Легкий металл, один из самых используемых в истории цивилизации (хотя в промышленных масштабах всего полтора столетия), устойчивый к коррозии, податливый в механической обработке, пластичный, с отличной теплопроводностью. Это – алюминий.
Получить сложные изделия из алюминия можно литьем и с использованием сварки (ручной, полуавтоматической, аргонно-дуговой).
Альтернативой классическим методам сварки является сварка алюминия холодным способом.
Этот метод активно применяется в промышленности (для сварки корпусов электронных и других приборов, кабелей, ремонта и восстановления поверхностей, изготовления каркасов, подставок, изделий бытового назначения) и в домашних мастерских.
Для автомобилистов – это незаменимая вещь (ремонт радиаторов, головки блока цилиндров, аккумуляторов, трещин и отверстий на корпусах деталей).
Преимущества холодной сварки:
- возможность ремонта изделий, нагревать которые нельзя;
- удешевление работ за счет снижения количества отходов материала до 10 раз;
- возможность сварки без использования флюсов;
- становятся доступными работы в пожароопасных местах;
- возможность стыковки проводов без нарушения и оплавления изоляционного покрытия;
- способность получать сварное соединение со сталью и другими пластичными металлами.
Оборудование для холодной сварки:
- механизмы для необходимого закрепления деталей;
- гидравлический или механический привод для создания требуемого давления в местах сварки;
- механизмы и станки для выполнения работ.

- Методы сварки алюминия холодным способом
- Стыковой
- Точечный
- Шовный
- Сварка специальными клеящими составами
- Выбор холодной сварки
- Нюансы работы с холодной сваркой
- Преимущества и недостатки холодной сварки
- Преимущества холодной сварки
- Недостатки холодной сварки
- Холодная сварка для алюминия
- Виды холодной сварки алюминия
- Применение холодной сварки
- Возможности холодной сварки давлением
- Точечный
- Шовный
- Стыковой
- Преимущества холодной сварки клеем
- Пошаговый процесс
- Меры предосторожности
- Недостатки холодного метода
- Холодная сварка для алюминия – разновидности, советы по применению
- Холодная сварка деталей из алюминия при помощи специального клея
- Сварка деформацией – особенности технологии
- Стыковой метод
- Точечная технология
- Шовный способ
- Как варить алюминий – нюансы работы, методы, технология
- Почему алюминий сложно сварить?
- Что нужно знать при сварке алюминия
- Способы и методы, применяемые для сварки
- Режим ММА
- AC TIG
- DC MIG
- Технологическая последовательность процесса
- Подготовка
- Сваривание
- Преимущества и недостатки самостоятельного сваривания
- «Холодная сварка» для алюминия: цены, применение, отзывы
- Что представляет собой холодная сварка?
- Состав и характеристики
- Принцип сварки деформацией
- Методы холодной сварки
- Стыковая сварка
- Точечная сварка
- Шовная сварка
- Технология сварки алюминия
- Применение и особенности
- Лучшая холодная сварка для алюминия
Методы сварки алюминия холодным способом
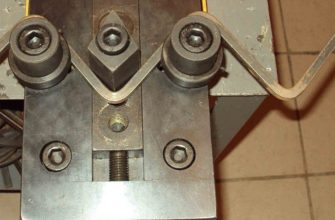
Стыковой
Последовательность операций следующая. Алюминиевые заготовки фиксируются в губках зажимных устройств. Для максимального давления торцов деталей друг на друга на зажимы оказывается осевое давление. В результате образуется соединение (сваривание) заготовок на молекулярном уровне.
Длина зажимов играет ограничивающую роль, сварка длинных и габаритных деталей становится невозможной. Иногда при таком методе используются толкающие пуансоны, зажимных губок нет – используют направляющие втулки.
Неудобства возникают при извлечении готового изделия из втулки, потому что на этом участке деформация максимальная. Второе неудобство – удаление, полученного на поверхностях деталей облоя, затруднено.
Стыковым методом надежно соединяют алюминиевую проволоку, прутки для сварки, иногда трубы. Свариваемые детали могут иметь сечение до 30 квадратных миллиметров.
Точечный
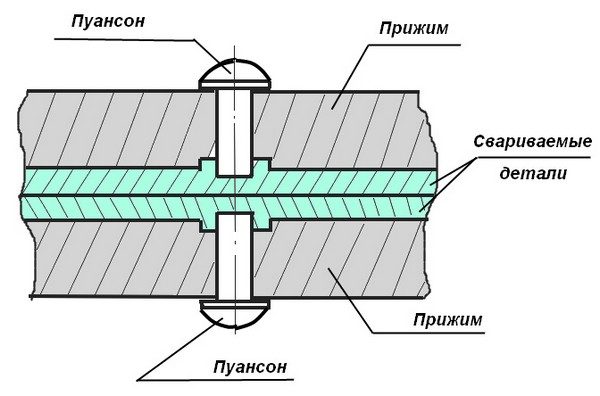
Самый распространенный, обычно не требующий специальных зажимных устройств, исключающий сильную деформацию алюминия в точках соединения метод. Обязательным является наличие пуансона – с его помощью в точке сварки формируется необходимое для пластической деформации (то есть сварки) давление.
На подготовительном этапе заготовки кладут внахлест краями. Производится разметка промежутков сварки (при необходимости). Затем, используя пуансон, выполняют основную операцию сварки. Размер сварной точки определяется соответствующим размером подвижной части пуансона.
Метод применим для негерметичной сварки листового металла до 15 мм.
Шовный
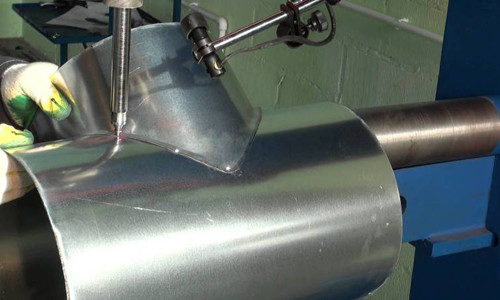
Этот метод применим для герметичного соединения листов металла без ограничения длины непрерывного сварного шва. Работа проводится на фрезерном или настольном ручном станке с помощью кольцевидных пуансонов или вращающихся роликов. Состыкованные зачищенные детали помещаются между роликами.
После сдавливания и вращения роликов детали свариваются при протяжке. При одностороннем способе давление создается между одним роликом и опорой. При двухстороннем – между парой роликов. В сечении шва толщина уменьшается – это ослабляет сопротивляемость изделий к перегибу в месте сварки, приводит к искривлениям.
Поэтому целесообразно рабочую поверхность применяемых роликов увеличить в диаметре.
Сварка специальными клеящими составами
Рассмотрим самый молодой метод холодной сварки подробнее.
Доступный в строительных и хозяйственных магазинах клей «холодная сварка» может продаваться в одно- и двухкомпонентном виде.
Основным его компонентом, отвечающим за пластичность и однородность всего состава, является эпоксидная смола.
Другими наполнителями являются металлические порошки и специфические присадки для придания клею нужных характеристик и свойств (улучшение адгезии, повышение прочности, устойчивости к разрушающим агрессивным средам и критическим температурам).
Приобрести холодную сварку можно в виде мастики, помещенной в цилиндрический тубус, или двухкомпонентной жидкости.
Подготовка к работе этих исполнений отличается:
- Похожую на пластилин мастику отделяют в необходимом количестве от основного бруска поперечным перпендикулярным резом. Затем тщательно разминают в руках. Готовая субстанция прекрасно поддается лепке.
- Во втором случае оба компонента перемешиваются в неметаллической емкости. Однородная масса готова к нанесению шпателем.
Основными усредненными характеристиками всей представленной линейки продукции являются:
- объем производственной упаковки – 57/115 грамм;
- время высыхания: первичное – 30 минут; полное – 5 часов;
- температурные пределы эксплуатации: минимальный — -40 градусов; максимальный — +300 градусов.
Внесение определенных наполнителей может изменять основные параметры клея для его узконаправленного применения.
Выбор холодной сварки
Правильный выбор марки холодной сварки является залогом получения качественного соединения. Сравнивайте параметры предлагаемого ассортимента клея с необходимыми для конкретного вида работы. Обратите внимание на универсальные составы для склеивания алюминия с другими материалами.
Внимательно читайте инструкции, советуйтесь с продавцом-консультантом, изучайте отзывы и рекомендации пользователей данного товара. В выборе поможет и информация из «всемирной паутины».
Обратите внимание на самые распространенные марки холодной сварки для алюминия: Weicon, Poxipol, Mastix, Devcon, Permatex, Loctite.
Нюансы работы с холодной сваркой
- Все процедуры с использованием холодной сварки проводятся в защитных перчатках и респираторе.
- Подготавливая смесь к работе пользуйтесь неметаллическими инструментами или предметами, чтобы клей не начинал взаимодействие еще до своего использования по назначению.
- Рабочие поверхности должны быть очищены от пыли, налета, мусора и обезжирены.
- После работы остатки клеевой массы сразу убираются или счищаются, ведь после их высыхания удаление становится длительной и трудоемкой операцией.
- Состав, полученный из двух жидких компонентов, сохнет дольше – обязательно учитывайте это перед началом эксплуатации склеенного или восстановленного изделия.
- При восстановлении глубоких дефектов или утраченных поверхностей нанесение клеящей массы выполняется слоями. Для каждого слоя, не превышающего 5 мм, необходимо выдержать цикл полного высыхания.
- Применение холодной сварки ограничивается в условиях высоких температур, повышенного давления восстанавливаемых емкостей и трубопроводов, агрессивности среды дальнейшей эксплуатации изделий.
Источник:
Преимущества и недостатки холодной сварки

Как и любой другой способ сварки, холодная сварка имеет свои преимущества и недостатки.
Преимущества холодной сварки
Холодная сварка металлов обладает рядом преимуществ, которые заметно отличают ее от всех остальных видов сварки.
Наиболее важным и отличительным преимуществом холодной сварки является отсутствие нагрева соединяемых металлов, что позволяет:
- сваривать термически разупрочняемые металлы без снижения механических свойств металла вблизи зоны сварного шва;
- сваривать электрические провода, имеющие изоляционные покрытия, либо без удаления последних (в случае эмалированных покрытий), либо при удалении на небольшом участке длины провода (в других случаях);
- вести процесс сварки в огне- и взрывоопасных средах;
- герметизировать корпуса приборов, банки, контейнеры, ампулы и другие емкости, нагрев которых недопустим.
Другими достоинствами холодной сварки являются малая энергоемкость процесса, гигиеничность, высокая производительность, простота процесса и оборудования, возможность механизации и автоматизации процесса.
Оборудование для холодной сварки значительно проще в эксплуатации любых машин и установок для дуговой, контактной, электронно-лучевой, плазменной, лазерной и других видов сварки.
Как показал многолетний опыт внедрения холодной сварки, ее успешно осуществляют операторы — сварщики невысокой квалификации. По сравнению со всеми остальными видами сварки, а также пайкой холодная сварка наиболее экономичная.
При ее осуществлении отсутствуют газовые выделения, брызги расплавленного металла, световое излучение, шум. Качество сварки не зависит от скорости приложения внешнего усилия, поэтому процесс можно вести быстро. Это открывает возможности создания высокопроизводительного оборудования.
Основные параметры холодной сварки легко программируются, что позволяет создавать машины — полуавтоматы и автоматы, пригодные для работы в автоматических линиях. Прочность зоны сварного соединения увеличивается за счет наклепа металла в процессе пластической деформации.
Например, при стыковой сварке прочность доброкачественно сваренного стыка при растяжении всегда выше прочности основного металла.
Переходное электрическое сопротивление в соединении практически отсутствует, что обеспечивает стойкость и надежность контакта между сваренными металлами.
При холодной сварке надежно соединяют разноименные металлы, например алюминий с медью, без образования в стыке хрупкой интерметаллидной прослойки, присущей соединениям этих металлов, полученных сваркой с нагревом. Замена одних деталей, подлежащих холодной сварке, другими требует, как правило, переналадки оборудования и замены оснастки.
В связи с указанными особенностями холодную сварку наиболее рационально применять в крупносерийном или массовом производстве однотипных деталей.
Недостатки холодной сварки
Основным недостатком холодной сварки является большая вынужденная деформация свариваемых деталей, достигающая для пластичных материалов 60-70 %.
В условиях холодной сварки металл сварного соединения деформационно упрочнен, а вынужденная пластическая деформация в зависимости от подготовки поверхностей находится в пределах 50-80 %. Для снижения вынужденной деформации при холодной сварке используют несколько приемов:
- повышают класс точности сопрягаемых поверхностей и чистоту обработки вплоть до полировки;
- применяют предварительный подогрев деталей до 300°С или нагрев сжимающих пуансонов до 400°С;
- повышают интенсивность сжатия вплоть до ударной нагрузки;
- применяют схемы предварительного обжатия детали вокруг силового пуансона что позволяет довести вынужденную деформацию до 10 %;
- применяют промежуточные пластичные прослойки толщиной 2-5 мм, что позволяет сваривать непластичные материалы стыковой сваркой;
- производят сварку в вакууме.
Также к недостаткам холодной сварки стоит отнести ограничение в форме и размерах деталей, небольшой диапазон свариваемых металлов, малая универсальность оборудования.
Источник:
Холодная сварка для алюминия

Алюминий успешно соединяется электродуговой сваркой покрытыми электродами или вольфрамовым стержнем в среде аргона. Но если нет возможности выполнить сварочные работы аппаратом, либо деформация от перегрева испортит конструкцию изделия, то подойдет холодная сварка для алюминия. Она бывает нескольких видов. В чем суть каждого метода и где он применяется?
Виды холодной сварки алюминия
Холодная сварка алюминия выполняется без использования сварочного аппарата и воздействия высоких температур. Для соединения двух однородных сторон и даже разных материалов применяют один из следующих способов:
- Сварка давлением. Возможна на специализированном оборудовании, где части изделия выкладываются на подставку, и прижимаются стержнями — пуансонами. Из-за сильного точечного давления происходит местное истирание оксидного слоя и устранение границы между сторонами. Молекулы перемешиваются и образуют единое соединение на данном участке. Это используется в разных отраслях промышленности.
- Сварка сдвигом. Метод аналогичен по физическим свойствам первому, но перемешивание молекулярной структуры происходит за счет оказываемого давления с горизонтальным смещением. Это дает прочное соединение и позволяет покрывать сразу большую поверхность. Метод реализуется на станках, способных выполнять требуемые манипуляции с заданной силой прижима и сдвига. Применяется в промышленных условиях.
- Сварка клеем. Химический состав, содержащий в себе эпоксидные смолы, металлический компонент, серу и другие вещества, смешивается до однородной массы и наносится на тещину или отверстие. Вещество напоминает по консистенции пластилин. Вступая в реакцию с поверхностью основного металла, средство проникает в молекулярную структуру последнего и образует прочное соединение. Использование метода возможно в бытовых условиях.
Применение холодной сварки
Холодные методы сваривания алюминия, в зависимости от способа исполнения, нашли широкое применение в разных областях производства. Сварка давлением и сдвигом на соответствующем оборудовании используется для соединения корпусов приборов, элементов автомобилей, различных подставок под инструмент и технику.
Холодный способ сварки по алюминию клеем применяется в аварийных ситуациях, когда потек радиатор из этого материала, лопнула труба, или поломалось крепление.
В этом случае метод будет представлять временную меру, пока не появится возможность заварить проблемное место аргоном.
Но если необходимо заделать дыру в корпусе автомобиля, то средство способно качественно прикрепиться к основному металлу, и его можно зашлифовать и закрасить на совсем.
Существует еще и высокотемпературная сварка алюминия. Она выполняется по схожей технологии с клеем, но средство способно выдерживать значительные температуры при последующей эксплуатации. Поэтому его можно использовать для ремонта котлов, глушителей автомобилей, выпускных коллекторов, печей. После соприкосновения с огнем, состав затвердевает еще больше, что повышает прочность соединения.
Возможности холодной сварки давлением
Что соединить один алюминиевый элемент с другим, без образования температурных деформаций, используют оборудование с прижимным механизмом. В зависимости от конструкции соединяемых деталей и требуемой прочности будущего узла, производится один из следующих видов связки материалов.
Точечный
Метод холодной сварки применяемый на нахлестных соединениях. Стороны кладут друг на друга и выставляют на подставке. Аппарат подает сверху прижимной стержень, называемый пуансон.
Он вдавливается в поверхность и образует сварную точку. Для придания крепости всей конструкции такие точки наносятся с некоторым интервалом.
Это применимо на относительно тонких листах алюминия с общей толщиной сторон до 4 мм.
Качество холодной сварки определяется не только прочностью на разрыв, но и внешним видом обработанного места.
Если деформация (глубинный след) от давления составляет 60% относительно толщины всего изделия в месте сварки, то это считается приемлемым. Сплавы алюминия с другими компонентами могут быть более мягкими, и здесь допускается значение в 80%.
Точечный метод удобен благодаря отсутствию предварительной фиксации заготовок перед сваркой. Он используется в промышленности наиболее часто.
Шовный
Сплошное соединение холодной сваркой на алюминиевых пластинах выполняется на аналогичных прижимных аппаратах, но вместо точечного стержня используются круговые пуансоны. Их диаметр зависит от требуемого кругового шва на готовой продукции. Сварка осуществляется либо давлением, либо смещением.
Вторым вариантом холодного метода с получением непрерывного шва является расположение сторон изделия на роликах, и прижим в месте сварки ответными роликами с протяжкой свариваемого материала. Вращаться могут все ролики сразу или только верхние.
У этого способа холодной сварки существует один недостаток — утончение пластин в месте скрепления. Это может спровоцировать излом и перегибы при последующей эксплуатации. Решить проблему пытаются с комбинированием диаметра и ширины прижимных роликов.
Стыковой
Сварка алюминиевых пластин или прутков сопряжением их торец в торец. Для этого стороны помещаются в зажимные губки и сдавливаются до образования молекулярной связи. Несмотря на хорошее качество шва, способ имеет недостатки в виде выпуклости в месте сварки, и ограничение максимального размера заготовки, которая зависит от глубины зажатия губок.
Преимущества холодной сварки клеем
В отличие от холодной сварки давлением, для исполнения которой необходимо промышленное оборудование, клеевой метод полимерным материалом позволяет применять его в любых условиях без дополнительной оснастки. Способ холодной сварки с клеевым средством отличается несколькими преимуществами:
- быстрота выполнения соединения, требующая 20-30 минут, при наличии сварочного материала по рукой;
- экономичность метода, обусловленная отсутствием затрат на электроэнергию;
- простота выполнения операций, описанная на упаковке сварного средства;
- большое разнообразие сварных соединений от торцевых швов до заделывания отверстий и трещин;
- способность сваривать разнородные материалы;
- экологическая чистота компонентов при утилизации;
- надежность сцепления поверхностей на молекулярном уровне;
- отсутствие деформаций, возникающих от сварки дугой или давлением.
Пошаговый процесс
Чтобы выполнить холодную сварку на алюминии или его сплавах, необходимо придерживаться рекомендаций указанных на упаковке средства. Зачастую они сводятся к следующему:
- Распечатать упаковку с холодной сваркой.
- Полимер имеет двухцветную структуру, составляющие которой находятся либо в разных емкостях, либо замотанные одна в другую. Необходимо отлить или отрезать нужную порцию вещества, визуально достаточную для покрытия трещины или отверстия.
- Средство перемешивается между собой до однородной массы. Это лучше делать в перчатках, чтобы предотвратить раздражение на коже. Смешанный состав годен для применения в течение 30 минут, при постоянном сминании, чем поддерживается его температура и пластичность.
- Свариваемые стороны необходимо обезжирить ацетоном.
- Холодную сварку наносят на место будущего соединения и поверхности крепко сжимают между собой. Необходима выдержка 40 минут до затвердевания материала.
- После этого удаляются лишние частицы вещества с боков. Это можно сделать наждачной бумагой.
- Изделие оставляется в покое еще на два часа до полной сцепки материалов.
Меры предосторожности
Несмотря на простоту и универсальность применения полимерных материалов из смолы и металлического наполнителя, требуется соблюдение ряда правил, чтобы средство не навредило здоровью. Во-первых, смешивание пластичного вещества или мастики следует производить только в перчатках. Состав способен вызвать аллергию на коже. Металлические частицы проникают в поры и содействуют воспалению.
Во-вторых, при смешивании материалов, начинается химическая реакция. Соприкасаясь с металлом, средство начинает разрушать оксидную пленку и смешиваться со структурой основного материала (алюминия).
Это содействует выделению в воздух некоторых химических компонентов. Если ими надышаться, то может закружиться голова. Поэтому такие работы рекомендуется выполнять в респираторе или на открытом воздухе. Помещение после окончания сварки необходимо проветрить.
Перемешивать компоненты до однородной массы следует осторожно. Особенно при работе с жидким средством. Попадание в глаза может вызвать сильное раздражение и воспаление оболочки. В таких случаях требуется промыть глаза большим количеством чистой воды и обратиться к окулисту.
Недостатки холодного метода
Холодная сварка полимером позволяет быстро соединить алюминиевые детали без использования сварочного аппарата или прижимного оборудования. Но этот способ имеет и ряд ограничений:
- состав, кроме высокотемпературной сварки, нельзя применять в местах работы с повышенными температурами;
- средство плохо выдерживает высокое давление (свыше 10 атмосфер);
- холодная сварка не рассчитана на агрессивную среду, и способна сопротивляться только коррозии;
- изделие, сваренное холодным методом, предназначено для статических нагрузок (постоянное давление жидкости или удержание предмета), и может разрушиться при ударах и сильной вибрации.
Применение холодной сварки позволяет быстро и экономно соединять алюминий и его сплавы. В промышленных условиях для этого используют прижимные установки, способные накладывать швы точечно или всплошную. А в бытовой ситуации сварить алюминий без аппарата возможно специальным полимерным веществом.
Источник:
Холодная сварка для алюминия – разновидности, советы по применению

Холодная сварка для алюминия может быть применена в тех ситуациях, когда нет возможности использовать электродуговую сварку в среде защитного газа.
Данная методика актуальна применительно к алюминию еще и по той причине, что заготовки из данного металла очень плохо соединяются при помощи болтов и гаек.
Под понятием «холодная сварка алюминия» может подразумеваться и способ соединения деталей из данного металла при помощи деформации, и технология, предполагающая использование специального клея.
Холодная сварка деталей из алюминия при помощи специального клея
Холодная сварка деталей из алюминия, выполняемая при помощи специального клеевого состава, – это технология, позволяющая очень быстро и без особой подготовки поверхностей получить неразъемное соединение.
Очень часто данную методику используют в тех случаях, когда необходимо устранить аварийную ситуацию и оперативно соединить алюминиевые детали.
Естественно, простота данной технологии позволяет использовать ее чаще всего в домашних условиях.
Специальный состав, который применяется для выполнения такой сварки, – это двухкомпонентный клей, выпускаемый в виде мастики или густой жидкости. Состоит такой клей (его можно приобрести практически в любом хозяйственном магазине) из эпоксидной смолы и стального порошка, который служит для упрочнения формируемого соединения.
Чтобы улучшить характеристики клеевого состава для холодной сварки (адгезия с соединяемыми поверхностями, устойчивость к высоким температурам и к воздействию агрессивных сред), в его состав добавляют специальные присадки. Благодаря их использованию свойства застывшего клеевого состава часто превосходят характеристики соединяемых деталей по своей прочности и надежности.
Любой клей для выполнения холодной сварки – как жидкий, так и в виде мастики – состоит из двух компонентов, которые необходимо смешать непосредственно перед использованием.
Следует иметь в виду, что применить смешанный состав необходимо в течение 20–30 минут (спустя полчаса он начинает активно затвердевать).
После нанесения на поверхности деталей из алюминия клеевого состава их необходимо прижать друг к другу и выдержать в таком состоянии 40–45 минут. Полное застывание состава происходит в течение 2–2,5 часов.
Чтобы в производственных или домашних условиях получить надежное соединение при использовании клея для холодной сварки, необходимо предварительно очистить и обезжирить соединяемые поверхности.
При помощи данного метода можно не только соединить плоские заготовки из алюминия, но и заварить небольшие отверстия и трещины, потратив на это минимум времени и усилий.
Соединенные при помощи клея для холодной сварки детали хорошо переносят любые механические воздействия, кроме нагрузок на разрыв.
Так, клей не рекомендуется использовать:
- в местах, характеризующихся высокими температурами;
- в тех местах, к которым предъявляются повышенные требования по экологической безопасности;
- для соединения деталей, условия эксплуатации которых часто изменяются;
- для герметизации сосудов и емкостей, находящихся под высоким давлением;
- для соединения деталей, эксплуатируемых в условиях агрессивной окружающей среды;
- для герметизации труб и сосудов, контактирующих с жидкими пищевыми средами и продуктами питания.
Следует также отметить и преимущества применения клея для холодной сварки, которые делают его очень популярным средством соединения деталей из алюминия:
- исключение окислительных процессов в месте стыка заготовок, что придает долговечности такому соединению;
- простота использования;
- минимум времени, необходимого для формирования неразъемного соединения;
- невысокая цена состава и отсутствие необходимости в использовании специального оборудования и энергоносителей.
- «PERMATEX Cold Weld»
Эффективный и весьма универсальный клей, допускающий применение с различными материалами. Отлично выдержал нагрузки на отрыв и на сдвиг в ходе испытаний. - «WURTH Liquid»
Великолепно подходит для работы с металлическими деталями. - «Abro Steel»
Хорошо подойдет для ремонта емкостей для хранения жидкостей благодаря высокой способности обеспечивать герметичность. - «Титан»
Доступная цена, отменное противодействие механическим нагрузкам. - «Cold Weld PERMATEX»
Довольно популярный состав, заслуживший немало положительных отзывов.
Сварка деформацией – особенности технологии
Детали из алюминия по данной технологии соединяют при комнатной температуре, отсюда и название – «холодная сварка».
Для того чтобы получить неразъемное соединение, заготовки подвергают значительной пластической деформации, в результате которой происходит разрушение оксидной пленки на поверхности алюминия.
Кроме того, сильное сдавливание деталей из алюминия друг с другом в процессе холодной сварки способствует тому, что между их кристаллическими решетками создаются межмолекулярные связи.
Важным условием формированием надежного соединения, получаемого по технологии холодной сварки, является тщательная очистка поверхностей заготовок и их обезжиривание. Давление, которое воздействует на соединяемые детали из алюминия, может быть статичным или с переменной вибрацией.
В зависимости от типа формируемого соединения различают холодную сварку следующих видов:
- стыковую;
- точечную;
- шовную.
Стыковой метод
Детали из алюминия при использовании данного метода холодной сварки соединяются своими торцевыми частями, которые предварительно тщательно очищают и обезжиривают.
Для того чтобы выполнить соединение по этой методике, заготовки фиксируют в специальных губках с небольшим выпуском торцевых частей, которые и будут подвергаться сдавливанию.
После того как детали надежно зафиксированы, на зажимные губки подается осевое давление, которое и сжимает торцевые части соединяемых заготовок, что сопровождается формированием надежного неразъемного соединения.
Данный способ холодной сварки, несмотря на свою простоту, имеет ряд существенных недостатков и ограничений в применении.
- Габариты зажимных устройств, используемых для выполнения такой сварки, ограничивают длину формируемого соединения.
- При сжатии деталей из алюминия пластической деформации подвергаются не только соединяемые торцы, но и та часть, которая зажата в губках.
- После получения неразъемного соединения заготовки достаточно трудно извлекаются из зажимных губок.
Точечная технология
Данная технология, предполагающая соединение деталей из алюминия внахлест, является наиболее распространенным методом холодной сварки этого металла.
Соединяемые заготовки сдавливаются в отдельных сварных точках, для чего используется специальный пуансон.
По данной технологии детали преимущественно соединяют несколькими сварными точками, расположенными с некоторым интервалом друг относительно друга.
Качество холодной сварки, выполняемой по точечной технологии, напрямую зависит от степени деформации алюминия в области сварной точки.
В числовом выражении данный параметр характеризует соотношение между толщиной соединяемых деталей и глубиной, на которую в металл вдавливается пуансон.
Существуют нормативы, согласно которым данный параметр для алюминия должен составлять 60–70%, а для сплавов на основе данного металла – 75–90%.
Точечная холодная сварка, с помощью которой можно соединять достаточно габаритные листы из алюминия и сплавов на основе данного металла, обладает рядом преимуществ.
- Соединяемые детали не нуждаются в предварительной фиксации в специальных зажимных устройствах.
- Алюминий деформируется на очень небольших локальных участках – сварных точках.
Шовный способ
При использовании данного способа холодной сварки место соединения заготовок из алюминия приобретает форму сплошного шва, который формируется при помощи вращающихся роликов или пуансона с рабочей частью в форме кольца.
Предварительно очищенные и обезжиренные детали из алюминия, которые необходимо соединить при помощи холодной шовной сварки, помещают между одним подвижным и одним неподвижным роликами (односторонняя сварка), либо между двумя подвижными роликами (двухсторонняя сварка). После сдавливания роликов и металла под ними на требуемую глубину подвижные ролики начинают вращаться, что приводит к перемещению соединяемых заготовок и формированию сплошного шва.
Использование данной технологии позволяет заварить даже очень габаритные листы из алюминия, но наличие сплошного вдавленного в металл шва серьезно ослабляет конструкцию. Именно по этой причине, когда необходимо соединить холодной сваркой плоские листовые конструкции из алюминия, используют шовно-точечную технологию.
Она подразумевает получение соединения при помощи вращающегося ролика, на котором расположены рабочие выступы, оказывающие давление на свариваемый металл. Шов в таком случае выглядит не как сплошная линия, а как прерывистая цепочка сварных точек, которые очень незначительно ослабляют конструкцию.
Источник:
Как варить алюминий – нюансы работы, методы, технология
Алюминий, а также его многочисленные сплавы используются повсюду. Он имеет низкий вес и превосходные механические параметры сплавов, а также хорошую тепло- и электропроводность. Эти отличные качества имеют одно нивелирующее их свойство – трудность сваривания.
Для облегчения этого процесса используются специальные электроды и особые методы работы. Необходимость сварки алюминия возникает не только в бытовой сфере, но и в производстве. Обеспечить дома все необходимые условия для сварочной процедуры довольно затруднительно, однако вполне возможно.
Перед тем как варить алюминий следует ознакомиться с его параметрами и основными принципами сварки.
Почему алюминий сложно сварить?
Сложность варки алюминия и его разнообразных сплавов заключается в особенности его характерных свойств. На нем постоянно присутствует окисел, который плавится при гораздо большей температуре, чем сам металл. В сварной зоне расплавленный алюминиевый материал практически сразу покрывается окислительной пленкой, мешающей формированию правильного сварного шва.
Это определяет особенности сваривания деталей, где необходимо защищать сварной участок от взаимодействия с воздушной средой. Для этих целей применяется аргон. Расплавленная алюминиевая масса имеет высокую текучесть, которая мешает образованию правильной сварочной ванны. Чтобы нивелировать данное свойство используются разнообразные теплоотводящие подкладки.
Алюминиевый состав содержит водород в растворенном виде, высвобождающийся наружу при выполнении сварочных работ. При этом на швах создаются поры, а также трещины кристаллизационного типа.
На качество соединений влияет и находящийся в составе кремний, снижающий шовную прочность при охлаждении деталей.
Алюминиевый материал обладает высоким линейным расширением, что влияет на сильную усадку металла во время остывания и возникновению деформаций свариваемых изделий. Перед тем как сварить алюминий в домашних условиях, учтите эти нюансы.
Для сварки этого металла, а также его сплавов используется сварочный электроток высоких значений. Это обусловлено повышенной теплопроводностью материала.
При этом значение тока для стали требуется практически в 1,5 раза меньше. Соединение алюминиевых и сплавных деталей осложняется еще и тем, что трудно определить точную марку свариваемых элементов.
Это делает затруднительным выбор необходимого сварочного режима и подбор метода соединения.
Что нужно знать при сварке алюминия
Чтобы понять, как заварить алюминий в домашних условиях, следует ознакомиться с некоторыми особенностями работы.
Варить этот металл, а также его сплавы можно не только при помощи аргона, но и другими методами с получением сварного шва хорошего качества. Наиболее приемлемым считается стыковое соединение при сваривании изделий.
Нахлесточные и тавровые типы соединений сваркой нежелательны, так как увеличивается вероятность попадания в зазоры шлака, который ускорит коррозионные процессы.
Перед сварным процессом необходимо провести правильную подготовку алюминиевого изделия. Для этого удаляется оксидный слой и принимаются меры, препятствующие его повторному образованию. По окончании сваривания деталей обязательно выполняется промывка обычной водой шва для удаления шлака.
Массивные элементы с толщиной более 3 мм подвергаются дополнительной обработке с созданием в месте соединения кромок V-образного типа под углом 60°. Перед свариванием металл прогревается до температуры порядка 150-250 °С. Учтите, что изделия из чистого алюминия соединяются лучше, чем из его сплавов с входящими в их состав марганцем и магнием (силумин и дюралюминий).
Способы и методы, применяемые для сварки
Сваривание алюминиевых элементов выполняется различными способами, которые отличаются использованием разнообразного оборудования и материалов. Кроме того, применяются особые средства предохранения сварной области, к которым относятся флюсы, а также инертные газы.
Среди нескольких методов, использующихся при сваривании металлов на производстве и в бытовых условиях наиболее приемлемы три вида:
- режим ММА;
- AC TIG;
- DC MIG.
Режим ММА
В этом режиме применяются специальные электроды с покрытием особым составом. Эти работы используются для получения неответственных соединений конструкций с толщиной металла свыше 4 мм.
При этом способе сваривания получается невысокое качество шва, который имеет низкую прочность и высокую пористость. В процессе сваривания происходит повышенная разбрызгиваемость металла, а также плохое отделение остывшего шлака.
Электродным способом данного типа сваривают как чистый технический металл, так и его различные сплавы.
AC TIG
Данный метод применяет вольфрамовые электроды, а также дополнительную защиту сварной области облаком инертных газов.
Он использует аппараты, выдающие высокочастотный переменный ток для облегчения зажигания электрической дуги. Эти устройства снабжаются некоторыми функциями, влияющими на качество сварных работ.
К ним относится регулировка частоты выходного тока переменного значения, а также его баланс.
Перед тем как сварить алюминий инвертором, следует ознакомиться с некоторыми нюансами. Регулирование помогает получить фокусирование ширины дуги для получения возможности сваривания труднодоступных мест. Помимо этого, она облегчает работу с тонким материалом. Баланс предоставляет возможность управлять раскислительным процессом алюминия, который еще называют «очищением».
DC MIG
Для соединения изделий применяется полуавтомат с механизмом подачи сварочной проволоки. Выполнение сварки происходит в защитной газовой среде. Чтобы правильно понять, как варить алюминиевое изделие полуавтоматом, необходимо понять специфику.
Данный способ несколько отличается от работы со стальными материалами. Высокая теплопроводность алюминиевых изделий требует усиления контроля над скоростью подачи сварной проволоки, а также мощностью дуги.
Использование полуавтоматов позволяет получить качественный алюминиевый сварочный шов при достаточно высокой производительности.
При сваривании алюминиевых материалов необходимо соблюдать условие удаления окислительной пленки на соединяемом участке. Это выполняется при использовании переменного или же постоянного электротока обратной полярности. При этом осуществляется катодное воздействие, которое разрушает слой окисла. Прямая токовая полярность не будет проводить разрушающее воздействие на оксидную пленку.
Технологическая последовательность процесса
Соблюдение всех правил технологии позволяет уяснить, как правильно сварить алюминий и получить качественный, прочный шов вне зависимости от применяемого метода.
Подготовка
Перед началом сварочных работ необходимо выполнить подготовку кромок изделий для соединения. Данный процесс проходит в несколько этапов.
Сначала соединяемые поверхности очищаются от масла, жировых пятен, грязи. В этом превосходно поможет ацетон, а также уайт-спирит, авиабензин или же прочие растворители.
После этого выполняется разделка соединяемых граней (при толщине деталей более 4 мм). При электродной сварке данная процедура выполняется для изделий с толщиной, превышающей 20 мм.
Торцы металлических листов до 1,5 мм отбортовываются перед выполнением соединения.
Удаление слоя окисла производится щеткой с ворсом из стали нержавеющего типа или напильником. Ширина обрабатываемой зоны составляет порядка 30 мм. Эту процедуру можно выполнить с помощью разнообразных химических средств: бензином или каустической содой. После содовой обработки участок обязательно промывается обычной проточной водой.
Сваривание
Электродная сварка алюминиевых изделий (режим ММА) выполняется электродами марок УАНА, а также ОЗАНА. Они предназначены для соединения всех видов сплавов легкого металла. Эти марки используются взамен устаревших ОЗА.
Перед тем как варить алюминий электродом, требуется предварительный прогрев металла ориентировочно до 300 °С при небольшой толщине и на 100 °С больше для работы с массивными изделиями.
Это позволит получить хорошую проплавку металлического изделия, а также избежать коробления и возможного возникновения трещин.
Сваривание электродами необходимо выполнять непрерывным швом для избегания обрывов дуги и появления шлаковой корки. Чтобы понять, как сваривать алюминий особыми электродами, ознакомьтесь с соответствующим видеоматериалом.
Применение метода AC TIG является наиболее распространенным.
В нем используются электродные вольфрамовые стержни диаметром от 1,6 мм и до 5 мм, а также присадочные прутки с диаметром до 4 мм, а также аппарат инверторного типа.
Для защиты от внешней среды применяется высокоочищенный гелий или же аргон. Для питания дуги служит источник тока переменного типа, который способствует активному разрушению слоя окиси.
Между электродом и горизонталью выдерживается угол порядка 75 °, между электродным стержнем и присадочным прутком – приблизительно 90 °. Длина сварной дуги составляет приблизительно 2 мм. Горелка должна передвигаться сзади присадочной проволоки, которая подается небольшим возвратно-поступательным ходом.
Лист из соединяемого материала ложится на специальную прокладку из стали или же меди, которые отводят получаемое тепло. Сварная ванна должна иметь небольшие размеры, а скорость выполнения сварки подбирается в соответствии с расходом газа, а также выбранной величиной электротока. За 5 секунд до зажигания дуги начинается подача аргона, а выключается по истечении 6 сек. после ее обрыва.
При использовании режима DC MIG применяется полуавтомат импульсного типа. Чтобы понять, как заварить алюминиевый материал полуавтоматическим агрегатом, следует понять его принцип работы. Высокое напряжение после разрушения оксидного слоя падает до обычной величины.
Капли электродного материала «впечатываются» внутрь сварной ванны, что обеспечивает высокое качество шовного соединения. Стоимость таких агрегатов весьма высока, поэтому некоторые умельцы обходятся обычными полуавтоматическими устройствами с небольшими доработками.
Сварочная проволока, использующая в данном режиме должна полностью соответствовать алюминиевому материалу. Это указывается в ее технических параметрах.
Преимущества и недостатки самостоятельного сваривания
Выполнение самостоятельной сварки алюминиевых изделий без привлечения профессионалов требует строгого соблюдения технологического процесса. Для начинающих это будет весьма тяжелое испытание, которое может закончиться неудачей. Однако, приобретя некоторый опыт и изучив теорию, можно добиться вполне хороших результатов.
К преимуществам сваривания в домашних условиях относится удешевление процесса при наличии соответствующего оборудования, получение моментального результата собственной работы.
Помимо этого, дома гораздо проще применять подручные приспособления, отсутствуют высокие качественные нормы, так как требования к соединению невысоки.
Перед тем как начинать сваривать алюминий дома, необходимо ознакомиться и с другой стороной данного процесса.
Кроме достоинств сварки в домашних условиях присутствуют и недостатки. Это пониженное качество соединений, сложности в подборе расходных материалов, отсутствие передовых технологий.
Помимо этого, хранение электродов может не вполне соответствовать их рекомендованным условиям, а полученный сварочный шов практически невозможно точно диагностировать.
При бытовых работах весьма сложно соблюдать все требования безопасности, что чревато тяжкими последствиями.
Внимательно изучив теорию и получив практику, можно создавать сварные алюминиевые соединения с высокой прочностью и надежностью.
Источник:
«Холодная сварка» для алюминия: цены, применение, отзывы
Алюминий – легкий металл, применяемый в промышленности в течение многих десятилетий. За этот период времени было установлено, что холодная сварка для алюминия и его сплавов – единственный способ соединения заготовок.
Что представляет собой холодная сварка?
Холодная сварка — способ соединения деталей из металла, которое производится без нагревания, под давлением. Склеивание осуществляется за счет пластичной деформации массы и ее проникания в свариваемые поверхности.
Холодная сварка для алюминия широкодоступна и не нуждается в специальной подготовке и сложном оборудовании. Процесс совершается непосредственно в помещении, при комнатной температуре.
Не требуются никакие источники нагрева, используемые дуговой сваркой.
Состав и характеристики
Холодная сварка, по сути, является клеем для металлов и может иметь однокомпонентный или двухкомпонентный состав, в который входят:
- Эпоксидные смолы, составляющие основу сварки и отвечающие за однородность и пластичность состава.
- Металлический компонент в качестве наполнителя.
- Дополнительные вещества и присадки, улучшающие адгезию, устойчивость к агрессивной среде, температурные характеристики и так далее.
Прочность зависит от его состава, правильности использования и качества подготовки поверхности.
При подходящих условиях место соединения бывает даже прочнее соединяемого металла, но, как показала практика, шов после склеивания на порядок менее прочный, чем при традиционной сварке. Потому ее рекомендуется применять только для небольшого ремонта.
Клей «Холодная сварка для алюминия» встречается практически в каждом хозяйственном магазине – огромное число зарубежных и отечественных производителей выпускают этот состав, отличающийся между собой только внешним оформлением.
Мастика, как правило, продается в виде двухслойного бруска, который напоминает пластилин, или для удобства помещена в цилиндрическую упаковку.
Перед сварочной работой от куска отрезается (строго перпендикулярно) нужное количество. Элементы сварки после разминания пальцами рук быстро наносятся на нужный участок.
Принцип сварки деформацией
Склеивание алюминиевых поверхностей производится благодаря пластической деформации.
Соединяемые предметы при холодной сварке очень плотно друг с другом сдавливаются, в результате чего происходит разрушение внешнего слоя, возникает межмолекулярная связь, образующая прочное соединение.
Для обеспечения лучшего возникновения связи детали желательно заранее обезжирить, очистить от пыли.
Методы холодной сварки
Технологию соединения алюминия холодным способом можно разделить на 3 метода:
- стыковой;
- точечный;
- шовный.
Стыковая сварка
При данном методе алюминиевые заготовки помещают и зажимают в специальные губки. Далее к ним подается усилие, которое направлено по оси. Вследствие этого детали максимально плотно сближаются, и происходит пластическая деформация.
Такой метод обладает некоторыми недостатками:
- соединить длинные детали практически невозможно, потому как их размер ограничен конструкцией зажимного устройства;
- часть заготовок, находящаяся во втулке-зажиме, деформируется;
- трудно извлекать из зажимов детали.
Точечная сварка
Этот способ используется для сваривания алюминиевых заготовок внахлест. Используются специальные пуансоны. Место расположения вдавливаемых пуансон называется сварной точкой. Сварные точки располагают по линии соединения через некоторый интервал.
Преимуществом этого метода является отсутствие необходимости предварительного закрепления деталей и низкая деформация металла в соединенных местах. Это наиболее распространенная холодная сварка для алюминия. Она может производиться без зажатия или на закрепленных деталях.
Шовная сварка
Для образования сплошного шва при таком методе сварки могут использоваться ролики, между которыми располагают соединяемые заготовки или кольцевидные пуансоны.
Сварка может выполняться либо одним вращающимся роликом, который придавливает алюминиевые детали к опоре, либо двумя вращающимися роликами, которые зажимают детали между собой.
В зависимости от сечения деталей роликовый шов может делаться на фрезеровальном или ручном настольном станке.
При таком методе соединения получается шов без отбортовки, однако его недостаток – истончение сечения деталей в месте шва, что приводит к перегибу и искривлению заготовок в этом месте.
Уменьшить такой недостаток можно за счет увеличения диаметра рабочей поверхности роликов. Или же использование этого метода лучше избегать.
Технология сварки алюминия
Сварка сдвигом – метод холодной сварки алюминия. Выполняется способом сдавливания с тангенциальным смещением. В результате данного процесса сдираются все окисные пленки, образуя мостики соединения.
Этот метод применяется в промышленных условиях для соединения проводки и троллейбусных проводов, корпусов радиоприборов, оболочек кабелей, разных каркасов для бытовых приборов. Отличный результат получается при сваривании алюминия с его сплавами (при условии соблюдения чистоты поверхностей заготовок).
В случае самого малейшего загрязнения достичь хорошего качества соединения практически невозможно.
Чтобы получить хорошее качество соединения, следует осадочное давление приложить так, чтобы металл мог свободно вытекать с двух сторон от места сварки. Только выполнение такого условия позволит добиться правильного смещения деталей относительно друг друга.
Шов на листовом алюминии можно выполнить:
- прямым;
- круговым;
- непрерывным (любой длины).
Применение и особенности
Перед работой следует очистить поверхность при помощи стальных вращающихся щеток. Сваривание алюминия можно производить с различным металлом. Довольно часто применяется сварка алюминиевых труб. В лабораторных условиях удалась попытка осуществить сварку с помощью штампов алюминия и стали.
За холодной сваркой наблюдается большое будущее. Несмотря на то что сейчас разрабатываются новые методы использования тока высокой частоты, такие установки получаются достаточно дорогостоящими, а их коэффициент полезного действия все также остается на довольно низком уровне.
Сварка и пайка могут выполняться под воздействием индуктированных токов. При сваривании постоянным током алюминия можно действовать следующим образом: в раствор щелочи опустить два стержня, затем пропустить постоянный ток. В результате произойдет быстрое разогревание минусового стержня. Теперь следует вынуть стержни и сделать осадку.
Этот способ применяют в лабораториях. В промышленности своего места он не нашел.
Когда производится холодная сварка для алюминия, внешнего нагрева деталей нет. Это позволяет соединять в изоляции электропровода, проводить работы в огнеопасной зоне, заделывать пробоины в емкости, которую нельзя нагревать. Кроме того, возможно соединение алюминия со сталью.
При использовании холодной сварки по алюминию можно сократить отход металла практически в 10 раз. Применяя оборудование для сварки алюминия, вместе соединяют медь и титан, а также иные металлы и сплавы, обладающие пластичностью. Для сварки алюминия далеко не всегда нужны флюсы.
Точечной сваркой можно соединять листовой металл толщиной до 15 мм.
Стыковым методом соединяются прутки с сечением до 30 мм и проволока этого же диаметра. Холодная сварка для алюминия высокотемпературная способна соединить полоски из меди сечением 100 х 10 мм очень прочным швом.
Сварка алюминия холодным методом предназначена для стационарных условий. Оборудование может иметь механизм осадки, гидропривод, механизм зажатия деталей.
В состав холодной сварки для бытовых нужд входят наполнители, эпоксидные смолы, серные добавки. У полимерного состава имеется свойство склеивания, которое появляется при небольшом нагреве. Его можно получить путем разминания куска вещества в ладонях на протяжении нескольких минут. Затем массу можно наносить на место соединения деталей.
Такой вид сварки применяют при выполнении мелких ремонтов бытовых приборов, сантехники, стояков, радиаторов, окон, глушителей, топливных баков и т. д.
Масса после схватывания способна принимать, если ее обработать, любую форму. Полное застывание наступает через 1-8 час. Детали после этого можно красить.
Холодная сварка для алюминия отзывы людей, неоднократно ее использовавших, получила самые положительные. Проанализировав их, можно сделать вывод, что долговечность и качество соединения, как правило, полностью зависят от выбранного клеевого состава и правильности выполнения технологии.
Холодная сварка алюминия в СПб осуществляется как в специализированных автомастерских, так и самостоятельно на дому. Упаковка материала стоит от 38-40 рублей.
Лучшая холодная сварка для алюминия
Она специально предназначенная для ремонта агрегатов и деталей автомобиля из алюминия, силумина и дюраля.
Быстроотверждаемая холодная сварка «Полирем-Алюминий», формулу которой специально разработали для лучшей адгезии к алюминию и его сплавам, дает возможность проведения качественного и надежного ремонта алюминиевых деталей, без применения сварочного аппарата.
Применяя эту холодную сварку, можно эффективно и быстро отремонтировать:
- алюминиевые крылья автомобиля;
- радиаторы автомобиля;
- трубопроводы из алюминия или сплавов;
- головки цилиндров авто;
- панели кузова и прочие детали автомобилей.
Холодная сварка для алюминия, цена которой зависит от упаковки и составляет от 40 руб., специально содержит наполнитель, обеспечивающий составу усиленную адгезию именно к алюминию и его сплавам.
Теперь не нужно возиться со сварочным аппаратом — просто можно взять холодную сварку для алюминия, замешать состав руками и приступить к ремонту.
Источник: