1К62 — один из наиболее распространенных токарно-винторезных станков во времена СССР, который можно встретить в металлообрабатывающих цехах и сегодня. К преимуществам данного агрегата относится выносливость, надежность, возможность обрабатывать крупногабаритные заготовки и продуктивность.
В данной статье рассмотрен станок 1К62 и его модификации. Будет представлена кинематическая и электрическая схема оборудования, изучены особенности его конструкции и технические характеристики, а также приведена инструкцию по регулировке и техническому обслуживанию механизма.
- Станок 1К62 — назначение, область использования
- Особенности конструкции
- Кинематическая и электрическая схемы
- Технические характеристики
- Особенности ремонта станка
- Cтанок 1К62
- Назначение
- Обозначение
- Токарно-винторезный станок 1К62 сегодня
- Новый токарно-винторезный станок 1К62
- Современные аналоги
- Технические характеристики токарного станка 1К62: устройство, ремонт
- Преимущества модели 1К62
- Движение подачи станка
- Передняя и задняя бабки
- Суппорт модели и механизм фартука
- Технические характеристики токарного станка 1К62: основные параметры
- Стоимость оборудования
- Ремонт станка 1К62
- Токарно-винторезный станок 1К62
- Технические характеристики станка 1К62
- Главное движение
- Движение подачи
- Продольная и поперечная подачи суппорта
- Цепь ускоренного перемещения суппорта
- Передняя бабка
- Задняя бабка
- Коробка подач
- Суппорт
- Механизм фартука
- Особенности токарного станка 1К62Д
- Преимущества станка
- Технические показатели
- Передняя бабка
- Коробка подач
- Задняя бабка установки
- Тонкости работы с фасонными заготовками и деталями конической формы
- Отзывы
- Технические характеристики токарного станка 1к62
- Основные преимущества
- Подача
- Суппорт
- Фартук
- Технические характеристики
- Параметры подачи суппорта
- Дополнительные приспособления
- Как проводится ремонт 1К62
- Заключение
Станок 1К62 — назначение, область использования
Модель станка 1К62, пришедшая на смену устаревшей модификации 1А62, начала выпускаться Московским станкостроительным заводом «Красный пролетарий» в 1956 году. Серийное производство агрегата продлилось вплоть до 1971 года.
Помимо стандартных токарных операций, данный станок позволяет производить нарезание резьбы пяти типов: питчевой, архимедовой, модульной, метрической и дюльмовой.
1К62 оснащен шпинделем повышенной жесткости (смонтирован на специальных подшипниках), что дает возможность обрабатывать на станке заготовки из каленой стали.
Также допустимо применения ударной нагрузки, которая не влияет на точность обработки.
К преимуществам 1К62 относится — мощный двигатель, жесткость конструктивных узлов, обширный диапазон скоростей, минимальный уровень вибрации при работе.
В совокупности все это позволяет выполнять высокопроизводительную обработку металлических деталей.
1К62 классифицируется как лобовой станок — это оборудование, способное работать с заготовками большого диаметра но малой длины.
В конструкции предусмотрена поперечная регулировка задней балки, дающая возможность обтачивать пологие конуса.
Также балка посредством замка может соединяться с нижней секцией суппорта, что увеличивает функциональные возможности при выполнении сверлильных операций.
Особенности конструкции
Устройство агрегата предполагает возможность установки люнетов двух типов — подвижных, диаметром 20-80 мм, и неподвижных — от 20 до 130 мм. Данный станок предназначен для обработки деталей диаметром до 400 мм (при установке над станиной) и прутков 45 мм.
В качестве двигателя используется мотор асинхронного типа мощностью 10000 Вт, выдающий до 2000 об/мин. Всего предусмотрено 23 режима скорости, минимальные обороты — 12.
5 об/мин, максимальные — 2000 об, что позволяет выбрать оптимальный режим обработки металлов любой твердости.
Регулировка скорости вращения шпинделя и настройка подачи суппорта (продольной и поперечной) выполняется посредством изменения положения шестерни коробки скоростей, для управления которой предусмотрены специальные рычаги. Сами шестерни являются сменными.
За подачу суппорта в станке 1К62 отвечает вспомогательный асинхронный движок на 1000 Вт (до 1400 об/мин). Оба движка оснащены тепловым реле, которые обеспечивают защиту моторов от перегрева. Функцию защиты от коротких замыканий выполняют плавкие предохранители. Конструктивное устройство 1К62 делает станок одинаково эффективным как в силовом, так и в скоростном резании.
Шпиндель в станке 1К62 устанавливается на специальных подшипниках, обеспечивающих повышенную жесткость узла, что в свою очередь дает улучшенную точность обработки заготовок.
Согласно классификации по ГОСТ №8-82, данная модель относится к первой группе точности «Н».
На станок могут устанавливаться трехкулачковые (диаметр — 250 мм) либо четырехкулачковые (400 мм) патроны самоцентрирующегося типа.
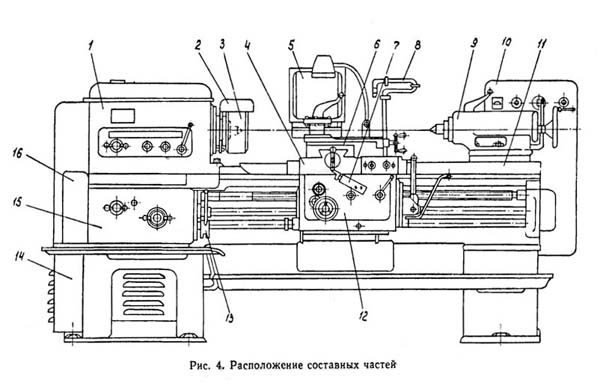
Приведенная схема демонстрирует конструктивное устройство 1К62, где:
- Станина.
- Передняя тумба.
- Задняя тумба.
- Передняя бабка.
- Патрон.
- Задняя бабка (является регулируемой, может перемещаться по направляющей и устанавливаться на необходимом от передней бабки расстоянии);
- Резцы (главный рабочий инструмент) и резцедержатель;
- Фартук и размещенные на нем механизмы продольной и поперечной подачи суппорта.
- Ходовой вал.
- Ходовой винт.
- Коробка подач.
- Корыта для сбора стружки и слива охлаждающей жидкости.
Также существует две модификации данной модели. Наиболее распространенным является станок 1К62Д, который отличается увеличенным на 10 мм отверстием шпинделя и отсутствием в предохранительном механизме фартука падающего червяка. По остальным узлам и механизмам данные агрегаты идентичны.
Серьезно отличается от 1К62 его более современная версия — токарно винторезный станок 1К625. В данной модификации до 500 мм увеличен диаметр обработки над станиной, и до 250 мм над суппортом.
Максимальный ход каретки вырос с 1330 до 920 мм. Все это позволяет обрабатывать детали большего размера.
Мощность движка, частота оборотов и функциональные возможность в данном станке остались неизменными.
Кинематическая и электрическая схемы
Главным рабочим движением в агрегате является вращение шпинделя, которое передается на него от привода через коробку скоростей с клиноременной передачей. Несмотря на то, что в паспорте станка написано о 23-ех скоростях, их фактическое число меньше, так как передаточные отношения некоторых положений зубчатых колес идентичны.
Всего в станке присутствует 4-е кинематические цепи: 3 из них приходится на суппорт — продольная и поперечная подача, а также ускоренное перемещение, последняя цепь — винторезная подача. Винторезная цепь активируется при нарезании резьбы, в ней задействуется 68-ой ходовой винт и зафиксированная на фартуке маточная гайка.
При поперечной подаче суппорта работают муфты 104 и 105, которые через зубчатые колеса передают крутящий момент от двигателя на ходовой вал, а он, в свою очередь, приводит в движение поперечный суппорт.
Продольное перемещение суппорта выполняется муфтами 102 и 103 через зубчатые колеса 77-79, сообщающие движение на реечное колесо 84.
Сама рейка неподвижно зафиксирована на станине станка, в результате колесо вращается и проворачивается по рейке, перемещая вместе с собой фартук и суппорт.
Ускоренная подача суппорта выполняется напрямую от вспомогательного электропривода посредством клиноременной передачи. Отметим, что винтовые пары №95 и 96 позволяют вручную регулировать положение пиноли задней бабки и резьбовых салазок.
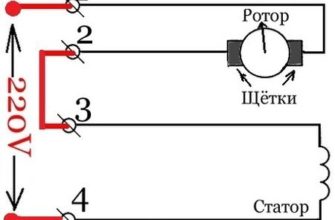
Электрооборудование модели 1К62 работает от трехфазной сети переменного тока, использование провода заземления обязательно. В агрегате используются следующие узлы электрической аппаратуры:
- Тепловое реле РТ-1 (2шт) — для двигателя и электронасоса.
- Пакетные включатели ВП-1.
- Насос ВП-10.
- Трансформатор (ТП-50) и лампочки местного освещения на 36 В.
- Кнопочная станция для пуска/отключения привода, размещенная у передней бабки станка.
Также предусмотрен магнитный пускатель, предотвращающий самопроизвольное включение мотора после появления отсутствующего электропитания.
Технические характеристики
Рассмотрим технические характеристики токарно-винторезного станка 1К62 начиная с основных параметров агрегата:
- максимальный диаметр обработки: над станиной — 400, над суппортом — 220 мм;
- длина заготовки — до 1500 мм;
- максимальный вес заготовки: масса в патроне — до 500 кг, масса в центрах — до 1500 кг.
Характеристики шпинделя станка:
- диаметр отверстия — 47 мм;
- диаметр прутка — до 45 мм;
- количество скоростей прямого вращения — 25 шт;
- частота вращения — от 12.5 до 2000 об/мин;
- частота на реверсном ходу — до 2420 об/мин;
- тип конуса в шпинделе — М6.
Характеристики подач суппорта:
- ход каретки: 1330, 930 и 640 мм;
- поперечный ход суппорта — до 250 мм;
- количество ступеней продольных подач — 49 шт;
- скорость подачи при быстром перемещении: продольная — 3.4, поперечная — 1.7 м/мин;
- количество типоразмером нарезаемых резьб метрического типа — 44 шт;
- шаг нарезаемой резьбы — от 1 до 192 мм.
Общий вес агрегата составляет 2.14 тонн, размеры — 281*117*133 кг.
Особенности ремонта станка
1К62 — выносливое и надежное оборудование, однако длительный срок эксплуатации данных станков дает о себе знать, и ожидать от них безотказной работы не стоит. Предлагаем вашему вниманию перечень основных проблем, с которыми можно столкнуться в процессе использования 1К62, и способы их ремонта своими руками.
| Тип неисправности | Причина | Ремонт/способ устранения |
| 9 и 10 шестерни коробки подач не переключаются | Шестерни застряли на нейтральном положении | Электродвигатель запускается «на выбеге» и переключение выполняется повторно |
| Мотор станка самопроизвольно отключается в процессе работы | Активируется тепловое реле, защищающее движок от перегрузки | Снизить скорость вращения шпинделя |
| Снизился крутящий момент шпинделя | Недостаточное натяжение тормозной ленты либо фрикционной муфты | Подтянуть данные узлы |
| Подача суппорта осуществляется слишком медленно | Слабо затянута пружина на перегрузочном устройстве | Подтянуть, при необходимости — заменить, пружину |
| Не функционирует насос подачи СОЖ | В баке отсутствует жидкость либо перегорели предохранители | Долить/заменить |
| Станок издает вибрации при работе | Износился стык на направляющих суппорта | Увеличить натяжку клиньев и прижимных планок |
| Станок не дает нужной точности резки | Сместилась задняя бабка/растянулся резцедержатель | Регулировка бабки/подтяжка резцедержателя |
Более серьезный ремонт требует привлечения профильных специалистов, без должного опыта выполнять его своими руками не рекомендуется. Одним из преимуществ 1К62 являются распространенные и дешевые запчасти, позволяющие без особых затрат восстановить агрегат после любых поломок.
Источник:
Cтанок 1К62
 Токарно-винторезный станок 1К62 — пожалуй, самый распространённый на территории бывшего СССР станок, позволяющий производить токарную обработку деталей наиболее широкой номенклатуры и наиболее типичных размеров.
Токарно-винторезный станок 1К62 — пожалуй, самый распространённый на территории бывшего СССР станок, позволяющий производить токарную обработку деталей наиболее широкой номенклатуры и наиболее типичных размеров.
Назначение
Токарно-винторезный станок 1К62 по предназначен для обработки цилиндрических, конических и сложных поверхностей — как внутренних, так и наружных, а так же для нарезания резьбы.
Для обработки торцовых поверхностей заготовок применяются разнообразные резцы, развертки, сверла, зенкеры, а так же плашки и метчики.
Обозначение
Буквенно-цифирный индекс токарно-винторезного станка 1К62 обозначает следующее: цифра 1 — это токарный станок; цифра 6 – обозначает токарно-винторезный станок, буква К – поколение станка, цифра 2 – высота центров (220мм). Наличие буквы «П» в конце индекса обозначает повышенную точность. В этом случает обозначение станка выглядит так: 1К62 П.
| Технические характеристики — станок 1К62 | Параметры |
| Диаметр обработки над станиной, мм | 400 |
| Диаметр обработки над суппортом, мм | 220 |
| Расстояние между центрам | 1000 / 1500 |
| Класс точности по ГОСТ 8-82 | Н |
| Размер внутреннего конуса в шпинделе | Морзе 6 М80* |
| Конец шпинделя по ГОСТ 12593-72 | 6К |
| Диаметр сквозного отверстия в шпинделе, мм | 55 |
| Максимальная масса заготовки, закрепленной в патроне, кг | 300 |
| Максимальная масса детали, закрепленной в центрах, кг | 1300 |
| Максимальная масса заготовки, закрепленной в патроне, кг | 23 |
| Число ступеней частот обратного вращения шпинделя | 12 |
| Пределы частот прямого вращения шпинделя, мин-1 | 12,5 — 2000 |
| Пределы частот обратного вращения шпинделя, мин-1 | 19 — 2420 |
| Число ступеней рабочих подач — продольных | 42 |
| Число ступеней рабочих подач — поперечных | 42 |
| Пределы рабочих подач — продольных, мм/об | 0.7 — 4,16 |
| Пределы рабочих подач — поперечных, мм/об | 0,035-2,08 |
| Число нарезаемых метрических резьб | 45 |
| Число нарезаемых дюймовых резьб | 28 |
| Число нарезаемых модульных резьб | 38 |
| Число нарезаемых питчевых резьб | 37 |
| Число нарезаемых резьб — архимедовой спирали | 5 |
| Наибольший крутящий момент, кНм | 2 |
| Наибольшее перемещение пиноли, мм | 200 |
| Поперечное смещение корпуса, мм | ±15 |
| Наибольшее сечение резца, мм | 25 |
| Мощность электродвигателя главного привода | 10 кВт |
| Мощность электродвигателя привода быстрых перемещений суппорта, кВт | 0,75 или 1.1 |
| Мощность насоса охлаждения, кВт | 0,12 |
| Габаритные размеры станка (Д х Ш х В), мм | 2812/3200х1166х1324 |
| Масса станка, кг | 3035 |
Токарно-винторезный станок 1К62 сегодня
Токарно-винторезный станок 1К62 выпускался на московском заводе «Красный пролетарий», который на сегодняшний день прекратил своё существование.
Вместе с тем, станки этой конструкции выпускали и другие заводы бывшего СССР. Некоторые из них работают и сегодня, выпуская усовершенствованные варианты токарного станка 16К20.
Они оснащаются современными высококачественными комплектующими и надёжной электрикой.
Новый токарно-винторезный станок 1К62
Сейчас вместо станка 1К62 выпускается токарно-винторезный станок 16К20 в следующей комплектации.
Современные аналоги
В нашем каталоге токарных станков представлены токарно-винторезные станки TRENS производства Словакии. Обладая современной конструкцией и лучшими немецкими комплектующими в сочетании с относительно невысокой для такого уровня станков ценой, токарно-винторезные станки TRENS являются одним из лучших предложений по соотношению цена / качество.
Источник:
Технические характеристики токарного станка 1К62: устройство, ремонт
 Токарный станок 1К62 начал использоваться на предприятиях еще в 30-х годах прошлого века. Разработан он был на заводе «Красный пролетарий». Первоначально этот агрегат маркировался с использованием аббревиатуры ДИП. Применяемое сегодня обозначение было присвоено модели после ввода НИИ станков по металлу новой системы в 1937 году.
Токарный станок 1К62 начал использоваться на предприятиях еще в 30-х годах прошлого века. Разработан он был на заводе «Красный пролетарий». Первоначально этот агрегат маркировался с использованием аббревиатуры ДИП. Применяемое сегодня обозначение было присвоено модели после ввода НИИ станков по металлу новой системы в 1937 году.
Преимущества модели 1К62
В наши дни этот агрегат используется довольно-таки широко и считается оборудованием очень качественным. Технические характеристики токарного станка 1К62 просто отличные. К безусловным достоинствам этой модели относят:
- Универсальность. На 1К62 можно выполнять любые виды работ, в том числе и нарезание резьб.
- Возможность использования для обработки заготовок из очень твердого закаленного металла. Шпиндель станка монтируется на подшипниках особой конструкции, обеспечивающих жесткость крепления.
- Большую мощность главного привода и надежность сборки кинематической схемы движения.
- Широкий диапазон передач и скоростей.
- Резанье на станке 1К62 можно выполнять в том числе и минералокерамическим, а также твердосплавным инструментом.
- Виброустойчивость — одно из преимуществ, которым отличается этот токарный станок по металлу, имеющий большой вес.
- Высокую точность даже при использовании в режиме ударной обработки.
Движение подачи станка
Относится модель 1К62 к лобовым токарным станкам, а следовательно, используется в основном для обработки не слишком длинных и при этом габаритных заготовок.
Устройство токарного станка 1К62 практически ничем не отличается от устройства любого другого оборудования этой группы. В качестве привода в этой модели используется асинхронный силовой агрегат короткозамкнутого типа мощностью 10 кВт.
Скорость передвижения суппорта и вращения шпинделя регулируется посредством двух отдельных рукоятей. Это является одной из особенностей модели. Помимо основного в станке используется дополнительный двигатель, также асинхронный, мощностью 1 кВт.
Этот силовой агрегат обеспечивает быстроту перемещения суппорта.
Таким образом, механизм подачи станка 1К62 включает в себя четыре кинематические цепи:
- винторезную;
- поперечной резки;
- продольной резки;
- ускорения движения суппорта.
Передняя и задняя бабки
При работе станка подача от главного двигателя передается на ведомый шкив, а далее — через сложную систему муфт и блоков — на переднюю бабку со шпинделем. Затем движение передается на вал трензеля и на механизм подач. Опоры качения валов узла могут смазываться как посредством разбрызгивания, так и принудительно. В конструкцию модели входит специальный масляный насос.
Задняя бабка агрегата 1К62 может перемещаться по направляющей станины и оснащена плитой. Выдвижная пиноль передвигается с помощью винтовой пары и маховика. Ее вылет фиксируется рукояткой.
Сам корпус бабки может смещаться относительно плиты в поперечном направлении. При необходимости бабку можно также закрепить на станине.
Иногда в гнездо пиноли устанавливают специальный инструмент, предназначенный для обработки отверстий.
Суппорт модели и механизм фартука
Токарный станок по металлу 1К62 оборудован суппортом, в конструкцию которого входят следующие элементы:
- нижние салазки, предназначенные для продольного перемещения по направляющим;
- поперечная каретка, в круговых направляющих которой установлена поворотная плита под резцовые салазки.
Плиту можно зажимать под любым углом по отношению к шпинделю. Механизм фартука располагается в привернутом к каретке суппорта корпусе. Продольное движение суппорта обеспечивается реечным колесом, а продольное — специальным винтом.
Технические характеристики токарного станка 1К62: основные параметры
Станок 1К62 допускается использовать в том числе и для работы с деталями полой конической формы. Обеспечивается это возможностью смещения заготовок в поперечном направлении.
Технические характеристики у станка 1К62 такие:
- высота детали над суппортом — 224 мм;
- максимально допустимая высота заготовки над станиной — 430 мм;
- длина заготовок — 750-1500 мм;
- масса детали, закрепленной в центрах, — 460-900 кг;
- масса детали в патроне — 200 кг;
- частота вращения шпинделя прямого/обратного — 2000/2420 об/мин;
- масса станка — 2520 кг;
- габариты — 2500х1200х1500 мм.
Таким образом, технические характеристики токарного станка 1К62 делают его очень производительным и надежным. Это модель хорошо проявляет себя как в скоростной, так и в силовой резке. Согласно нормативам, предусмотренным ГОСТом, агрегат 1К62 допускается эксплуатировать по условиям УХЛ-4.
Стоимость оборудования
Сколько же может стоить токарный станок 1К62? Цена на него, как и на любое другое оборудование этого типа, довольно-таки высока. Однако стоимость его все же намного меньше многих импортных аналогов, поставляемых даже из стран СНГ.
При этом по качеству обработки деталей и удобству использования зарубежных машинам эта модель практически ничем не уступает. Бывший в употреблении станок 1К62 стоит порядка 1 200 000 рублей.
Для сравнения: белорусская модель ГС526У, имеющая примерно такую же конструкцию и технические характеристики, предлагается за 33 200 долларов.
Ремонт станка 1К62
Технические характеристики токарного станка 1К62 хорошие, и проработать без необходимости ремонта он может очень долго. Но разумеется, как и любое другое оборудование этой группы, модель 1К62 требует периодического обслуживания. Эта процедура может включать в себя такие операции:
- обкатка станка на всех подачах и скоростях;
- проверка параметров на точность;
- промывка и протирка деталей при частичной разборке;
- очистка от грязи и шлифовка направляющих в случае их износа.
Ремонт токарного станка 1К62 может заключаться в выполнении таких процедур, как замена пришедших в негодность узлов и механизмов на новые или их восстановление. Наружные нерабочие поверхности после ремонта или обслуживания обычно окрашиваются. Также часто выполняется замена оградительных устройств модели для предотвращения загрязнения отработанных поверхностей абразивной пылью и стружкой.
Источник:
Токарно-винторезный станок 1К62
Назначение токарно-винторезного станка 1К62 — наружное и внутреннее точение, нарезание правой и левой метрической, дюймовой, модульной и питчевой резьб, одно-и многозаходных резьб с нормальным и увеличенным шагом, торцовой резьбы и т. д.
Технические характеристики станка 1К62
- Наибольший диаметр детали, устанавливаемой над станиной, 400 мм
- Расстояние между центрами в мм 710, 1000 и 1400
- Диаметр отверстия шпинделя в мм 47
- Число значений частот вращения шпинделя 23
- Частота вращения шпинделя в об/мин 12,5-2000
- Число подач 42
Подачи на 1 оборот в мм:
- Продольные 0,07 — 4,16
- Поперечные 0,035 — 2,0
Шаг нарезаемой резьбы:
- Метрической в мм 1-192
- дюймовой (число ниток на 1″) 2 — 24
- модульной в мм (0,5-48)Pi
Мощность электродвигателя 10кВт
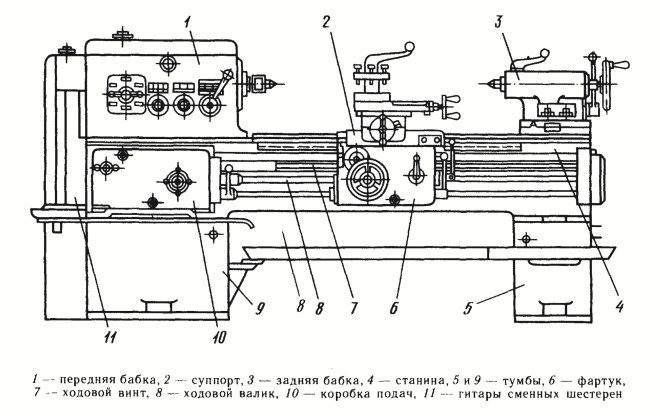
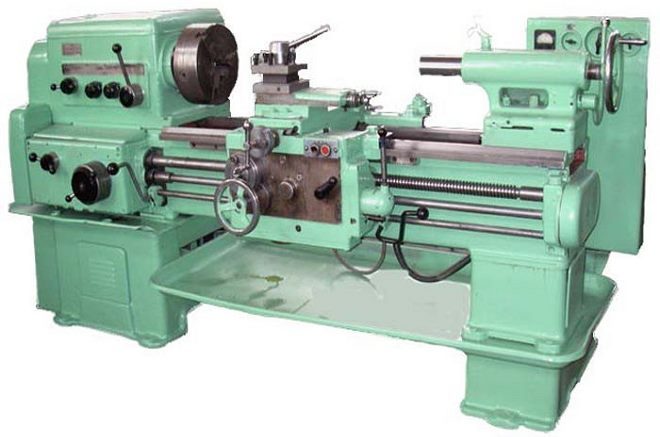
На рисунке 1 показан токарно-винторезный станок 1К62. Станина 1, установленная на передней 2 и задней 3 тумбах, несет на себе все основные узлы станка. Слева на станине размещена передняя бабка 4.
В ней имеется коробка скоростей со шпинделем, на переднем конце которого закреплен патрон 5. Справа установлена задняя бабка 6. Ее можно перемещать вдоль направляющих станины и закреплять в зависимости от длины детали на требуемом расстоянии от передней бабки.
Режущий инструмент (резцы) закрепляют в разцедержателе суппорта 7.
Продольная и поперечная подачи суппорта осуществляются с помощью механизмов, расположенных в фартуке 8 и получающих вращение от ходового вала 9 или ходового винта 10.
Первый используют при точении, второй — при нарезании резьбы. Величину подачи суппорта устанавливают настройкой коробки подач 11. В нижней части станины имеется корыто 12, куда собирается стружка и стекает охлаждающая жидкость.
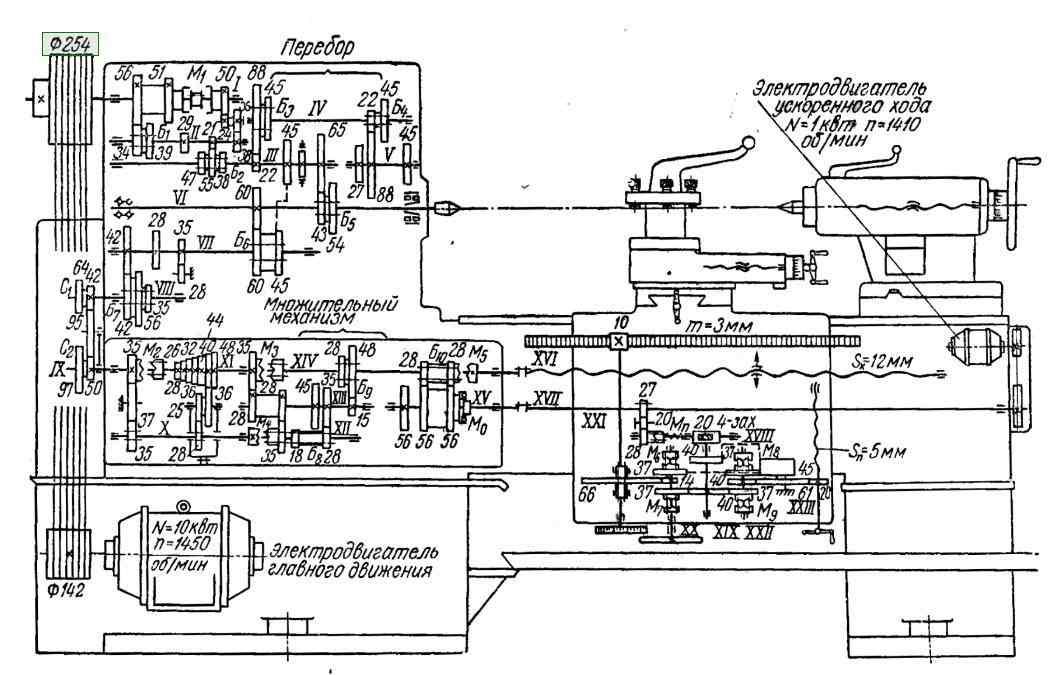
Главное движение
Главным движением в станке 1К62 является вращение шпинделя, которое он получает от электордвигателя 1 через клиноременную передачу со шкивами 2-3 и коробку скоростей. На приемном валу II установлена двусторонняя многодисковая фрикционная муфта 97.
Для получения прямого вращения шпинделя муфту 97 смещают влево и привод вращения осуществляется по следующей цепи зубчатых колес: 4-5 или 6-7, 8-9 или 10-11, или 12-13, вал IV, колеса 14-15, шпиндель V, или через перебор, состоящий из группы передач с двухвенцовыми блоками 16 — 17 и 18 — 19 и зубчатых колес 20 и 21.
Последняя пара входит в зацепление при перемещении вправо блока 15 — 21 на шпинделе. Переключая блоки колес, можно получить шесть вариантов зацепления зубчатых колес при передаче вращения с вала IV непосредственно на шпиндель и 24 варианта — при передаче вращения через перебор.
В действительности количество значений ча¬стот вращений шпинделя: меньше (23), так как передаточные отношения некоторых вариантов численно совпадают. Реверсирование шпинделя выполняют перемещением муфты 97 вправо. Тогда вращение с вала II на вал III передается через зубчатые колеса 22 — 23, 24 — 12 и далее по предыдущей цепи.
Количество вариантов зацепления 15, фактических значений частот вращения 12, так как передаточные отношения некоторых вариантов тоже численно совпадают.
Движение подачи
Механизм подачи включает в себя четыре кинематические цепи: винторезную, продольной и поперечной подачи, цепь ускоренных перемещений суппорта.
Вращение валу VIII передается от шпинделя V через зубчатые колеса 25 — 26, а при нарезании резьбы с увеличенным шагом — от вала VI через звено увеличения шага и далее через зубчатые колеса 27 — 28.
В этом случае звено увеличения шага может дать четыре варианта передач:
- шпиндель V, колеса 21 — 20, 29 — 19, 17 — 27 — 28, вал VIII
- шпиндель V, колеса 21 — 20, 29 — 19, 16 — 30, 27 — 28, вал VIII
- шпиндель V, колеса 21 — 20, 31 — 18, 17 — 27 — 28, вал VIII
- шпиндель V, колеса 21 — 20, 31 — 18, 16 — 30, 27 — 28, вал VIII.
С вала VIII токарно-винторезного станка 1К62 движение передается по цепи колес 32 — 33 или 34 — 35, или через реверсивный механизм с колесами 36 — 37 — 38, сменные колеса 39 — 40 или 41 — 42 и промежуточное колесо 43 на вал X. Отсюда движение можно передать по двум вариантам зацепления зубчатых колес. 1.
Вращение передается через зубчатые колеса 44 — 45 — 46 на вал XI, затем через колеса 47 — 48 и накидное колесо 49 зубчатому конусу механизма Нортона (колеса 50 — 56) и далее по цепи зубчатых передач 57 — 58, 59 — 60, 61 — 62 или 63 — 64 через колеса 65 — 66 или 64 — 67 — валу XV.
Затем вращение может быть передано либо ходовому винту 68, либо ходовому валу XVI. В первом случае — через муфту 101, во втором — через пару 69 — 70 и муфту обгона 106. 2. С вала X через муфту 98, т. е. при сцеплении зубчатых колес наружного и внутреннего зацепления 44 — 71 вращение передается конусу Нортона, который становится ведущим звеном, и затем через колеса 49 — 48 — 47 валу XI и далее, через муфту 100 — валу XIII, а от последнего далее по цепи первого варианта.
Продольная и поперечная подачи суппорта
Для передачи вращения механизма фартука служит ходовой вал XVI. По нему вдоль шпоночного паза скользит зубчатое колесо 72, передающее вращение от вала XVI через пару зубчатых колес 73 — 74 и червячную пару 75 — 76 валу XVII. Для получения продольной подачи суппорта и его реверсирования включают одну из кулачковых муфт — 102 или 103.
Тогда вращение от вала XVII передается зубчатыми колесами 77 — 78 — 79 или 80 — 81 валу XVIII и далее парой 82 — 83 — реечному колесу 84. Так как рейка 85 неподвижно связана со станиной станка, реечное колесо 84, вращаясь, одновременно катится по рейке и тянет за собой фартук с суппортом. Поперечная подача и ее реверсирование осуществляются включением муфт 104 или 105.
В этом случае через передачи 77 — 78 — 86 или 80 — 87 вращение передается валу XIX и далее через зубчатые колеса 88-89-90 на винт 91, который сообщает движение поперечному суппорту.
Цепь ускоренного перемещения суппорта
Для осуществления ускоренного (установочного) перемещения суппорта ходовому валу XVI сообщается быстрое вращение от электродвигателя 92 через клиноременную передачу 93-94.
Механизм подачи суппорта через коробку подач при этом можно не выключать, так как в цепи привода ходового вала установлена муфта обгона 106. С помощью винтовых пар 95 и 96 можно вручную перемещать резцовые салазки и пиноль задней бабки.
Рассмотрим отдельно некоторые узлы токарно-винторезного станка 1К62.
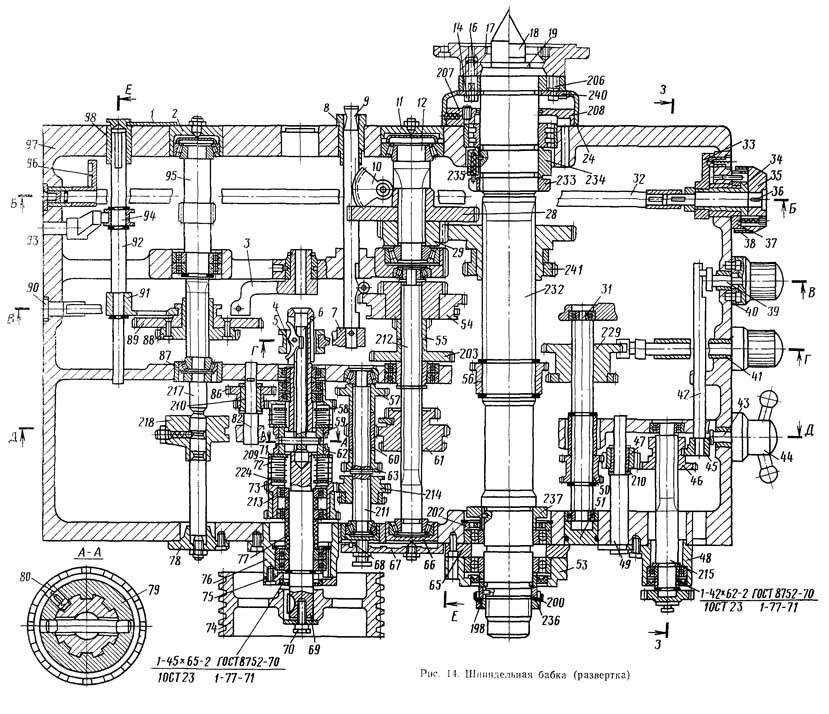
Передняя бабка
Вращение от главного электродвигателя передается ведомому шкиву, сидящему на валу I.
Этот вал несет реверсивную фрикционную муфту, от которой движение на вал II передается или через блок z = 56- z = 51, или через колесо z = 50 и промежуточный блок z = 24 — z = 36, сидящий на консольной оси.
С вала II на вал III вращение передается через тройной блок z = 47 — z = 55 — z = 38.
В левом положении блока z = 43 — z = = 52, сидящего на шпинделе, движение с вала III передается на шпиндель непосредственно через колеса z = 65 — z = 43, а в правом положении этого блока — через перебор, установленный на валах IV и V. Все валы вращаются на опорах качения, которые смазываются как разбрызгиванием, так как коробка скоростей залита маслом, так и принудительно — с помощью насоса. Движение подачи от шпинделя VI передается валу VII трензеля и далее на механизм подач.
Задняя бабка
Задняя бабка 1К62 имеет плиту 12 и может перемещаться по направляющим станины. В отверстии корпуса 3 задней бабки имеется выдвижная пиноль 6, которая перемещается с помощью маховика 10 и винтовой пары 7-8. Рукояткой 5 фиксируют определенный вылет пиноли, а вместе с ней и заднего центра 4. Корпус 3 бабки с помощью винтовой пары 1 может сме¬щаться в поперечном направлении относительно плиты 12. Болтом 14 и башмаком 2 задняя бабка может закрепляться на станине станка 1К62.
Это также можно сделать с помощью рукоятки 9, эксцентрика 11 и башмака 13. В конусное гнездо пиноли можно установить не только задний центр, но и режущий инструмент для обработки отверстий (сверло, зенкер и др).
Коробка подач
Коробка подач закреплена на станине ниже передней бабки, имеет несколько валов, на которых установлены: ступенчатый блок механизма Нортона 3, блоки зубчатых колес 6 и 13 и переключаемые муфты 1, 2, 4, 5, 7, 5, 14, 15. В правом положении муфты 7 получает вращение ходовой винт 9, а в левом ее положении (как показано на рисунке) через муфту обгона 11-12 вращается ходовой вал 10.
Суппорт
Суппорт состоит из следующих основных частей: нижних салазок 1 для продольного перемещения суппорта токарно-винторезного станка 1К62 по направляющим 2 станины, поперечной каретки 3 и резцовых салазок 4. Поперечная каретка перемещается в направляющих нижних салазок с помощью винта 5 и безлюфтовой гайки 6. При ручной подаче винт вращается с помощью рукоятки 7, а при автоматической от зубчатого колеса 8.
В круговых направляющих поперечной каретки 3 установлена поворотная плита 9, в направляющих которой перемещаются резцовые салазки 4 с четырехпозиционным резцедержателем 10.
Такая конструкция позволяет устанавливать и зажимать болтами поворотную плиту с резцовыми салазками под любым углом к оси шпинделя. При повороте рукоятки против часовой стрелки резцедержатель 10 приподнимается пружиной 12 — одно из нижних отверстий его сходит с фиксатора.
После фиксации резцедержателя в новом положении его зажимают, повернув рукоятку в обратном направлении.
Механизм фартука
Механизм фартука расположен в корпусе, привернутом к каретке суппорта. От ходового вала через ряд передач вращается червячное колесо 3. Вращение с вала 1 передается зубчатыми колесами валов II и III. На этих валах установлены муфты 2, 11, 4 и 10 с торцовыми зубьями, которыми включается перемещение суппорта в одном из четырех направлений.
Продольное движение суппорта осуществляется реечным колесом 1, а поперечное — винтом, вращающимся от зубчатого колеса 5. Рукоятка 8 служит для управления маточной гайкой 7 ходового винта 6. Валом с кулачками 9 блокируется ходовой винт и ходовой вал токарно-винторезного станка 1К62, чтобы нельзя было включить подачу суппорта от них одновременно.
Источник:
Особенности токарного станка 1К62Д
Токарный станок 1К62Д – популярный агрегат для предпринимателей среднего звена, аппарат легко используется без применения дополнительных условий, выполняет нарезку резьбы любой сложности, а также проводит обработку металлических заготовок разных размеров.
Применяется станок модели 1К62Д часто в индивидуальных мастерских и на производствах небольших размеров. Эта разновидность токарной установки была разработана на базе зарекомендовавшего себя стандартного образца 1К62, его производительность и точность работы оценили многие мастера этого дела.
Кроме стандартной модификации, выпускается несколько разновидностей установок, предназначенных для специализированных работ потребителей.
Токарный станок 1К62Д имеет уникальную конструкцию шпинделя, он устанавливается на подвижных подшипниках. Такая особенность позволяет обеспечить требуемую максимальную жесткость при одновременном поддержании точности обработки. Дополнительно поддерживается ударный режим работы без потери производительности и снижения точности нарезания резьбы.
Преимущества станка
Винторезный агрегат модификации и 1К62Д обеспечивает работу с заготовками из жаропрочного металла, прочной инструментальной стали. Эти материалы предполагают тяжелые формы обработки с максимальными нагрузками на главные элементы конструкции:
- привод;
- электрические схемы;
- коробку переключения скоростей.
Присутствие выемки в неподвижной станине (ГАП) дает возможность закреплять детали с радиусом, превосходящим расстояние между центрами. Паспорт базовой модели имеет ограничение по этому параметру до 435 мм, а модификация с ГАПом увеличивает допустимое значение до 630 мм.
Достоинствами модели считаются:
- Довольно увеличенная мощность основного привода.
- Весь станок, каждое его звено отличаются высокой прочностью и общей целостностью.
- Точение выполняется в условиях высокой надежности и безопасности мастера.
- Конструкция отвечает требованиям вибрационной устойчивости.
- Расширен диапазон допустимых частот при вращении шпинделя.
Установка отлично показывает себя в режиме силовой обработки заготовок на высоких скоростях.
Технические показатели
Паспорт установки содержит детальную информацию о допустимых материалах, размерах и других тонкостях обработки заготовок.
Технические характеристики токарного станка:
- Максимальный диаметр детали: над станиной – 435 мм, значение над суппортом равняется 224 мм.
- Допустимая длинна детали – 1,5 тыс. мм.
- Число скоростей шпинделя – 23.
- Частота вращения – от 12,5 оборота в минуту до 2 тыс.
- Сечение резца доходит до 25 мм.
- Привод имеет мощность 11 кВт.
- Масса токарной установки 2,7 тыс. кг.
Вид питания: допускается работа в сетях 220 B, но для увеличения производительности и максимальной функциональности необходимо обеспечить подключение к 380 B. сети. Эта информация содержится в паспорте станка.
В сравнении с базовой моделью 1К62, современная установка имеет улучшенные параметры допустимого диаметра заготовки и ее длинны.
Передняя бабка
По паспорту установки передняя бабка предназначена для передачи на шпиндель установленной частоты вращения.
Каждая отдельная операция, которую выполняет мастер, характеризуется различной частотой, скорости устанавливаются коробкой передач. Устройство передней бабки обуславливает следующие возможности обработки:
- Нарезка резьбы с фиксированным шагом, увеличенным в 4 раза шагов, увеличенная в 16.
- При нарезке наблюдается увеличение передаточного числа соответственно в 8, 32.
- Обуславливается нарезание правосторонней резьбы, обратной левой.
- Агрегат проводит создание многозаходных типов резьбы.
Коробка подач
Конструкция и основной механизм модуля подач отвечает за создание определенных видов резьбы, манипуляция осуществляется при помощи ходового винта с фиксированным шагом в 12 мм. При этом звено увеличение текущего шага не используется. По паспорту этим способом легко нарезать следующие варианты резьбы:
- Метрическую с минимальным шагом 0,5 мм, а максимальное ограничение шага – 12 мм.
- Дюймовую резьбу: шаг начинается с 2 ниток, ограничивается 24.
- Модульную от 0,5 до 3 модуля.
- Питчевая 1–96.
При использовании механизма, предназначенного для увеличения текущего шага, мастера могут нарезать резьбу с превышающим шагом в 32 раза. Агрегат является универсальным, но у каждой детали есть свой предел эксплуатации. Перед работой на аппарате специалисты обязаны пройти лекции по технике безопасности и изучить паспортные особенности станка.
Задняя бабка установки
Передвигаясь по специальным направляющим, задняя бабка устройства дополнительно прикрепляется к станине. Для выполнения работ необходимо определенное закрепление этого узла станка, играет роль фиксаторов эксцентрик рукояти и простая система рычагов. Закрепление пиноли дополнительно производится рукояткой, а ее смещение обуславливается вращательными движениями маховика.
Используя поперечные смещения задней бабки, а также допускается обработка конусов пологой формы. Манипуляция позволяет выполнять ювелирную обработку деталей небольших габаритов, аппарат нарезает в таком положении метрическую резьбу минимальной глубины.
Тонкости работы с фасонными заготовками и деталями конической формы
Технические характеристики модификации 1К62Д позволяют выполнять обтачку и нарезание необходимой резьбы на деталях конической формы, а также фасонных болванках. Обработка этих заготовок выполняется по двум методикам.
Необходимо добиться смещения корпуса задней бабки в поперечной плоскости. При определенном угле расположения оси центров и оси самой заготовки резец способен обтачивать детали конической формы. Но по причине несимметричного расположения центровых отверстий относительно центрам установки изготовить конус идеальной формы невозможно.
Использование для работы копировального модуля, который закрепляется на задней части станины кронштейнами.
Правильно подбирая угол закрепления легко добиться идеальной конусообразной формы детали.
Такой способ обработки позволяет получить универсальный конус, деталь будет любой допустимой длинны. Такой вид обработки позволяет получить конус правильной формы.
Если заменить копировальную конусную линейку фасонной, то функциональность станка еще больше расширяется. Специалисты могут обрабатывать фасонные поверхности заготовок ступенчатого вала.
Станок модификации 1К62Д поддерживает режим максимальных нагрузок, обработку деталей ударным способом. Большим преимуществом является неприхотливость выбора материалов заготовок, несложно работать даже со стальными, чугунными прочными деталями.
Отзывы
Олег Владимирович, 46 лет, предприниматель:
«Использую модель станка 1К62Д в собственной мастерской по ремонту автомобилей. Как только начинал собственное дело вложился деньгами для приобретения именно этого оборудования, не жалею.
Станок не подводил, стабилен после 20 лет использования, точность обработки автомобильных валов сохранилась. Со временем докупил несколько дополнительных модулей, манипуляция расширила возможности базовой обработки.
Теперь проблем с обточкой деталей и нарезкой новой резьбы не возникает».
Сергей, 35 лет, работник цеха металлообработки:
«В нашем цеху дальнее место занимает машина СССР образца 1К62Д. Но если требуется нарезать резьбу на небольшой детали, то все работники знают – старый агрегат 1К62Д не подведет. Нарезка резьбы, заточка и обточка конусов всегда выполняются не на модернизированном оборудовании, а на этой машине, ее точности позавидует любой альтернативный станок».
Источник:
Технические характеристики токарного станка 1к62
В прошедшем веке инженерами был сконструирован винторезный токарный станок, получивший название «1К62». Сначала его маркировали аббревиатурой ДИП. После появления новых обозначений, разработанных НИИ, устройство, обрабатывающее металл, стали называть токарно-винторезный станок 1К62.
Основные преимущества
Сегодня токарный станок 1К62, технические характеристики которого остаются востребованными в самых разных областях промышленности, не утратил своей актуальности. Если внимательно изучить паспорт, становятся очевидными его основные положительные качества:
- Регулировка числа оборотов шпинделя;
- Подача заготовки отличается большим диапазоном;
- Кинематическая схема системы, отдельные конструктивные детали сделаны очень жесткими, имеют повышенную прочность;
- Если пользоваться резцами, оснащенными минералокерамикой или твердосплавными пластинами, аппарат способен резать заготовки практически из любого материала;
- Рама станка сделана с учетом вибрационных нагрузок, создаваемых мощным приводом. Вибрация полностью отсутствует;
- Устройство укомплектовано зубчатыми колесами, передающими движение механизму подач;
- Можно с высокой точностью обрабатывать детали, даже при сильных ударных нагрузках. Высокую точность обеспечивают специальные подшипники;
- Токарно-винторезный станок 1К62 оснащен специальным электродвигателем, мощностью 1Квт. От него зависит передвижение суппорта. Число оборотов выходного вал этого электродвигателя достигает 1410 оборотов в минуту.
- Чтобы можно было обрабатывать детали, имеющие форму полого конуса, предусмотрена возможность поперечного движения задней бабки.
- Электрическая схема оборудована особыми тепловыми реле, установлены плавкие вставки. Они защищают оборудование от возможного короткого замыкания, от больших перегрузок, которые могут возникнуть во время эксплуатации;
- Для надежной и безотказной работы в конструкцию шпиндельного узла включены сверхпрочные подшипники
Подача
Токарно-винторезный станок 1К62 позволяет заниматься обработкой не очень длинных, но достаточно габаритных заготовок. Кинематическая схема станка 1К62 мало чем отличается от оборудования такого же типа.
Роль привода играет асинхронный силовой двигатель короткозамкнутого типа способного развить мощность около 10 кВт. Чтобы проводить регулировку движения суппорта, управлять вращением шпинделя, установлены два отдельных рычага.
Именно такая конструкция считается главной особенностью этого станка.
Для создания быстрого движения суппорта, устройство оснащено дополнительным асинхронным электродвигателем, мощностью не превышающей, 1 кВт. Система подачи и устройство токарного станка 1К62 имеет несколько кинематических схем:
- Винторезная;
- Поперечная обработка;
- Продольное отрезание;
- Быстрое движение суппорта.
После включения станка основной двигатель создает движение ведомого шкива. Затем через специальную систему блоков, большого количества установленных муфт, вращение шкива передается передней бабки, оснащенной шпинделем. Начинает вращаться вал трензеля, включается механизм подачи. Смазка подшипников качения может осуществляться несколькими способами:
- Принудительно;
- Разбрызгиванием.
Для этого конструкция станка оборудована специальным мощным масляным насосом. По специальной направляющей станине передвигается задняя бабка.
Чтобы выдвижная пиноль начала двигаться, установлен маховик, оснащенный винтовой парой. Корпус задней бабки имеет возможность поперченного движения относительно плиты.
Иногда в пиноль вставляют специальный инструмент, предназначенный для обработки различных отверстий.
Суппорт
В конструкцию входит несколько деталей:
- Салазки нижние;
- Поперечная каретка, оснащенная поворотной плитой.
Крепление плиты может происходить под нужным углом, относительно шпинделя.
Фартук
Его механизм находится внутри каретки суппорта. Через реечное колесо происходит передача суппорту нужного продольного движения. Специальный винт заставляет суппорт двигаться поперек.
Технические характеристики
- Высота заготовки (наибольшая) над суппортом — 224 мм ;
- Максимальная высота обрабатываемой детали, закрепленной над станиной – 430 мм ;
- Наибольшая длина обрабатываемой заготовки — 750- 1500 мм ;
- Масса детали, зафиксированной в центрах, — 460- 900 кг ;
- Вес детали, установленная в шпинделе — 200 кг ;
- Число оборотов вращения шпинделя 2000- 2420 об/мин;
- Вес — 2520 кг ;
- Габариты — 2500х1200х1500 мм.
Параметры подачи суппорта
- Передвижение каретки: 640 – 1330 мм ;
- Поперечный ход —250 мм;
- Количество ступеней продольной подачи — 49 шт.;
- Скорость подачи. При быстром продольном движении – 3,4м/мин, поперечном — 1.7 м/мин;
- Число типоразмеров метрической резьбы – 44 шт.;
- Шаг резьбы —1 -192 мм ;
- Вес суппорта — 2,14 тонны.
Дополнительные приспособления
В качестве дополнительной опоры, позволяющей обрабатывать различны вращающиеся детали, токарно-винторезный станок 1К62 оснащен специальными люнетами. После их установки исключается прогиб детали во время ее обработки. Люнет для токарного станка 1К62 полностью ликвидирует появление вибрации. Конструкция люнетов имеет несколько видов:
Каждый из таких люнетов отличается своими характеристиками. Неподвижная система обеспечивает поддержку очень длинных деталей. Такой люнет полностью исключает появление вибрации. Он крепится к станине, при помощи плиты, имеющей нижнюю фиксацию.
Подвижный люнет крепят к продольному суппорту. В результате он начинает двигаться согласно траектории движения токарного резца. Установленные подвижные элементы не позволяют возникнуть упругому зажиму особо длинных деталей небольшого диаметра из-за давления, которое создает токарный резец при обработке.
Как проводится ремонт 1К62
Надо сказать, что технические характеристики данного токарного станка отличаются хорошими показателями. Поэтому 1К62 руководство по эксплуатации гарантирует его стабильную работу очень долгое время. Но за устройством нужно следить и периодически проводить его обслуживание и ремонт. Для этого выполняется:
- Обкатка станка. Проверяются все подачи и скорости;
- Определяется точность станка;
- Очищаются направляющие.
Если имеет место частичная разборка, детали хорошо промывают и протирают. Ремонт токарного станка 1К62 помогает выявить негодные узлы и агрегаты. Если их нельзя восстановить устанавливают новые. Внешние нерабочие поверхности обычно красят яркой краской.
Заключение
Сегодня токарно-винторезный станок 1К62 подвергся значительной модернизации. Станок оснащен числовым программным управлением, работает в автоматическом режиме. Он, как и в прежние времена, остается востребованным на заводах и фабриках. Работать на нем удобно и очень просто.
Источник: