно двигайте держак в нужном направлении.
- Если дуга производит шум и оставляет сгустки на конце проволоки — скорость подачи проволоки недостаточна и должна быть увеличена. Если дуга производит прерывающийся шум и создается впечатление, что проволока опережает скорость сварки и происходит разбрызгивание капель металла, значит скорость подачи проволоки слишком велика. Когда скорость установлена корректно звук дуги становится ровным, устойчивым с потрескиваниями. Если место сварки пористое, значит недостаточный поток газа, необходимо увеличить.
- Проверьте установленную мощность аппарата по таблице, расположенной на корпусе.
Процентное выражение представлено в 10-минутном сварочном цикле, например, 60% означает сварочное время 6 минут, время покоя 4 минуты.
Если аппарат используется с превышением сварочного цикла, то температура составных частей повышается, наступает перегрев. В этом случае встроенная термозащита отключает аппарат. Если это произошло, дайте аппарату остыть. Термозащита отключится автоматически после короткого периода остывания, и тогда можно продолжать работу.
Источник:
Поговорим про сварку инвертором для начинающих

Ручная дуговая сварка при помощи инвертора – это один из самых доступных для обучения методов сварки металла. Для этого требуется минимум оборудования, а бюджетные сварочные инверторы стали очень дешевы. Но одновременно с этим ручная сварка инвертором для начинающих сварщиков является более сложной по сравнению со сваркой полуавтоматом.
Ряд нюансов, незаметных на первый взгляд, играют большую роль в итоговом качестве шва.
Оборудование и экипировка
Итак, что потребуется начинающему сварщику?
- Непосредственно инвертор. Не нужно гнаться за дорогими моделями – цена сварочного аппарата значит на самом деле гораздо меньше, чем мастерство сварщика. Но и откровенно дешевые модели – не лучший выбор: отсутствие в них контуров облегчения розжига затруднит первые уроки, а меньшая надежность способна привести к быстрой поломке в неопытных руках. Основной параметр инвертора – это диапазон регулировки сварочного тока. В принципе, аппарат с максимальным током до 160 А может использоваться и для сварки, и для резки металла, но будет заметно перегружаться на таком режиме. Длительность непрерывной работы инвертора определяется так называемым коэффициентом ПВ (постоянного включения), который определяет процентное соотношение времени работы и охлаждения инвертора. Так как при уменьшении тока ПВ увеличивается, на одном и том же токе более мощный сварочный аппарат сможет проработать без перегрева дольше.Следовательно, наилучшим выбором для новичка будет сварочный аппарат с максимальным током в 180-200 А. Желательно, чтобы он имел функцию облегчения розжига или по крайней мере максимальное напряжение холостого хода – это значительно облегчит отработку навыка розжига и удержания дуги.
- Сварочная маска – главный защитный элемент экипировки сварщика. Она защищает не только от брызг металла и яркого света, но и от незаметного мощного потока ультрафиолета, создаваемого дугой. Начинающему сварщику лучше всего подойдет автоматическая маска-«хамелеон» с регулируемым затенением.
- Брезентовые краги и роба защищают тело от брызг металла. Если робу в какой-то мере может заменить плотная хлопчатобумажная одежда, то краги нужно использовать обязательно.
Нужно четко усвоить правила техники безопасности.
Удалите в районе места сварки все легковоспламеняющиеся или способные тлеть предметы: раскаленные капли металла зачастую улетают непрогнозируемо далеко и могут привести к пожару.
Недаром правила техники безопасности требуют прекращать сварочные работы за час до конца рабочего дня, чтобы иметь возможность обнаружить начавшееся тление. Приобретите и храните в доступном месте углекислотный огнетушитель.
Розжиг дуги начинайте только после того, как наденете маску. Даже кратковременная вспышка может вызвать сильный ожог сетчатки глаз, особенно при сварке нержавеющей стали. Коварство ожога сетчатки в том, что его симптомы проявляются спустя некоторое время.
Например, воспользовавшись инвертором вечером, можно по утру проснуться со слипшимися веками и сильным жжением слизистой глаз, открыть которые станет очень трудно. В этом случае быстро поможет народное средство – пакетики заваренного чая, положенные на глаза.
От ожога («нахватать зайчиков») не застрахован и профессиональный сварщик, поэтому иметь в запасе капли для глаз.
Не забывайте, что при сварке металла используются крайне высокие температуры. Прикасаться к шву можно только после его полного остывания – ожог можно получить даже сквозь краги.
Предлагаем посмотреть видеоурок про сварку для начинающих, необходимое оборудование и все нюансы
Основы ручной сварки
При сварке плавящимся электродом он является источником и плавящей металл дуги, и вносимого в шов металла.
Для защиты зоны расплавленного металла (сварочной ванны) используется специальная флюсовая обмазка, покрывающая электрод. В зависимости от назначения электрода состав обмазки изменяется.
Также от него очень сильно зависит характер горения электрода, легкость поддержания дуги и качество шва.
- Кислое покрытие содержит в качестве базового компонента оксиды железа и кремния. При его использовании металл в сварочной ванне активно кипит, что позволяет удалять газовые поры из шва. Сварка электродами с кислым покрытием может вестись на переменном и постоянном токе любой полярности. Шов хорошо идет даже по загрязненному металлу, так как посторонние включения окисляются и выводятся из ванны со шлаком. Главный недостаток этого типа обмазки – склонность шва к растрескиванию, из-за чего электроды такого типа применяют только на неответственных соединениях деталей из вязких низкоуглеродистых сталей.
- Для обмазки электродов с основным покрытием используется в основном фторид и карбонат кальция. При горении электрода с основным покрытием активно образуется углекислый газ, защищающий сварочную ванну от окисления атмосферой. Не раскисляющийся шов получается прочным, без склонности к кристаллизации и растрескиванию. Обратная сторона этого плюса – высокие требования к чистоте поверхностей, так как шлак при сварке электродами с основным покрытием отделяется плохо. Сварка ведется постоянным током с обратной полярностью.
- Электроды с рутиловым и рутилово-целлюлозным покрытием наиболее универсальны, могут использоваться на всех видах тока (некоторые составы обмазок при работе на постоянном токе требуют определенной полярности). Сварочная ванна раскисляется умеренно, что позволяет отделять шлаки и газовые включения, но при этом сохраняется и достаточная прочность шва.
Толщина электрода определяет необходимый для стабильного горения дуги ток, а, следовательно, и тепловую мощность дуги.
Поэтому сварку тонкого металла (листового железа, тонкостенных труб) производят тонкими (1,6-2 мм) электродами на небольшом токе.
Точное значение тока зависит от многих параметров: типа электрода, направления ведения шва и указывается в виде таблицы на упаковке с электродами. Существует следующая классификация швов:
- Нижний шов – самый простой. Свариваемые детали лежат горизонтально, сварочная ванна стабильна, так как сила тяжести направлена вниз. Это наиболее простой вид шва, с которого начинается обучение любого сварщика.
- Горизонтальный шов ведется в том же направлении, но при этом требуется гораздо большее мастерство сварщика, чтобы удердать металл в ванне.
- Вертикальный шов еще сложнее. При этом электрод ведется снизу вверх, чтобы не давать расплавленному металлу вытекать из сварочной ванны. В противном случае шов получается неравномерный, с наплывами и неглубоким проваром.
- Самый сложный шов – это потолочный, так как во время сварки шов сварочная ванна находится над электродом. Отработанная техника сварки потолочным швом – признак высокой квалификации электросварщика.
Очень подробный урок про ручную дуговую сварку
Для многих сварщиков становится серьезным испытанием сварка труб – ведь при этом нижний шов плавно переходит в вертикальный, а затем в участок потолочного. Следовательно, нужно иметь хорошую практику во всех этих видах швов.
В тексте упоминалось уже такое определение как «полярность тока». Она сильно влияет на процесс сварки постоянным током, а при использовании ряда электродов должна быть строго определенной.
- При сварке прямой полярностью на массовом зажиме аппарата положительный потенциал, на держаке – отрицательный. Так как при горении дуги за счет эффекта «бомбардировки» электронами в ионизированном газе положительный электрод (анод) нагревается сильнее отрицательного (катода), при сварке прямой полярностью детали нагреваются сильнее, а сам электрод расходуется медленнее. Прямая полярность используется для получения глубокого провара массивных деталей и резки металла.
- При сварке обратной полярностью сильнее нагревается электрод. Обратная полярность используется при сварке тонкого металла во избежание прожогов. Одновременно с этим более быстрая наплавка металла вынуждает вести шов быстрее, что также способствует меньшему нагреву деталей. Ряд обмазок требует для правильной их работы строго обратной полярности независимо от условий сварки.
Как уже было сказано, обучение нужно начать с простейшего нижнего шва. Для этого достаточно найти подходящий металлический предмет, который позволит провести достаточно длинный шов – например, толстый уголок или швеллер.
Для обучения приобретите распространенные электроды типа МР-3 или аналогичные с рутиловой обмазкой – они наиболее просты в розжиге и ведении шва, хотя шов при этом и имеет довольно посредственное качество. Не используйте электроды УОНИ и их аналоги – розжиг и удержание дуги с ними гораздо труднее.
Выберите электроды диаметром 3 мм – они наиболее дешевы и распространенны.
Розжиг дуги можно осуществить одним из двух способов:
- Уткнув торцом электрод в деталь, в момент розжига дуги плавно отодвинуть его на несколько миллиметров (розжиг касанием). На холодном электроде новичку это проделать будет очень трудно, пока не наработается навык. Большую помощь окажет наличие в схеме инвертора системы высокочастотного розжига. Электрод с разогретым кончиком разжечь заново таким образом гораздо проще. Две основные ошибки новичка – это либо задержка (в этом случае электрод прилипает к детали), либо излишне резкий отвод электрода (дуга рвется). Все движения должны быть не только своевременными, но и плавными.
- Розжиг чирканьем подобен тому, как зажигают спичку – быстро проводя концом электрода по поверхности детали, его заставляют прогреваться, при этом не прилипая к поверхности. Разогревшийся электрод сможет разжечь дугу уже при поднесении к детали. Таким образом начинать сварку гораздо проще.
После того, как дуга разгорится, под ней начнет формироваться участок расплавленного металла (сварочная ванна).
Наблюдая за происходящим в ней через защитное стекло, Вы сможете увидеть отделение газа через всплывающие пузырьки, яркие вначале и быстро темнеющие пятна шлака.
Этому моменту уделите наибольшее внимание, чтобы понять, с какой скоростью нужно вести шов, чтобы в нем не оставалось пузырьков и вкраплений шлака.
Ведение шва осуществляйте плавным движением электрода, удерживая электрод на постоянном расстоянии. Оптимальным для сварки является растояние не более 3 мм («короткая дуга»). При этом можно использовать меньший ток, а наклоном электрода хорошо регулируется поведение ванны. Есть три варианта ведения шва:
- Сварка под прямым углом (а) обеспечивает симметричную ванну, но наименее удобна. В основном она применяется в труднодоступных местах.
- Сварка углом вперед (б) обеспечивает большую глубину ванны в начале шва. Она используется при сварке потолочным, горизонтальным и вертикальным швом, при этом можно увидеть, как дуга выталкивает металл и не дает ему вытекать из сварочной ванны.
- Сварка углом назад (в) позволяет лучше видеть и контролировать процессы в сварочной ванне, но может применяться только в нижнем шве. Также этим образом делаются короткие временные швы – прихватки.
Основные дефекты шва – это неравномерность ширины и глубины провара из-за неравномерного движения электрода, а также газовые и шлаковые каверны.
Они являются следствием слишком быстрого ведения шва по загрязненной поверхности (шлак и газы не успевают всплыть в остывающей ванне), либо некачественной или отсыревшей обмазки электрода.
При необходимости наложения широкого шва (наплавка металла, сварка с широкой разделкой) прямого прохода электрода недостаточно. Его нужно вести циклическими движениями различного рода:
Нужно помнить, что сварка уширенным валиком ведется с постоянным наклоном электрода, поэтому нужно перемещать не его кончик поворотом ручки держака, а смещением всего электрода.
Сваривая тонкий металл, нужно придерживаться следующих правил:
- Используйте электроды минимально доступной толщины на обратной полярности во избежание прожога.
- Самое трудное – начать вести ванну, в этот момент прожог наиболее вероятен. Затем вносимый плавлением электрода металл сделает зону шва толще, и варить станет удобнее.
- Длинный сплошной шов качественнее и герметичнее, но он же приводит к перегреву и деформации тонкого металла. Вести шов удобнее короткими участками, кратковременно отводя электрод (желтое свечение его кончика не должно успевать погаснуть).
- Поскольку глубокую и долго остывающую ванну обеспечить будет невозможно, тщательно зачищайте металл и используйте качественные электроды, иначе обильный шлак сильно ухудшит качество неглубокого шва.
Завершение шва также заслуживает отдельного внимания. Резко отрывая электрод для гашения дуги, Вы оставите в конце шва ярко выраженный кратер, ослабляющий шов и являющийся концентратором напряжений. Завершать шов нужно, задержав электрод на месте (чтобы наплавить металл до толщины основного шва), а затем отведя его по шву назад и только в этот момент разорвав дугу.
Резка металла электродом
Иногда возникает необходимость разрезать массивную металлическую деталь – толстый двутавр или швеллер, металлический пруток. Отрезным диском «болгарки» не везде можно подобраться, да и мощность ее для резки толстого металла должна быть солидной.
В этом случае сварочный аппарат способен выручить, если, конечно, эстетические качества реза не являются важными.
Возьмите достаточно толстый электрод и установите ток прямой полярности, примерно в два раза превышающий нужный для сварки этим электродом.
Для любительского инвертора он, скорее всего, будет превышать максимальный, поэтому просто поверните регулятор до упора, не забывая о том, что выше было написано о значении коэффициента ПВ.
Главное в начале резки электродом – это прожечь деталь насквозь, чтобы затем, ведя электрод в направлении резки, давать стекать расплавленному металлу в отверстие. Не забывайте, что брызги расплавленного металла будут разлетаться активно и очень далеко.
Заключение
Ручная сварка электродом – это хотя и трудный для освоения, но одновременно и наиболее универсальный процесс, хорошо отрабатывающий умение контролировать поведение расплавленного металла во время ведения шва.
Освоив ручную дуговую сварку, можно легко перейти на полуавтоматическую или аргоновую – именно поэтому мастерство сварщика, владеющего электросваркой, высоко ценится.
Источник:
Электросварка — как правильно варить металл самостоятельно?
Среди гениальных изобретений человечества электросварка, бесспорно, занимает одну из ведущих позиций – настолько универсальным и многоплановым является метод соединения деталей посредством расплавления электрода под воздействием электрического тока.
Использование этого метода соединения металлических частей и конструкций уже давно вышел за пределы привычного понимания сварки, как метода соединения металлических деталей из черного металла.
Уже давно стали привычными такие разновидности электросварки как сварка алюминиевых конструкций, чугуна, соединение деталей под водой, в безвоздушном пространстве, и даже эксперименты в области медицины по соединению тканей организма.
И все же наибольшего развития технология электросварки нашла в строительстве и машиностроении, при этом наибольшего распространения получила технология дуговой сварки в защитной среде (ММА).
Основные азы сварочных работ
Осваивая первые шаги в сварочном деле необходимо понимать, что успешное обучение является результатом усвоения как теоретических знаний, так и практических умений.
К теоретическим знаниям следует отнести:
- знание теоретических основ физических процессов электродуговой сварки;
- знание основных характеристик и принципа работы сварочного оборудования разных типов;
- знание порядка организации работ, привил техники безопасности;
- знание основных маркировок электродов, технологии сваривания различных материалов и компонентов.
Пошагово технологию сварки можно представить примерно так:
- электрический ток большой силы от 10 до 160 и даже 250 ампер образует электрическую дугу между электродом и свариваемыми поверхностями металла;
- вследствие создания электрической дуги происходит повышение температуры электрода и происходит горение обмазки, в горении участвуют вещества, которые выжигают вокруг себя кислород, образую небольшой объем пространства, защищенного от кислорода;
- образовавшийся газ высокой температуры плавит сердцевину электрода, которая образует сварочную ванну, в которой металл находится в жидком состоянии и заполняет шов между свариваемыми деталями.
Необходимые материалы/инструменты/защита
Переходя к практическому освоению навыков сварочных работ, следует выбрать сварочный аппарат:
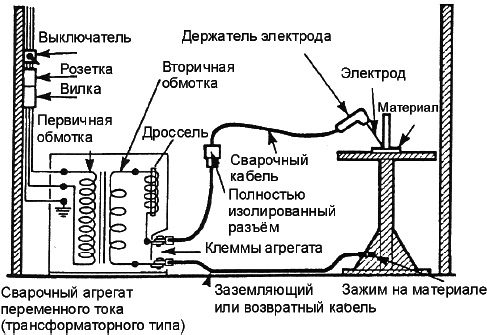
- Трансформаторный сварочный аппарат – вид сварочного оборудования, который выдает переменный ток, ранее был самым распространенным видом сварочного оборудования, прост, неприхотлив в работе, но требует хорошей электропроводки и нормального напряжения в сети;
- Сварочный инвертор – относительно новый тип сварочного оборудования, легок как в смысле работы, так и в плане веса, может работать при довольно существенных перепадах напряжения, в отличие от трансформатора выдает постоянный ток на сегодняшний день является наиболее перспективным видом оборудования для любительского использования;
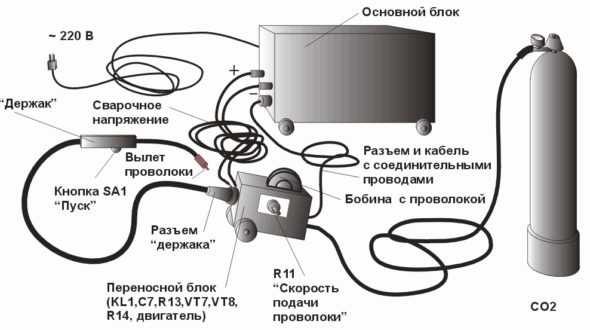
- Сварочные полуавтоматы – это оборудование, для различных видов сварочных работ проводимое сварочной проволокой в среде инертных газов, для работы полуавтоматической сваркой требуется использование баллона с инертным газом, это весьма дорогое оборудование, однако сварочным полуавтоматом можно проводить сварку даже очень тонких деталей.
К минимально обязательному набору инструментов сварщика нужно отнести:
- сварочный молоток;
- щетку по металлу;
- различные зажимы и струбцины;
- болгарку с набором отрезных и шлифовальных кругов.
Важно! Учитывая, что при сгорании электрода выделяется свет в 55-70 раз интенсивнее солнечного, обязательным элементом защиты сварщика является маска сварщика со специальным затемненным стеклом.
Кроме этого, сварщику нужно иметь:
- Специальные термостойкие перчатки.
- Специальный костюм сварщика из брезента.
- Рекомендуется иметь и специальную обувь – ботинки с высоким берцем или сапоги, при этом брюки костюма должны быть выпущены поверх ботинок или голенища сапог. Такое может быть немодное решение, не допустит во время работ попадания окалины внутрь обуви.
- И если сварщик хочет иметь еще долгое время модную шевелюру на голове, то обязательным элементом одежды должна стать шапка или кепка.
Как выбрать правильное оборудование, электроды и экипировку
При выборе сварочного аппарата для освоения первоначальных навыков работы достаточно и сварочного трансформатора, сварочный инвертор как оборудование более высокого класса разумно приобретать с прицелом на постоянную работу.
Стандартные кабели к сварочному аппарату, чаще всего бывают длиной в 1,5 метра, чего явно недостаточно для работ на высоте или в небольших помещениях, поэтому рекомендуется приобрести кабели большей длины.
Сварочные аппараты последнего поколения, независимо от того трансформаторные или инверторные сегодня оборудуются системой принудительного обдува, поэтому при покупке нелишне проверить их работоспособность при включении оборудования в сеть.
Приобретая электроды для начального обучения, рекомендуется для более эффективного овладения навыками покупать не пачку в 5 кг, а купить несколько пачек электродов разного диаметра от 2 мм до 5 мм по 1 кг. Этого количества электродов вполне достаточно для того чтобы понять как варить.
Немаловажным моментом при покупке электродов является маркировка – УОНИ, марка электродов для постоянного тока, и пытаться положить правильный шов на трансформаторном аппарате будет бессмысленно. Электроды марки АНО-4 обладают универсальными качествами и могут использоваться для сварки любым аппаратом.
При выборе защитной маски следует знать, что современные маски с автоматической защитой имеют наибольший эффект, они не требую постоянного держания в руке, фильтр автоматически включается при появлении дуги, но к сожалению, сегодня такие маски пока еще весьма дороги для многих начинающих мастеров.
Маски старого образца с неизменяемым светофильтром, а в особенности те, что стандартно продаются в комплекте сварки, требуют определенной доработки:
- Во-первых, они не имеют защитного стекла, такое самое обыкновенное стекло вставляется с наружной стороны маски и защищает светофильтр от искр и попадания окалины. Со временем, такое стекло просто снимается и заменяется новым.
- Во-вторых, сам светофильтр в таких масках идет с довольно большой степенью защиты, для новичка это не совсем правильно, ведь новичок только овладевает навыками работы, а не проводит сваривание 6 часов кряду. Поэтому рекомендуется заменить фильтр, на более прозрачный, например, на светофильтр №3 что дает намного лучший результат.
Пошаговая инструкция по проведению сварочных работ
Подготовка к проведению сварочных работ подразумевает не только подготовку материалов и оборудования, но и строгое соблюдение правил техники безопасности!
Следует знать, что сварочные работы это работы с повышенным риском, поэтому строгое соблюдение правил эксплуатации электроустановок, пожарной безопасности при работах должны быть соблюдены неукоснительно:
- рабочее место должно обеспечивать свободный доступ к свариваемым конструкциям;
- огнеопасные материалы должны быть убраны;
- сварочные работы должны проводиться в сухом помещении, при обеспечении правил электробезопасности;
- сварщик должен быть экипирован соответствующим специальным костюмом, перчатками, обувью.
Приступая к работам:
- свариваемые детали очищаются от ржавчины, краски, смазки и прочих веществ;
- места сварки тщательно подгоняются напильником или болгаркой зачищаются заусеницы;
- свариваемые детали прижимаются друг к другу и фиксируются;
- провод массы держателем прикрепляется к одной их деталей;
- включается в сеть сварочный аппарат;
- вставляется электрод в электрододержатель стороной свободной от обмазки;
- несколькими движениями электрод проводится по одной их деталей, для проверки наличия тока и розжига электрода;
- берется маска, электрод подносится к месту сварки, маска подносится к глазам и производится сваривание деталей несколькими небольшими швами по 3-5 мм;
- после сваривания швов проводится проверка правильности соединения, поскольку при дуговой сварке возможно смещение деталей и самого металла, вследствие чего образуются достаточно большие щели;
- через 1-2 минуты после прихватывания деталей сварочным молотком аккуратно, надев обычные защитные очки, легкими ударами оббивается шлак и окалина, проверяется качество шва;
- при удовлетворительном результате проводится сваривание непрерывным швом по всей длине деталей;
- через 3-5 минут молотком и щеткой по металлу очищается шов, проверяется качество;
- отключается аппарат, производится уборка рабочего места.
Как делать разные виды швов
Мастерство сварщика формируется постепенно, и не стоит ставить невыполнимую задачу научиться варить с после 1–2-х электродов. Мастерство появится тогда, когда сварщик научится не только правильно держать электрод, но и определять размер шва и ванны на ощупь.
Зажигая дугу, следует несколько раз провести в сторону шва электродом по поверхности, флюс начнет постепенно плавиться, при этом начнет образовываться ванна.
Ведя электрод в сторону по шву внимание нужно обращать не на искры, а на образовавшуюся ванну, таким образом, контролируя процесс сварки.
При сварке толстых деталей следует сначала 2-3 секунды прогреть металл, сформировать ванну и только после этого формировать шов.
Научившись держать дугу, следующим этапом овладения мастерством будет умение формировать шов. В зависимости от условий работы основными умениями будут считаться умения сварки:
- горизонтального шва;
- вертикального шва;
- шва соединения труб;
- потолочного шва (сварщик находится под свариваемыми деталями, вся работа производится вверху).
На начальном этапе достаточно овладеть навыками создания простого горизонтального шва. Для этого:
- электрод держится на расстоянии 2–3 мм от поверхности, формируется ванна;
- легким движением электрода в сторону ванна тянется по шву;
- при движении кончик электрода описывает полукруг, наплавляя металл в виде чешуи.
После окончания сварки, очистив шов от шлака, в результате должен получиться ровный шов в виде полоски накрывающих один другого чешуек.
При сварке вертикальных швов шов ведется снизу вверх или сверху вниз, таким образом, чтобы электрод надежно держал ванну, для этого кроме описывания полукруга электродом его нужно, то приближать, то удалять от поверхности, проваривая металл на достаточную глубину.
Потолочный шов формируется зигзагообразными движениями, но для таких видов работ используются специальные электроды, обмазка которых формирует внутри чашечку с расплавленным металлом.
Такие электроды позволяют сваривать детали без растекания металла и создания большого количества искр.
Особенности сварки труб
Сваривание труб в зависимости от расположения шва проводится следующим образом:
- на концах свариваемых труб формируется фаска;
- свариваемые концы совмещаются друг с другом;
- в нескольких точках прихватывается шов;
- при горизонтальном расположении от крайней нижней точки проваривается сектор до середины трубы с нижней части, после с верхней части.
Профессионалы делают шов непрерывным, меняя положение электрода, для новичка достаточно обварить нижнюю, а потом верхнюю часть.
При сварке труб большого диаметра и толщине стенок, больше 6 мм трубы сваривают в 2 слоя, чем больше диаметр и толщина стенок, тем больше слоев нужно проваривать, условно каждые 6 мм толщины добавляют один слой.
Условно тонким металлом считается металл толщиной до 2 мм. Основной проблемой при сварке таких изделий является прожиг электродом сквозного отверстия. Для этого используются электроды небольшого диаметра – 2 и 2,5 мм и небольшую силу тока.
Так, для сварки металла 1 мм достаточно электрода 2 мм и силу тока сварочного инвертора 30-35 ампер. Кроме этого, для сварки тонкого листового металла и более толстого основания используют различные накладки из более толстого листового металла, приваривая который проваривается и тонкий лист.
Советы и рекомендации
При сваривании деталей необходимо учитывать, что существует опасность тепловой деформации металла, особенно когда сами свариваемые детали не совсем плотно прилегают друг к другу в таком случае рекомендуется сначала прихватить конструкцию в нескольких местах, а после производить окончательную сварку.
Планируя сварочные работы необходимо просушить электроды при высокой температуре, влажная обмазка не позволяет формировать нормальный шов, она крошится, распадается, образует большое количество шлака.
После остывания шва нужно обязательно проверить наличие раковин. Их необходимо очистить от шлака и вновь проварить.
Источник:
Как самостоятельно научиться варить электросваркой — видео
Как самостоятельно научиться варить электросваркой? Подобный вопрос может встать перед многими мужчинами, любящими разбираться в различных процессах и умеющими делать строительные или ремонтные работы своими руками.
Умение обращаться со сварочным аппаратом может пригодиться при возведении забора, ремонте балкона, стройке на даче, и другой бытовой работе. Те, кто особенно хорошо освоил это дело, могут самостоятельно варить трубы для подачи воды или создания отопительной системы.
Быстро создать крепкое соединение, лучшее чем сварной шов, не получиться. Но для того, чтобы самому научиться правильно сваривать металл, нужно исследовать азы сварки.
Понимание сути процесса электродуговой технологии, этапов работы, положения электрода и различных режимов, поможет быстро научиться правильно варить сваркой.
Как научиться варить электросваркой урок 1
Чтобы хорошо освоить этот метод соединения металла, необходимо разобраться в физическом процессе сваривания. Понимание образования шва поможет варить не «в слепую», а с осознанием происходящего, что безусловно отобразится на результате.
Для сварочных работ используют различные аппараты, которые преобразуют ток до нужной величины, способной плавить сталь. Самыми простыми являются трансформаторы, работающие от 220 и 380V. За счет обмоток катушек они понижают напряжение (V) и повышают силу тока (A). Чаще всего это большие устройства на промышленных предприятиях или маленький самодельный аппарат в гараже.
Более «продвинутые» версии — это преобразователи, выдающие постоянное напряжение. Благодаря этому создание сварочного шва происходит более деликатно и тише.
В домашних условиях применяются небольшие версии этих аппаратов, называемые инверторами. Они работают от бытовой сети и преобразуют переменный ток в постоянный.
Научиться варить инвертором проще, чем начинать с большого промышленного трансформатора. Суть процесса в следующем:
- Аппарат выдает необходимое напряжение.
- От инвертора исходит два кабеля (+ и -), первый крепится на изделие, а второй снабжается держателем для электрода. Минусовый кабель некоторые обозначают как ноль. В зависимости от того, какой провод цепляется к массе, определяется полярность тока.
- В момент прикосновения конца электрода к изделию возбуждается электрическая дуга.
- Частицы расплавленного стержня электрода и кромок свариваемого металла образуют соединительный шов.
- Покрытие на электродах, плавясь, создает газовое облако, защищающее от воздействия окружающей среды сварочную ванну, и обеспечивающее соединение без пор.
- При застывании металла, на его поверхности образуется слой шлака, который удаляется легким постукиванием.
Инвертором для начинающих может стать любая бюджетная модель, поддерживающая работу с электродами диаметром 3 и 4 мм.
Подготовка рабочего места
Как научиться варить электросваркой в сжатые сроки? За один день этого сделать не получиться, но применяя советы из разнообразных видео и подготовив все необходимое на рабочем месте, можно быстро приступить к практике.
Чтобы научиться варить сварочным инвертором нужна пластина для розжига электрода. Не всегда можно присоединить массу на изделие, поэтому потребуется небольшой металлический столик или основание.
Под рукой у сварщика должен быть молоток для корректировки правильности фиксации металлических частей, шлакоотделитель, и средство для тушения огня (песок или огнетушитель). Сваривать металл инвертором важно, будучи хорошо защищенным от вредных воздействий.
Независимо от места выполнения работ (домашние или производственные условия) у каждого сварщика должны быть:
- защитная маска со светофильтром, соответствующим освещению на рабочем месте (в фильтре №5 будет плохо видно в помещении, в №3 будет очень слепить глаза на улице);
- рукавицы из брезентовой ткани для защиты от температуры и брызг;
- толстая, не воспламеняющаяся одежда, не заправленная за пояс;
- ботинки;
- головной убор для защиты от летящих капель шлака.
Учимся держать электрод
Чтобы научиться варить сваркой, необходимо правильно удерживать электрод. От этого напрямую зависит электросварочный процесс и окончательный результат.
Лучше начинать с диаметра электродов в 3 мм, которые не такие длинные как 4 мм, но и плавятся медленнее, чем 2 мм. Для фиксации в держателе используется механизм двух видом. Первый тип крепления является пружинным, второй — винтовым.
Для первого держателя необходимо нажать на клавишу и отвести прижимной механизм. Для второго, прокрутить рукоятку против часовой стрелки.
При сварке, оптимальным углом наклона электрода относительно поверхности, считается 45 градусов. Так можно вести шов от себя, на себя, слева направо и наоборот. Чтобы успешно варить инверторной сваркой необходимо научиться соблюдать дистанцию между концом электрода и металлом в 3-5 мм.
Это очень непросто на первых порах, и нарушая это требование, электрод будет либо прилипать к изделию, либо отдаляться и разбрызгивать частицы металла. Поэтому первые уроки по электросварке могут начинаться на выключенном аппарате, для тренировки соблюдения дистанции. Расстояние в 3-5 мм легче выдерживать, если под локтями сварщика будет опора об ноги или стол.
Хорошее овладение этим нюансом поможет в дальнейшем научиться варить полуавтоматом и иными видами сварки.
Самоучитель по розжигу дуги
Как научиться варить электросваркой можно узнать на обучающем видео. Все начинается с разогревания электрода. Чтобы возбудить электрическую дугу между массой и концом электрода, необходимо легонько постучать последним об поверхность.
Рекомендуется это сделать на отдельной пластине, чтобы не оставить следов на изделии. Разогретый электрод подносят к месту соединения, и дуга возбуждается от малейшего касания с поверхностью.
Первое время, можно просто сжечь пару электродов, для того чтобы рука привыкла к дистанции и стабильном удержании дуги. Это поможет освоиться и зрительно, когда в маске перестанет все сверкать, и придет понимание происходящего процесса.
Для различия расплавленного шлака и металла в сварочной ванне, стоит запомнить, что самый белый и яркий свет исходит от стали, а красноватый от шлака. Научившись различать эти составляющие можно лучше формировать швы и замечать не проваренные места.
Движения электродом
Невозможно варить электродами качественно, не освоив технику движения. Как самостоятельно научиться варить электросваркой и правильно формировать шов? Главный критерий в понимании особенностей технологии.
Частицы со стержня электрода вплавляются туда, куда направлен конец. Поэтому умелое манипулирование электродом — залог правильной структуры и крепкого шва. Кроме миллиметрового железа, большинство свариваемых изделий соединяются многопроходными слоями.
Это обеспечивает герметичность и хорошие свойства на разрыв. Первый шов называется корневым и ведется ровно, строго по месту стыка. Это позволяет расплавленному металлу заполнить щель между пластинами.
Последующие слои, имеющие под собой основу, выполняются колебательными движениями. Это могут быть любые манипуляции из перечня ниже, с продвижением вперед:
- зигзаги;
- овалы;
- восьмерки;
- треугольники.
Периодически, опытные сварщики делают короткий рывок концом электрода назад, чтобы отогнать слой шлака, мешающий наблюдению за формированием шва.
Этапы начала работы со сваркой
После подготовки рабочего места и овладения удержанием стабильной дуги, а также практикой по наложению швов на ровную поверхность, можно приступать к соединению двух частей пластин. Для этого требуется:
- Выставить изделие в нужном положении.
- Произвести фиксацию заданного положения сварными прихватками, длинной в 5 мм, минимум в двух местах с каждой стороны. Это необходимо ввиду свойства металла сжиматься и расширяться от нагрева. Если приступить к свариванию частей без прихваток, то другой край изделия может существенно отклониться от необходимого размера. От прихваток отбивается шлак, чтобы исключить его повторное расплавление и попадание в сварочную ванну.
- Зажигается дуга и накладывается корневой шов. Завершение шва необходимо делать внахлест застывшего металла, чтобы избежать воронок и иных дефектов.
- Отбивается шлак, и визуально проверяется качество соединения.
- Накладывается шов на противоположной стороне для баланса натяжений.
- Выполняются последующие слои с чередованием сторон.
- Окончательный вариант обрабатывается, по необходимости болгаркой, и закрашивается для предотвращения коррозии.
Читайте также: Колуны Fiskars (Фискарс): преимущества и советы по выбору
Вертикальное соединение
Вертикальные швы выполняются несколько иначе, и к их созданию необходимо приступать только после хорошего освоения сваркой в нижнем положении. Критерием в этом случае является прерывистая дуга, обеспечивающая застывание наложенного металла, и предотвращающая его падение вниз.
После выполнения прихваток, концом электрода делаются поперечные движения, с отрывом дуги после одной-двух манипуляций. Шов ведется снизу вверх. Сварочные режимы Умение подобрать правильный режим сварки — обязательное условие для хорошего качества работы.
Вот основные стандарты:
| Толщина металла, мм | Диаметр электрода, мм | Сила тока, А |
| 1 | 1 | 15-20 |
| 2 | 2 | 30-50 |
| 3 | 3 | 70-100 |
| 4 | 3 | 100-150 |
| 5 | 4 | 160 |
| 10 | 5 | 180-200 |
Электросварка является экономичным и прочным способом соединения металлических деталей. Проявляя терпение, усидчивость, и следуя вышеизложенным советам, можно быстро овладеть дуговой сваркой и успешно реализовывать свои строительные цели.
Источник:
Сварка инвертором для начинающих в домашних условиях
Очень часто в быту возникает необходимость применить сварное соединение, особенно в частном секторе.
Если работы много, то можно воспользоваться услугами сварщика, но если это пара маленьких работ, то лучше прибегнуть к помощи инверторного сварочного аппарата. Почему инвертор? На самом деле, это один из наиболее простых, доступных и удобных типов сварки.
Сварка инвертором, для начинающих вникать в тему сварных соединений, поможет разобрать основы, потратив немного денег, не набив при этом много шишек.
Чтобы было проще, давайте рассмотрим преимущества этого вида сварки:
- доступность (это почти бытовой прибор, каждый магазин сварочного оборудования предоставляет широкий выбор инверторов);
- дешевизна (некоторые сварки стоят дешевле, чем вы заплатите за услуги сварщика);
- небольшой вес, мобильность (весят аппараты 3 – 10 кг и могут легко переносится с места на место);
- универсальность (таким аппаратом можно сваривать, практически, любой металл);
- экономичность (КПД инвертора около 90%, а значит, счета за электричество не будут огромными);
- низкие требования к напряжению (электродом 3 мм можно проводить сварочные работы на малых токах при 180 – 170 В в сети)
- легкость в обучении (после прочтения данного материала, у вас уже будет достаточный багаж знаний, чтобы самому приступать к сварным работам).
Предварительная подготовка
Прежде, чем разбираться как варить инверторной сваркой, нужно произвести предварительную подготовку.
Она состоит из ряда требований техники безопасности, а это одежда, правильно скомпонованное рабочее место, индивидуальные средства защиты и так далее.
С другой стороны это использование подходящих электродов, а также настройка сварочного инвертора. Без этих знаний получить ровный, качественный шов довольно трудно, но еще сложней обеспечить себе безопасность.
Средства защиты
Начнем мы с того, как научиться варить безопасно или как защитить себя во время сваривания металла инвертором. Нам понадобятся:
- Перчатки из толстой ткани (не резиновые).
- Сварочная маска. Для каждого сварочного тока должна быть собственная маска, иначе вы будете ловить «зайчиков» или просто не сможете контролировать сварное соединение. Также можно купить маску «Хамелеон» — это специальная маска для сварщика, которая самостоятельно подстраивается под интенсивность дуги. Для хамелеона есть одно замечание – при низких температурах скорость реакции снижается.
- Одежда, которая не возгорается от искр. Требования к штанам, верху и обуви универсальные — они должны выдерживать попадание окалин и не загораться при этом.
Подготовка рабочего места
Следующий шаг – создание удобной рабочей площадки, чтобы научиться варить сварочным инвертором. Опытные сварщики предпочитают использовать специальный сварной столик, для новичков подойдет любой металлический стол, чтобы удобно расположить и при необходимости зафиксировать свариваемые детали.
Конечно, должно быть организовано достаточное освещение. Так, как вовремя работы с инвертором могут возникать искры и большие окалины, то стол и пространство вокруг него должно быть очищено от горючих и легко воспламеняемых жидкостей и материалов.
Сам сварщик должен стоять на поверхности, защищающей от возможного поражения током, например деревянном настиле.
Рекомендуем! Как обозначается сварка на чертежах
Как выбрать электрод
Чтобы подобрать электрод при сварке инвертором, мы должны знать: тип металла и его толщину. Более опытные сварщики учитывают еще и положение для сваривания, глубину провара и другие нюансы, но нам будет достаточно всего двух пунктов.
Для каждого типа металла существует тип электрода, выпускаются они, под конкретную марку металла. Нержавеющий сплав, чугун или обычная сталь не могут вариться одной маркой. Толщина электрода подбирается исходя из толщины металла и нужной глубины провара.
Для новичков советуем брать стальные детали и сваривать их выбранными электродами, к примеру АНО-21 или УОНИ 13/55, сечение которых 3 – 5 мм.
Схема подключения инвертора, полярность
Общая схема выглядит примерно так — розетка сварочный инвертор, кабель массы и кабель с электродом. Здесь нас больше интересует подключение провода сварочного инвертора.
От устройства идут два кабеля первый – масса, имеет на конце прищепку или клипсу, второй кабель – выполнен в виде ручки с зажимом для электрода.
Кабель массы мы цепляем непосредственно на свариваемую деталь или на сварочный столик, контактирующий с изделием. В провод с зажимом вставляем и притягиваем электрод.
Существует два варианта подключения массы и рукоятки: прямой (масса +, рукоять -) и обратный (масса — рукоять +). При прямой полярности количество тепла, воздействующее на металл снижается, провар получается более глубоким. Прямое подключение сварочного инвертора позволяет варить толстый металл.
Обратная полярность при сварке инвертором концентрирует тепло на изделии и позволяет класть более широкий шов, но с меньшим проваром. При таком подключении варят тонкий металл, который легко прожечь.
Подготовка металла
Свариваемые детали нужно тщательно подготовить. Для этого кромки зачищаются специальной щеткой, снимая слой окиси. После грубой очистки дополнительно поводят обезжиривание специальными средствами.
Правильно расположите свариваемые детали. В зависимости от их положения, различают не только типы соединений, но и схему движения электрода, напряжение, прямой или обратный наклон. Различают следующие соединения:
- стыковые;
- угловые;
- тавровые;
- торцовые;
- нахлесточные.
На этом предварительная подготовка закончена. Остался не решенным вопрос о силе тока. Для начала стоит выбирать этот параметр, согласно указанным производителем электродов значениям. Их можно найти на коробке.
Не стоит выставлять значение выше, максимального, иначе металл будет прожигать, но также таким способом можно резать металл.
Если выставить слишком низкую силу тока, то дуга зажигаться не будет и электрод начнет залипать.
Сваркой можно не только соединять, но и разрезать детали. Научившись пользоваться инвертором для сваривания можно разобраться с тем — «Как резать металл?» Достаточно увеличить силу тока и можно отрезать арматуру или уголки. Также стоит отметить, что ни о каком ровном срезе речи не идет.
Как работать сварочным инвертором
Сварка инвертором происходит тогда, когда образовавшаяся между металлом и электродом дуга начинает плавить стержень электрода, а также часть металла. В образовавшейся ванне металлы смешиваются и формируют шов. Защитить от окисления и разбрызгивания расплавленного металла в ванне, помогает слой специального покрытия, нанесенного на электрод.
Розжиг дуги
История о том, как правильно варить инвертером начинается – розжигом дуги. Для этого применяется один из двух способов:
Чиркая (как спичкой) электродом, к месту начала сварки мы провоцируем запуск дуги. Если точно, то мы касаемся электродом металла, затем ведем его касаясь поверхности и плавно поднимаем электрод на установленное расстояние. При этом, если розжига не произошло, на металле могут оставаться части расплавленного электрода. Поэтому чиркать нужно непосредственно в месте соединения или вблизи него.
Практически так же разжигается электрод постукиванием. Отличие состоит в том, что мы не ведем его по поверхности металла, а просто касаемся краем сварочного кабеля, места начала сварного шва и отводим электрод.
Как передвигать электродом во время сварки
Все процессы, описанные ранее, не представляли никакой сложности для новичка, но теперь переходим к более сложным задачам.
Первая сложность, с которой сталкивается начинающий сварщик – схема передвижения электрода, для формирования ровного шва.
Если вы зажгли дугу, а затем просто ровно ведете электрод вдоль места соединения, то вероятность получить хороший провар и ровный шов – минимальная. Исключение составляют тонкие металлы, для которых применяется такой способ сваривания.
Три столпа, удерживающих красивый шов это:
- угол наклона электрода;
- схема продольных и поперечных передвижений;
- скорость движения электрода.
Как научиться сваривать металл ровно
Начнем по порядку, с угла наклона. Оптимальным, для сварки вперед и назад, считается угол от 30 до 40 градусов. Для труднодоступных мест, можно использовать работу под прямым (90 градусов) углом.
Угол наклона электрода при сварке
Как мы уже говорили, шов кладется не линейным движением, а комбинированными продольными и поперечными. Существуют специальные узоры, с помощью которых можно тренироваться двигать электродом.
Начать можно с простых завитушек в обе стороны, затем практиковать более замысловатые и угловатые схемы. Каждый сварщик самостоятельно подбирает для себя удобную схему.
Вы можете тренировать руку в домашних условиях и без сварки, рисуя схемы на бумаге.
Скорость отчасти тренируется при рисовании схем. Каждая линия, должна быть четко выведена, поэтому все движения происходят плавно и умеренно. Со временем, смотря на состояние ванночки, вы сможете регулировать свою скорость.
Контроль дугового промежутка
Последний, но не по важности пункт – расстояние от электрода, до металла или дуговой промежуток. Малый промежуток, до 2-х мм приводит к тому, что образуется короткая дуга.
Она не может достаточно прогреть место соединения, поэтому провар получается неглубокий и часть расплавленного электрода сильно выступает над поверхностью. Большой промежуток, больше 3-х миллиметров приводит к тому, что дуга получается сильно большой.
Большая дуга нестабильна, постоянно меняет направление плавления. Также при таком большом расстоянии плавильная ванна не полностью покрывается защитным слоем, а значит увеличивается разбрызгивание.
Чтобы хорошо варить инвертором нужен правильно подобранный промежуток. Оптимальный дуговой промежуток для начинающего сварщика 2-3 мм. При таком расстоянии дуга достаточно прогревает металл, чтобы получить глубокий и широкий провар, плюс полноценно работает защитный слой.
В зависимости от модели инвертора и наличия в нем различных функций, облегчающих сварку выдерживать расстояние между электродом и металлом порой не требуется. Достаточно будет вести электрод по поверхности металла.
Полезным дополнением к описанному выше будет просмотр следующего видео:
Советы начинающему сварщику
- Не пренебрегайте средствами защиты, особенно защитой глаз. Даже мимолетный взгляд на сварку может вызвать ожоги сетчатки, а более продолжительное действие неминуемо вызовет ухудшение или даже потерю зрения.
- При первых попытках сварить различные соединения у вас будет получаться много ошибок.
Перед тем, как приступать к чистовым работам, советуем несколько дней потренироваться в различных видах соединений.
- Начать работать со сваркой, может даже ребенок, но ровное и надежное сварное соединение – результат тренировок и тщательного подхода к делу.
- Не забывайте оббивать шлак, после сваривания иначе вы стимулируете коррозионные процессы.
- Не знаете, почему прилипает электрод? Обратите внимание на настройки силы тока, а также на сухость электродов.
- Электроды для инвертора нужно ранить в сухом помещении. Сырые электроды можно просушить в духовом шкафу.
- Перед включением/выключением проверяйте положение провода иначе можно вызвать короткое замыкание.
- Инструкция по эксплуатации сварочного инвертора содержит сведения о рабочем цикле. Это оптимальная длительность непрерывной работы механизма, после которой работающий аппарат начнет перегреваться.
Рабочий цикл нужно чередовать с перерывами.
Надеемся, что данный материал полностью ответил на интересующие вас вопросы и вы без труда сможете подключить сварочный инвертор, для вас стала доступна техника сварки инвертором.
Используя это руководство, постепенно вы начнете улучшать свои навыки, сможете без проблем сваривать металл инвертором. После небольшой практики можно самостоятельно заменить забор, сварить арку под виноград и ряд других сварных работ. Удачи
Источник: