Важную роль в технике играют сварочные процессы. Одним из способов является точечная сварка — создание неразъемного соединения деталей в одной или нескольких точках.

- Что влияет на прочность сварки
- Преимущества
- Особенности процесса точечной сварки
- Аппараты точечной сварки
- Плюсы и минусы различных моделей аппаратов для точечной сварки
- Аппарат точечной сварки — своими руками?
- Основные элементы самодельного устройства
- Характеристики устройства
- Заключение
- Точечная сварка принцип работы, схема аппарата, конденсаторная, устройство
- Определение
- Как она работает
- Применение контактно точечной сварки
- Преимущества и недостатки метода
- Схема и устройство
- Своими руками
- Аппарат точечной сварки своими руками | Строительный портал
- Сварочный аппарат для точечной сварки: принцип работы и основы изготовления
- Схема аппарата точечной сварки для металлических деталей
- Устройство аппарата точечной сварки и его конструкция
- Как сделать аппарат точечной сварки из микроволновой печи
- Контактная сварка – как самому изготовить оборудование и клещи?
- Cварочный аппарат своими руками или точечная сварка в домашних условиях
- Принцип работы точечного сварочного аппарата
- Как собрать самодельный сварочный аппарат для точечной сварки своими руками
- Механическая часть конструкции
Что влияет на прочность сварки
Прочность сварки зависит от размера и структуры участка, на которые, в свою очередь, влияют следующие факторы:
- площадь контакта;
- размеры электродов;
- сила прижатия деталей;
- размеры поверхностей контакта электродов;
- величина и время прохождения сварочного тока;
- состояние поверхностей.
Контактная точечная сварка имеет широкий диапазон применения. Этим способом соединяют между собой детали от толщины 0,02 мкм в приборостроении до 20 мм листов в металлоконструкциях.Она характеризуется сварочным током в сотни ампер, а также малым сопротивлением электродов и контактных поверхностей.
Преимущества
Точечная сварка, своими руками произведенная, обеспечивает следующие преимущества:
- высокую прочность шва;
- экономичность способа;
- возможность автоматизации работы.
Особенности процесса точечной сварки
Процесс используется в производственных целях и в домашнем хозяйстве. Производится сваривание следующих материалов:
- листового металла;
- изделий из стали и цветных сплавов;
- сортовых и гнутых профилей.
В быту точечная сварка просто необходима для ремонта разных инструментов, кухонного оборудования, домашней утвари. Процесс заключается в точном совмещении деталей в заданном положении. Они устанавливаются между электродами и прижимаются друг к другу.
При этом производится разогрев электрическим током точки соединения до пластической деформации, в результате которой детали свариваются. Главное для сварщика — их точная фиксация, создание определенного усилия прижатия, тока и времени процесса.
Теплового импульса должно хватить, чтобы металлы в зоне контакта расплавились, и сформировалось общее жидкое ядро.
Аппараты точечной сварки
Все больше промышленных изделий стараются изготовить наиболее простым и дешевым методом. Это касается также ремонта. Аппарат точечной сварки — это крайне необходимый инструмент для мастерских.Многие умельцы приобретают его, поскольку привыкли работать самостоятельно.
Выбирая устройство, надо правильно определить его назначение. Во многих случаях можно обойтись самодельным простейшим устройством, когда требуется точечная сварка. Цена фирменного оборудования колеблется в пределах 5 — 200 тыс. руб. Чем больше функций у модели, тем она дороже.
Аппараты различаются по способам установки. В производственных условиях используют стационарные устройства. Для поточных линий применяются подвесные модели. Их часто применяют в авторемонтных мастерских. Самым удобным для домашнего мастера является переносной аппарат.
Электропитание точечной сварки производится однофазным или трехфазным переменным током. Целесообразно применять инверторные и конденсаторные аппараты, не создающие значительной нагрузки на электросеть.
Популярными устройствами точечной сварки стали споттеры. Клещи у них отсутствуют. Один вывод источника тока подключается к корпусу детали, а другой — к прикрепляемому элементу.
Когда требуется исправить вмятину на автомобиле, к этому месту приваривается гайка или болт с помощью специального пистолета способом прижатия.
Затем дефект исправляется посредством вытягивания, после чего элемент снова нагревается и удаляется.
Провода от источника делают как можно короче, а место соединения — максимально близко от участка правки.
К приборам постоянно добавляются новые функции. С их помощью теперь можно не только сваривать, но и создавать локальный нагрев, а также ставить заплаты. Многофункциональность делает их тяжелее, мощнее и дороже.
Плюсы и минусы различных моделей аппаратов для точечной сварки
Самая простая точечная сварка, своими руками произведенная, возможна только с ручным управлением, позволяющим каждый раз настраивать сварочный ток и очень приблизительно контролировать продолжительность работы.
Автоматическая система управления дает возможность выполнять качественную сварку неспециалистам. За счет этого снижаются затраты на работу и уменьшается выход брака.
Качество соединения зависит от величины сжатия деталей. Самым простым является ручной привод, чаще всего используемый при бытовых работах. Это существенно снижает стоимость аппарата.
Механический привод является одним из самых популярных и применяется во многих устройствах сварки.
Пневматика и гидравлика создают значительное давление прижатия с возможностью регулирования. Подобные устройства обычно содержит стационарная машина точечной сварки, применяемая в промышленности.
Переносные устройства широко применяются и порой не уступают стационарным мощным аппаратам. Сварочный аппарат точечной сварки изготавливается в виде ручных клещей и может соединять листы толщиной около 5 мм.
Ручной привод прижатия с помощью рычага дает возможность создавать усилия до 150 кг. Благодаря универсальности устройства и простоте выполнения операции достигается качественная точечная сварка. Цена таких аппаратов вполне приемлема, что дает им определенные преимущества перед дорогими аналогами.
Инверторные устройства завоевали популярность в точечной сварке. Несмотря на высокую стоимость, их хорошо берут, благодаря легкости, многофункциональности, небольшим габаритам и возможности подключения к бытовой сети.
Аппарат точечной сварки — своими руками?
Простейшее устройство для точечной сварки изготавливается своими руками без регулирования силы тока. У сварщика остается возможность управлять процессом только за счет изменения его продолжительности.
Основные элементы самодельного устройства
- Силовой трансформатор.
- Электроды из меди или графита.
- Выключатель.
- Рычаг.
Характеристики устройства
Какой бы сложной ни была машина точечной сварки, трансформатор всегда является ее главной частью. Он должен быть мощностью не менее 1 кВт. Чем она выше, тем лучше. На выходе получается напряжение около 2 В. Ток достигает 800 А, и им можно сваривать листы толщиной до 1,5 мм.
Корпус самодельного аппарата делают из фанеры, а движущиеся детали (рычаги) — из деревянных брусков. После сборки трансформатор крепится к основанию саморезами и присоединяется к заземлению. На торцах рычагов устанавливаются контактные электроды, и к ним подключаются провода вторичной обмотки. Верхний рычаг подпружинивают, чтобы он в исходном состоянии был приподнят.
Детали размещают между электродами. При действии на верхний рычаг электроды сходятся и прижимают листы друг к другу. При нажатии на выключатель в течение 3-4 секунд через листы проходит сварочный ток. После его отключения надо подождать, чтобы шов остыл.
Если требуется более мощная точечная сварка, применяется 2 аналогичных трансформатора с соединенными обмотками.
Для увеличения выходного напряжения провод большой толщины соединяют последовательно через вторичные обмотки с одинаковым количеством витков.
Чтобы не ошибиться и не включить их в противофазе, можно экспериментально пропустить через трансформаторы тонкий провод, а затем замерить напряжение на выходе.
Когда требуется мощный аппарат точечной сварки, своими руками его делают из обычного сварочного трансформатора, добавив к нему еще одну обмотку с необходимым количеством витков. Важно, чтобы он подходил по мощности к электрической сети. Длину провода и количество соединений следует делать минимальными, поскольку на них теряется мощность и выделяется тепло.
В качестве электродов применяются медные стержни. Для этого можно использовать жало паяльника. Преимуществом меди является то, что она не сваривается со стальными деталями и меньше нагревается.
Необходимо также учитывать, что через электроды создается сжатие свариваемых деталей между собой. Со временем они теряют форму и изнашиваются, и их нужно менять.
Наконечники и провод нужно спаять, поскольку место контакта со временем окисляется.
Органами управления в аппарате являются рычаг и выключатель первичной цепи. Мощность прижатия возрастает с увеличением толщины листов. Поэтому рычаг должен соответствовать требованиям технологии сварки. Выключатель устанавливается в первичной цепи.
Если у нее большая мощность, можно применять магнитные пускатели. Тогда на рычаге можно установить выключатель, чтобы одной рукой можно было создавать усилие прижатия и включать сварочный ток. Другая рука остается свободной для работы с деталями.
Если первичную обмотку аппарата подключать через лабораторный автотрансформатор (ЛАТР) мощностью 2-3 кВт, сварочное напряжение можно регулировать. Можно сделать вторичную обмотку непосредственно на нем.
В результате получится сварочный аппарат с регулированием тока. Слабым местом ЛАТРа является двигатель с колесиком, которое по мере износа начинает замыкать несколько витков, и обмотка начинает гореть.
Более надежным является автотрансформатор со ступенчатым переключением обмоток.
Заключение
Несмотря на большой выбор аппаратов, их стоимость еще высока, а также трудно подобрать необходимые параметры. Для сборки устройства легко найти все необходимое. Важно разобраться, как работает точечная сварка, и для какой цели она предназначена.
Источник:
Точечная сварка принцип работы, схема аппарата, конденсаторная, устройство

При помощи сварки можно многое делать самому на даче или в гараже. Но сварочные аппараты бывают разными. Некоторые виды работ, на которые уйдет день или два, при использовании одного агрегата, возможно сделать за 5-6 часов на другом специализированном устройстве.
Это аппарат для точечной сварки. Накладывать швы на трубах отопления им не получится, за то в других сферах работа с его применением выполняется гораздо быстрее.
Что это за аппарат и как он функционирует? В чем его основные преимущества и недостатки? Как сделать контактно точечную сварку своими руками?
Определение
Точечная сварка — это процесс создания соединения между двумя металлическими частями при помощи двух электродов, располагающихся с разных сторон изделия. Она еще называется конденсаторная точечная сварка, потому что разряд тока производится из электрических накопителей с определенной емкостью.
Такими устройствами можно выполнять соединения на пластинах или прутках толщиной до 3 мм. В данном виде сварки не используется присадка.
Крепость и прочность соединения образуется за счет сцепления поверхностей в момент нагрева электричеством. В зависимости от размеров свариваемых изделий и их толщины, разнятся и аппараты для ручной точечной сварки.
Они бывают стандартной и повышенной мощности, а также с разной длиной рабочих частей.
Управление устройством осуществляется вручную сварщиком. Некоторые модели автоматизированы, но это применяется на крупных заводах с частыми однотипными процессами. Самодельные версии, обычно, небольшого размера от 500 до 700 мм в длину.
Как она работает
Аппараты имеют корпус и выступающие наружу рабочие части-клешни. На конце последних располагаются медные зубцы — электроды. Пластины металла или прутки соединяются между собой в нужном положении и заводятся в рабочую зону аппарата так, чтобы один электрод находился над местом, где требуется сварка, а второй под ним.
Когда все установлено, клешни сводятся и прижимают изделие. Устройство включается, и между электродами и зажатыми частями свариваемого материала, начинает проходить ток большой силы.
Это плавит изделие в определенном месте так, что молекулярная решетка рушится и две стороны начинают перемешиваться молекулами между собой. После остывания образуется общая металлическая структура соединения, составляющая в диаметре от 3 до 10 мм, что зависит от силы тока и электродов.
Присадочный материал не используется. Все соединения выполняются за счет плавления основного материала и сжатия в этот момент рабочими элементами аппарата.
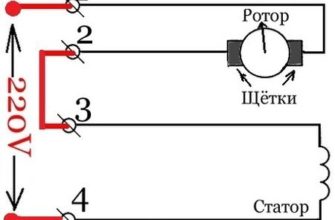
Этот процесс возможен благодаря преобразованию тока из бытовой сети. Напряжение в 220V понижается на специальном трансформаторе устройства, а его сила возрастает до нескольких сотен ампер. При помощи этого тока возможна работа со сталями толщиной 3-4 мм. Конденсаторный блок накапливает получаемое электричество и под руководством реле перенаправляет его на электроды.
Сварка происходит благодаря импульсу, который длится от 0,1 до 1,5 секунды. Этого времени достаточно для образования точки, которая надежно скрепляет свариваемые части между собой.
Небольшое сдавливание руками, от которого передается усилие на клешни, облегчает и улучшает свариваемый процесс. На поверхности остается небольшой след в виде вмятины либо бугорка перегретого металла.
Зачистка болгаркой или щеткой по металлу для эстетики позволяет полностью удалить визуальные следы сварки.
Применение контактно точечной сварки
Сварочный аппарат, работающий с импульсом, очень похож по физическим характеристикам тока на споттер. Но разница заключается в двухстороннем доступе к свариваемому изделию. Часто, устройство устанавливают на стол, чтобы удобно было подносить детали. Все работы выполняются на уровне пояса. Так легче прятать глаза и лицо от ультрафиолетового излучения.
При использовании аппарата не надевается сварочная маска, т. к. одной рукой удерживаются детали, а второй осуществляется зажим. Импульс для создания соединения длится около секунды, и постоянное опускание и поднятие маски сильно тормозит процесс. Но электрическая дуга продолжает излучать ультрафиолет, и если не прятать глаза, то к концу для можно получить ожог роговицы.
Работа аппарата точечной сварки востребована на однотипных операциях с небольшими металлическими частями. Такое устройство легко соединит детали толщиной до 3-4 мм.
В промышленности это применяется в автомобилестроении, где используются мощные модели, качественно соединяющие кузова.
На небольших предприятиях работают с аппаратами поменьше, и создают другие корпуса, не требующие высокой прочности при нагрузке.
В частном доме или гараже точечная сварка может пригодиться для:
- создания клетки под разведение птицы;
- изготовления оградки в саду;
- сварки большой сетки под строительные нужды;
- из стальной проволоки можно создать небольшой навес для летнего отдыха;
- изготовить невысокий парник для рассады;
- сделать самому декорированные элементы на ворота или в оранжерею;
- соединять листы металла для забора или корпуса.
Конденсаторной сваркой можно быстро приварить лист металла к не толстому уголку. Это пригодится при частом изготовлении калиток для обустройства места под разведение домашних животных. К раме из уголка привариваются и сетки. Благодаря непродолжительному воздействию тока, тонкая проволока не перегорает, как от покрытого электрода, и надежно фиксируется на плоскости.
Преимущества и недостатки метода
Контактная сварка отличается рядом преимуществ и особенностей, позволяющих эффективно выполнять работу. Среди них выделяются следующие:
- Сваривание очень тонких сторон. Покрытыми электродами или газовой сваркой можно сильно перегреть изделие. Неопытные рабочие часто прожигают материал. Благодаря точечной сварке возможно соединение тонких листов или проволок с надежным качеством, но без подрезов и ненужных дыр.
- Быстродействие. Благодаря стационарно расположенному аппарату, работа выполняется на высокой скорости. Листы железа или элементы сетки заводятся между электродами, производится легкий прижим, секунда сварки, и переход на следующую точку. За день можно создать до 1000 соединений.
- Сила тока до 500 А позволяет надежно соединять материалы. Такое соединение на ограждающей сетке выдержит прыжок собаки, игры детей или сильный ветер.
- Эстетичный вид. В отличие от шва покрытыми электродами, на поверхности не образуется валик из наплавленного металла. Все соединение создается внутри. Для лучшего вида достаточно пройтись щеткой по металлу.
- Работа с разнородными материалами. Контактная сварка применяется не только на малоуглеродистой стали, но способна соединять цветные металлы, включая дорогостоящие.
- Экономичность. У технологии нет присадочных материалов, что значительно экономит средства и делает себестоимость метода равнозначным потребленному напряжению. Медные электроды нуждаются лишь в периодической заточке, и способны служить длительное время. Это позволяет продавать изготавливаемую продукцию по доступной цене, и получать значительную прибыль.
- В отличие от других методов сварки, где требуется длительное обучение и долгие практические тренировки, контактный метод легко доступен для персонала с низкой квалификацией. Здесь нет понятий: катет шва, угол держания электрода, процесс отделения шлака в сварочной ванне, и т. д. Все основные моменты выставлены в конструкции аппарата, и рабочему необходимо следить лишь за точностью установки места сварки и длиной подаваемого импульса, которая должна соответствовать толщине металла.
Из недостатков контактной сварки выделяется только один — способность осуществлять работу на небольшой толщине изделий.
Чтобы соединение было качественным, необходимо использовать детали не толще 7 мм в сумме свариваемых сторон.
Если нужно сварить более толстые элементы, то используют модели с двумя трансформаторами, но это повышает нагрузку на сеть, что может вызвать недовольство соседей в частном секторе.
Схема и устройство
Схема точечной сварки отличается простыми составляющими. В основе конструкции находится трансформатор, который значительно понижает напряжение из сети. Оптимальным значением является 10-12 V. Сила тока при этом должна достигать 300 — 500 А. Это позволит выполнять повседневные работы на аппарате.
Принцип работы контактной сварки заключается в изменении получаемого напряжения и передаче его в накопители. Последними выступают конденсаторы, с емкостью не меньше 46 мкФ. В конструкции присутствует диодный мост и два диода. Процессом управляет реле РЭК 74, или аналогичное устройство. Оно перепускает ток на электроды и позволяет выполнять сварку.
В случае перегрузок, схема аппарата содержит автомат на 20 А, который отсекает напряжение. Для охлаждения устройства применяется небольшой кулер, встраиваемый в заднюю часть конструкции. Запуск процесса осуществляется кнопкой, выводимой на клешни аппарата. Сварщик, зажав стороны изделия в нужном положении, включает кнопку и выполняет сварную точку.
Усиление мощности достигается за счет внедрения в схему второго трансформатора, где выводы первичной и вторичной обмоток, соединяются последовательно. Так, можно достичь показателя силы тока до 2000А.
Своими руками
Изготовить аппарат для точечной сварки можно и самостоятельно. Для этого используется трансформатор от неработающей микроволновки.
Чтобы создать узел, понижающий напряжение и повышающий амперы, потребуется удалить первичную обмотку. На ее место заводится сварочный кабель. Пространства в сердечнике хватает ровно на три витка.
Последний просовывается особенно туго, поэтому кабель рекомендуется смазать солидолом.
После создания основы схемы, можно установить диодный мост и реле. Это все монтируется рядом с трансформатором и укомплектовывается автоматом. Сзади ставится вентилятор для охлаждения. Все элементы лучше располагать на диэлектрической основе. Это может быть широка доска либо лист ДСП.
Рабочие части изготавливаются из бруса или профиля. Нижняя штанга крепится к основанию и является неподвижной. Верхняя фиксируется стержнем на конце между стойками, прикрепленными к платформе, и является прижимным элементом. В нерабочем положении, чтобы удерживать верхнюю штангу поднятой, к ней прикрепляется пружина, натягивающая ее рычаг вверх.
Электроды вытачиваются из меди и их диаметр должен быть равен толщине сварочного кабеля на вторичной обмотке. Для небольших по мощности аппаратов подойдут жала от паяльников.
Крепление электродов осуществляется на торцы клешней при помощи отверстия и болтового соединения. Туда же следует прикрепить клеммы от кабеля трансформатора.
Кнопка выводится на верхний рычаг, либо сбоку на основание, чтобы легко доставать до нее при заложенных деталях под сварку.
Точечная сварка практична при определенных видах работ. Простота выполнения манипуляций и надежное качество соединений позволяют активно применять ее на даче и в домашних мастерских.
Источник:
Аппарат точечной сварки своими руками | Строительный портал

Покупка аппарата для сварки доступна не каждому, так как данный инструмент отличается высокой стоимостью. Поэтому гораздо дешевле изготовить его своими руками из подручных материалов. Об особенностях применения и изготовления аппарата для точечной сварки рассмотрим далее.
Сварочный аппарат для точечной сварки: принцип работы и основы изготовления
Сфера применения контактной сварки довольно широкая, данный инструмент используется в ремонте или изготовлении разного рода изделий из металла. Кроме того, с помощью данного аппарата, удается с легкостью выполнить различные работы по изготовлению металлических лестниц, ворот, конструктивных элементов и т.д.
Принцип работы контактной сварки состоит в том, что электрический ток нагревает определенные участки стальных деталей, которые соприкасаются между собой. При этом, образуется сварное соединение, называемое швом. Конечный результат сварки напрямую зависит от типа материала, из которого изготовлена деталь, ее плотности. Кроме того, следует учитывать такие параметры:
- сварочная цепь должна отличаться достаточно низким показателем напряжения, от одного до десяти ватт;
- процесс сваривания длиться не более нескольких секунд;
- сварочный импульс имеет большую силу тока;
- чем меньше зона расплавления, тем качественнее происходит сваривание;
- сварочный шов должен выдерживать большие нагрузки.
От того насколько правильно были соблюдены данные характеристики напрямую зависит результат сваривания. Самостоятельное изготовление сварочного аппарата — довольно сложный процесс, для качественного выполнения которого потребуется соблюсти определенные инструкции и технологические рекомендации.
Более простой вариант — сборка сварочного аппарата, имеющего переменную силу тока. Данное устройство управляет процессом сваривания с помощью изменения длительности сварочного импульса, попадающего на деталь. Для того, чтобы выполнить данные действия потребуется наличие часового реле, которое регулируется автоматически или вручную.
Основным узлом самодельного аппарата точечной сварки является сварочный трансформатор, который довольно часто можно встретить в таких бытовых приборах как микроволновая печь, телевизор и т.д. Обмотки трансформаторного устройства перематываются в соотношении с нужной силой тока и напряжения, в процессе подачи которого осуществляется сваривание.
Для подбора сферы управления сварочным аппаратом, следует вначале собрать основные механизмы устройства. Конструктивные элементы сварочного аппарата подбираются в соотношении с его мощностью и параметрами трансформатора — основного механизма.
Изготовление контактно-сварочного аппарата осуществляется в соотношении с типом его применения и характеристик материала, с которым придется работать. Чаще всего, к основному устройству подсоединяют клещи сварочного типа.
Учтите, что все соединения электрического типа должны быть качественно выполненными. Все провода должны быть соответствующего диаметра и сечения. Если цепь будет ненадежной, то электричество будет утеряно. При этом, возможен вариант возникновения искр и процесс сваривания прекратится.
Схема аппарата точечной сварки для металлических деталей
Для самостоятельного изготовления устройства точечной сварки контактного типа, используйте нижеприведенные схемы. Первая их них используется в том случае, если аппарат точечной сварки используется для сваривания листов металла, толщиной до одного миллиметра, а также для проволоки и прута, диаметром до четырех миллиметров.
В таком случае, потребуется наличие такого устройства:
- аппарат, работающий от переменного напряжения в 220 Вт;
- выходной тип напряжения составляет 3-7 В, при холостом ходу;
- максимальное значение сварочного тока до полторы тысячи ампер.
Все устройство отличается наличием схемы принципиального характера, в составе которой присутствует силовая составляющая, автоматизированный выключатель и цепь контроля.
Если в процессе работы возникают какие-то аварийные ситуации, то они предотвращаются как раз с помощью выключателя.
На первом узле располагается трансформатор для сварки т2 и устройство в виде бесконтактного тиристорного включателя однофазного типа, с помощью которого первичная обмотка подключается к электричеству.
Второй вариант схемы управления подразумевает выполнение обмотки на сварочном трансформаторе определенными витками. На первичной обмотке имеется шесть выводных участков.
С помощью их переключения удается регулировать выходной сварочный ток в соотношении с вторичной обмоткой.
При этом, постоянное соединение сетевой цепи остается на первом выводе, а с помощью остальных регулируется работа электрического питания.
Пускатель под маркировкой М ТТ4 К, имеет серийное производство. Данный модуль отличается наличием тиристорного ключа, который в процессе замыкания выполняет коммутацию нагрузки через первый и третий контакты. Данное устройство способно работать под нагрузкой в максимальным напряжением до восемьсот ватт и током до восьмидесяти ампер. В составе данной схемы управления присутствует:
- блок питания;
- цепь для настройки механизма;
- реле к1.
Для обеспечения питания сварочного аппарата используется любой тип трансформатора, мощность которого составляет до двадцати ватт. При этом, он должен использоваться при работе на номинальной сети в 220 В.
Напряжение, которое выдается на втором варианте обмотки составит около 22 В. Для того, чтобы выпрямить подачу тока, рекомендуется произвести установку диодного моста.
Кроме того, возможен вариант применения любого другого механизма, имеющего такие же параметры.
Для того, чтобы замкнуть четвертые и пятые контакты используется реле к1. Данный процесс осуществляется при подаче напряжения от управленческой цепи на обмотку. Значение коммутированного тока при этом составит не более 99 мА. В таком случае, потребуется наличие практически любого реле, обладающего слаботочными электромагнитными характеристиками.
Устройство аппарата точечной сварки и его конструкция
Различают несколько функций цепи управления. При включении к1 на заданном промежутке времени происходит задание определенного типа времени. В данном случае удается задать определенное время подачи электронных импульсов на свариваемых деталях.
В составе электрической цепи присутствуют конденсаторы, от с1 до с6. Они имеют электролитические характеристики, при этом напряжение составляет более 52 В. Кроме того, потребуется наличие конденсатора, емкостью в 46 мкФ. При разомкнутой нормально замкнутой контактной группе реле заряжается непосредственно через питательный блок.
Основной силовой частью данного механизма является трансформатор. С его помощью происходит преобразование одного вида электричества на другой. Для этих целей используется магнитный провод, на 2,5 А.
От старой обмотки следует избавиться, на торце магнитного провода устанавливаются кольца для изготовления которых используется электрический картон. Они подгибаются по внутренней и внешней кромке. Далее производится обмотка магнитопровода лакотканью в три или более слоев.
Для того, чтобы выполнить обмотку потребуется наличие таких проводов:
- первичная обмотка составляет около 1,5 мм диаметром, для того, чтобы она лучше пропиталась лаковым составом, рекомендуется использовать провод на тканевой основе;
- вторичный вариант обмотки имеет диаметр около двух сантиметров, в его составе присутствует многожильная изоляция, имеющая кремниевоорганическое происхождение.
В процессе выполнение первой обмотки следует оборудовать выводы промежуточного назначения. Далее производится ее пропитка с помощью лака. На первичную катушку наматывается хлопчатобумажная лента, которая также пропитывается с помощью лакового состава. Далее следует процесс вторичной обмотки, и дальнейшее пропитывание лаком.
Изготовление самодельного аппарата точечной сварки также подразумевает конструирование клещей. Клещи бывают двух видов: стационарного или выносного.
Первый вариант — более прост в изготовлении, так как они имеют качественную и надежную изоляцию, с прочно соединенными между собой узловыми участками.
Но, у данных клещей имеется определенный недостаток, для создания прижимного усилия, необходимо непосредственное участие человека, выполняющего сварочные работы.
Выносные клещи — более удобные в работе, легко снимаются, не занимают много места. Для контроля усилия клещей, достаточно изменить длину их вынесения за аппарат. В месте подсоединения выносных клещей со сваркой следует установить болты, втулки и шайбы, которые обеспечивают надежную гидроизоляцию.
В процессе изготовления клещей для аппарата точечной сварки своими руками, необходимо определить величину вылета из электродного пространства, расстояние между корпусом и местом подвижных соединений на ручке. Данный параметр сказывается на максимально возможном расстоянии между сваркой и кромкой соединения листов.
Для изготовления клещевых электродов, используйте медные прутья или бериллиевую бронзу. Возможен вариант использования жала от паяльного аппарата с высокой мощностью. Диаметр электрода должен соответствовать диаметру провода, к которому он подключен. Для того, чтобы сварочные ядра имели хорошее качество концы электрода должны сужаться и иметь минимальный размер.
Как сделать аппарат точечной сварки из микроволновой печи
На аппарат точечной сварки цена довольно высокая, поэтому намного дешевле изготовить его самостоятельно. В процессе работы потребуется наличие микроволновой печи, предпочтительнее выбрать устройство побольше. От данного параметра зависит мощность будущего сварочного аппарата.
Если микроволновой печи у вас нет, вы можете поискать ее на барахолке или поспрашивать у соседей и купить ненужную микроволновую печь совсем недорого. Далее следует разобрать микроволновую печь и извлечь из нее деталь в виде высоковольтного трансформатора.
Обратите внимание: несмотря на то, что вы разбираете микроволновую печь не подключенную к электроснабжению, внутри у нее имеются детали, которые бьются током даже в таком состоянии.
Среди основных частей трансформатора отметим — сердечник и два вида обмотки — первичную и вторичную. Для соединения сердечника используют два тонких сварочных шва, от них следует избавиться.
Сделать это можно с помощью молотка и ножовки. Также для его срезывания можно использовать болгарку. Таким образом вы доберетесь до трансформаторных обмоток, старайтесь не повредить их.
Для извлечения вторичной обмотки следует аккуратно разрезать вторичную и вытащить нужную.
После этого вы получите сердечник от трансформатора и первичную его обмотку. Сердечник должен состоять из двух частей, разъединенных между собой.
Далее следует выполнить вторичную обмотку трансформаторной детали. Для этих целей потребуется наличие медного кабеля, имеющий такое же сечение, как и трансформаторная прорезь. Намотайте около двух витков. С помощью стандартной двухкомпонентной эпоксидной смолы происходит соединение двух половин сердечника между собой. Для того, чтобы они лучше соединились, поместите их в тиски.
Проверьте уровень напряжения на выходе из трансформаторного механизма, оно не должно превышать двух вольт. При этом минимальное значение силы тока составляет 850 А.
Далее следует позаботиться об изготовлении корпуса сварочного аппарата, для этих целей можно использовать дерево или высокопрочный пластик. Задняя панель корпуса должна иметь несколько отверстий, одно из которых будет отвечать за электроснабжение, а второе за выключение и включение механизма.
Если корпус изготавливается из дерева, то его следует хорошо отшлифовать, покрыть пропиткой и лаком. Для того, чтобы изготовить ручной аппарат для точечной сварки, также потребуется наличие:
- шнура электропитания;
- дверной ручки;
- выключателя;
- держателей из меди, из которых будут выполнены электроды;
- медного провода с большим сечением;
- саморезов по дереву и гвоздей.
После высыхания корпусной части, следует собрать данное устройство и соединить все детали между собой. Далее следует отрезать две части провода, выполненного из меди, размер каждого участка около 25 мм.
Они будут выполнять функцию электродов, для их фиксации в держателе, достаточно использовать обычную отвертку. Далее следует зафиксировать выключатель, утолщенный кабель предотвращает его выпадение. Для фиксации трансформатора на корпусной части используйте обычные саморезы.
При этом, следует позаботиться о заземлении, которое одевается на одну из клемм.
Для большей безопасности использования данного механизма, рекомендуем установить еще один дополнительный включатель. Для фиксации рычагов также используются саморезы и гвоздь.
На торцевых участках рычагов производится установка контактных электродов. Для поднятия верхнего рычага используйте обычную резину.
После выгорания электродов, они легко заменяются на новые, изготовленные таким же способом.
Источник:
Контактная сварка – как самому изготовить оборудование и клещи?

Контактная сварка, помимо технологических достоинств применения, обладает еще одним важным преимуществом – несложное оборудование для нее можно изготовить самостоятельно, а его эксплуатация не потребует специфических навыков и первоначального опыта.
Контактная сварка, своими руками собранная, может быть использована для решения довольно широкого спектра задач несерийного и непромышленного характера по ремонту и изготовлению изделий, механизмов, оборудования из различных металлов как в домашних условиях, так и в небольших мастерских.
Контактная сварка обеспечивает создание сварного соединения деталей за счет нагрева области их соприкосновения проходящим через них электрическим током при одновременном приложении сжимающего усилия к зоне соединения.
В зависимости от материала (его теплопроводности) и геометрических размеров деталей, а также мощности используемого для их сваривания оборудования процесс контактной сварки должен протекать при следующих параметрах:
- низкое напряжение в силовой сварочной цепи – 1–10 В;
- за малое время – от 0,01 секунды до нескольких;
- большой ток сварочного импульса – чаще всего от 1000 А либо выше;
- маленькая зона расплавления;
- сжимающее усилие, прилагаемое к месту сварки, должно быть значительным – десятки–сотни килограмм.
Соблюдение всех этих характеристик напрямую влияет на качество получаемого сварного соединения.
Проще всего собрать аппарат переменного сварочного тока с нерегулируемой силой. В нем управление процессом соединения деталей осуществляется за счет изменения продолжительности подаваемого электрического импульса.
Для этого используют реле времени либо справляются с этой задачей вручную «на глазок» с помощью выключателя.
Самодельная точечная контактная сварка не очень сложна в изготовлении, а для выполнения ее основного узла – сварочного трансформатора – можно подобрать трансформаторы от старых микроволновок, телевизоров, ЛАТРов, инверторов и тому подобного. Обмотки подходящего трансформатора надо будет перемотать в соответствии с необходимым напряжением и сварочным током на его выходе.
Схему управления подбирают готовую или разрабатывают, а все остальные комплектующие и, в частности, для контактно-сварочного механизма берут, исходя из мощности и параметров сварочного трансформатора. Контактно-сварочный механизм изготавливают в соответствии с характером предстоящих сварочных работ по какой-либо из известных схем. Обычно делают сварочные клещи.
Все электрические соединения должны быть выполнены качественно и иметь хороший контакт. А соединения с использованием проводов – из проводников с сечением, соответствующим протекающему по ним току.
Особенно это касается силовой части – между трансформатором и электродами клещей.
При плохих контактах цепи последних в местах соединений будут большие потери энергии, возможно возникновение искрения, а сваривание может стать невозможным.
Предлагаемая контактная сварка состоит из силовой части, цепи управления и автоматического выключателя АВ1, который служит для включения питания устройства и защиты в случае возникновения аварийных ситуаций.
Первый узел включает сварочный трансформатор Т2 и бесконтактный тиристорный однофазный пускатель типа МТТ4К, который осуществляет подключение первичной обмотки Т2 к питающей сети.
Пукатель МТТ4К представляет собой тиристорный ключ, который при замыкании его контактов 5 и 4 коммутирует нагрузку через контакты 1 и 3, подключенные в разрыв цепи первичной обмотки Тр2. МТТ4К рассчитан на нагрузку с максимальными напряжением до 800 В и током до 80 А. Производят такие модули в г. Запорожье на ООО «Элемент-Преобразователь».
Схема управления состоит из:
- блока питания;
- непосредственно цепи управления;
- реле K1.
В блоке питания может быть использован любой трансформатор мощностью не более 20 Вт, предназначенный для работы от сети 220 В и выдающий на вторичной обмотке напряжение 20–25 В. В качестве выпрямителя предлагается установить диодный мост типа КЦ402, но может быть применен любой другой с аналогичными параметрами либо собран из отдельных диодов.
Реле K1 служит для замыкания контактов 4 и 5 ключа МТТ4К. Это происходит при подаче напряжения от цепи управления на обмотку его катушки.
Так как коммутируемый ток, протекающий через замкнутые контакты 4 и 5 тиристорного ключа, не превышает 100 мА, то в качестве K1 подойдет практически любое слаботочное электромагнитное реле с напряжением срабатывания в пределах 15–20 В, например, РЭС55, РЭС43, РЭС32 и подобные.
Цепь управления выполняет функции реле времени. Включая K1 на заданный промежуток времени, она задает продолжительность воздействия электрического импульса на свариваемые детали.
Состоит цепь управления из конденсаторов С1–С6, которые должны быть электролитическими с напряжением зарядки 50 В или выше, переключателей типа П2К, имеющих независимую фиксацию, кнопки КН1 и двух резисторов – R1 и R2.
Читайте также: Как пользоваться мультиметром: инструкции для чайников
Емкость конденсаторов может быть: 47 мкФ для C1 и C2, 100 мкФ – C3 и C4, 470 мкФ – C5 и C6. КН1 должна быть с одним нормально-замкнутым, а другим нормально-разомкнутым контактами.
При включении АВ1 начинают заряжаться конденсаторы, подключенные с помощью П2К к цепи управления и блоку питания, R1 ограничивает начальный зарядный ток, что позволяет значительно увеличить срок эксплуатации емкостей.
Зарядка происходит через скоммутированную на тот момент нормально-замкнутую контактную группу кнопки КН1.
Разомкнутая нормально-замкнутая контактная группа КН1 препятствует запитыванию реле непосредственно от блока питания. Чем больше суммарная емкость разряжающихся конденсаторов, тем дольше они разряжаются, и, соответственно, K1 дольше замыкает контакты 4 и 5 ключа МТТ4К, и продолжительнее сварочный импульс.
Когда конденсаторы полностью разрядятся, K1 отключится, и контактная сварка прекратит свою работу. Чтобы ее подготовить к следующему импульсу, КН1 надо отпустить.
Разрядка конденсаторов происходит через резистор R2, который должен быть переменным и служит для более точного регулирования продолжительности сварочного импульса.
Предлагаемая контактная сварка может быть собрана, на основе сварочного трансформатора, изготовленного с использованием магнитопровода от трансформатора на 2,5 А. Такие встречаются в ЛАТРах, лабораторных приборах и ряде других устройств. Старую обмотку необходимо удалить. На торцах магнитопровода надо установить кольца, изготовленные из тонкого электрокартона.
Их подгибают по внутренней и внешней кромке. Затем магнитопровод надо обмотать поверх колец 3-мя или большим количеством слоев лакоткани. Для выполнения обмоток используют провода:
- Для первичной 1,5 мм в диаметре, лучше в тканевой изоляции – это будет способствовать хорошему пропитыванию обмотки лаком;
- Для вторичной диаметром 20 мм многожильный в кремнийорганической изоляции с площадью сечения не меньше 300 мм2.
От первичной обмотки делаются промежуточные выводы. После намотки ее пропитывают лаком ЭП370, КС521 либо подобным. Поверх первичной катушки наматывают хлопчатобумажную ленту (1 слой), которую тоже пропитывают лаком. Затем укладывают вторичную обмотку и снова делают пропитку лаком.
Контактная сварка может быть оснащена клещами, которые монтируют непосредственно в сам корпус устройства, либо выносными в виде ножниц. Первые, с точки зрения выполнения качественной, надежной изоляции между их узлами и обеспечения хорошего контакта в цепи от трансформатора до электродов, изготовить и подсоединить гораздо проще, чем выносные.
Однако прижимное усилие, развиваемое такой конструкцией, если не нарастить длину подвижного рычага клещей после электрода, будет равно усилию, создаваемому непосредственно сварщиком.
Выносными клещами удобнее пользоваться – можно работать на некотором удалении от аппарата. А усилие, развиваемое ими, будет зависеть от длины ручек.
Однако надо будет в месте их подвижного болтового соединения сделать достаточно хорошую изоляцию из текстолитовых втулок и шайб.
Изготавливая клещи, нужно заранее предусмотреть необходимый вылет их электродов – расстояние от корпуса аппарата или места подвижного соединения ручек до электродов. От этого параметра будет зависеть максимально возможное расстояние от кромки листовой детали до места, где выполняется сварка.
Электроды клещей делают из прутков меди либо бериллиевой бронзы. Можно использовать жала мощных паяльников. В любом случае диаметр электродов должен быть не меньше, чем у подводящих к ним ток проводов. Чтобы получать сварочные ядра нужного качества, у контактных площадок (кончиков электродов) размер должен быть как можно меньше.
Источник:
Cварочный аппарат своими руками или точечная сварка в домашних условиях

На рынке существуют готовые образцы сварочных аппаратов, но их стоимость слишком велика для домашнего бюджета. Для регулярной сварки мелких деталей, компактный точечный аппарат можно изготовить своими руками из старой микроволновки.
Разумеется, таким устройством нельзя сварить водопроводную трубу или уголок толщиной 4 мм. Но выполнить мелкий кузовной ремонт в автомобиле, или собрать металлическую конструкцию из листового металла – запросто.
Именно аппараты точечной сварки применяются на конвейерах автозаводов при сборке кузова автомобиля. Металлические каркасы бытовой техники (стиральные машины, холодильники и прочие), также свариваются с помощью подобных электроприборов.
Принцип работы точечного сварочного аппарата
Для нагрева металла до температуры плавления, необходима большая сила тока, сотни ампер. Величина напряжения не имеет значения, поэтому для экономии провода и безопасности работ обычно используется 2-3 вольта.
Экспериментировать с силой тока не имеет смысла. Все описываемые варианты прошли неоднократные испытания и можно не тратить время на расчеты. Мощность трансформатора подбирается исходя из толщины свариваемого металла.
- листы до 1 мм – мощность 1 кВт;
- листы до 1,8 мм – мощность 2 кВт;
- листы до 3 мм – мощность 5 кВт.
Первичная обмотка сварочного аппарата рассчитывается согласно общей мощности устройства. Поскольку самостоятельное изготовление трансформатора дело хлопотное и затратное, можно воспользоваться готовой конструкцией.
Оптимальный вариант – силовой трансформатор от старой микроволновой печи. Электрическая схема работает по следующему принципу:
- Для работы магнетрона (излучающего элемента печи), требуется напряжение несколько тысяч вольт, при этом сила тока не имеет значения;
- Мощность на первичной и вторичной обмотках трансформатора одинакова, поэтому при увеличении количества витков на вторичной обмотке, напряжение повышается в такой же пропорции, ценой потерь в силе тока;
- Трансформаторы микроволновых печей рассчитаны на мощность до 3 кВт. Этой величины вполне достаточно для изготовления аппарата точечной сварки.
Требуемые запчасти можно приобрести на радиорынке, в сервисных центрах по ремонту бытовой техники, или просто купить неисправную микроволновку по объявлению за символическую цену.
Перегорают обычно вторичные обмотки (по причине более тонкого провода), так что шансы приобрести трансформатор с исправной первичкой довольно высоки.
Сила тока до 1000 Ампер (при мощности 3 кВт и напряжении на вторичной обмотке 2 вольта) позволяет без труда плавить металл в месте контакта, тем самым обеспечивая надежную точечную сварку.
Совет тем кто захочет сделать нечто подобное: лучше будет спилить вторичную обмотку и затем выбить её из сердечника так гораздо проще и практичнее. Сделанная самодельная точечная сварка ничем не хуже магазинного сварочного аппарата и даже выигрывает в цене.
Как собрать самодельный сварочный аппарат для точечной сварки своими руками
Безусловно, изготовить точечный сварочный аппарат бесплатно не получится. Но минимизировать затраты можно. Компоненты для сборки точечного сварочного аппарата мощностью 3 кВт:
- Трансформатор с исправной первичной обмоткой мощностью 2-3 кВт;
- Медный провод для вторичной (силовой) обмотки диаметром не меньше 10 мм;
- Медные электроды диаметром 5 мм;
- Кнопочный выключатель, выдерживающий нагрузку по току не менее 25 ампер;
- Корпус для трансформатора (изготавливается из подходящей диэлектрической коробки, или собирается самостоятельно);
- Штанги для крепления сварочных электродов (дерево или пластик).
Из микроволновой печи извлекается рабочий трансформатор.
Достаточно будет исправной первичной обмотки, это легко проверяется с помощью тестера. Мощность трансформатора в сварочном аппарате соответствует общей мощности электроприбора. Данные можно посмотреть в паспорте изделия или на этикетке микроволновки. Значение должно быть в пределах 2-3 кВт. Если указан рабочий ток – требуется значение не менее 10 ампер.
Вторичную обмотку необходимо удалить. Для этого необходимо разделить магнитопровод трансформатора на две части, не повредив первичную обмотку.
Корпус трансформатора зафиксирован сварочным швом, который можно распилить ножовкой по металлу. Нет необходимости сохранять провод вторички, поэтому его можно вырезать частями.
Главное – не повредить магнитопровод.
После чего наматывается 2-3 витка вторичной обмотки медным проводом, диаметр которого должен быть не менее 10 мм. Длина свободных концов провода до места крепления электродов, должна быть минимальной. Это предотвратит потери мощности при проведении сварочных работ. Магнитопровод трансформатора склеивается обратно при помощи обычной эпоксидной смолы.
Для изготовления электродов используется медная проволока сечением порядка 5 мм. Свободная длина (от точки крепления до точки сварки) не более 1,5 см. В противном случае сила тока в месте касания электрода к заготовке будет уменьшаться, снижая эффективность нагрева.
Электроды в процессе работы изнашиваются (сгорают). Поэтому надо предусмотреть возможность из оперативной замены.
В качестве донора для изготовления электродов, можно использовать силовой одножильный медный кабель сечением 6-8 мм. По мере износа вы просто отрезаете новые куски медной жилы и производите замену.
Недостатком такого материала является мягкость меди. Сила сжатия электродов при сварке ограничена прочностью жилы.
В качестве альтернативы в сварочном аппарате можно использовать жало от паяльника. Оно изготовлено из сплава, имеющего достаточную прочность и хорошую электропроводность.
Комплект из первичной обмотки мощностью 2-3 кВт и двух витков вторички толщиной 1 см обеспечивают силу тока, способную расплавить металл за считанные секунды.
Механическая часть конструкции
Для того чтобы работать было не только удобно, но и безопасно – необходимо оформить сварочный аппарат в виде клещей с закрепленными на концах электродами. Примером может послужить одна из конструкций промышленного изготовления. Компоновка всех электроприборов идентична.
Электрическая часть сварочного аппарата, в которой присутствует напряжение 220 вольт, должна быть надежно закрыта в диэлектрическом корпусе. Оголенные рабочие электроды опасности не представляют, поскольку на них присутствует напряжение не более 2-3 вольт.
Однако высокая температура может привести к ожогу рук, поэтому штанги клещей лучше изготовить из материала с низкой теплопроводностью, например, из деревянных брусков.
Подвижная часть клещей обязательно должна самостоятельно размыкать электроды, отводя один из контактов от рабочей зоны. Это можно обеспечить пружиной или резиновым жгутом.
Подвод напряжения 220 вольт на первичную обмотку должен быть обеспечен не фиксируемым выключателем.
ВАЖНО! Если электроды прихватятся к свариваемой поверхности, возникнет не размыкаемая цепь вторичной обмотки, фактически – короткое замыкание.
Это может привести к перегреву, расплавлению проводки или пожару.
Выключатель в виде кнопки удобно разместить рядом с рабочей зоной.
Тогда можно одной рукой удерживать заготовку, а второй сжимать клещи, и одновременно подавать напряжение на первичную обмотку.
Точечная сварка своими руками изготовленная по указанной методике – ничем не отличается от промышленного образца. Ввиду простоты схемы, надежность кустарно изготовленного прибора будет на высоком уровне. Главное – подойти к сборке с должным старанием и не жалеть времени.
Впрочем, если на первом месте срочность – простой сварочный аппарат своими руками можно собрать буквально за несколько часов.
Функциональность прибора не пострадала, а вот к безопасности такой конструкции есть вопросы. В любом случае, мастер сам перед собой несет ответственность за собранное изделие.
В качестве силовой обмотки для сварочного аппарата использован медный провод сечением 6 квадратов в виде жгута из трех жил. Такой диаметр обеспечит нагрузку не более 500-700 ампер. Это позволит варить жесть толщиной 1 мм. При работе с более толстым материалом вторичная обмотка будет сильно нагреваться.
ВАЖНО! Несмотря на соблазн изготовить сварочник на скорую руку, мы рекомендуем потратить больше времени на сборку, и получить надежный и безопасный электроприбор.
Источник: