Один из более востребованных методов обработки металла, является метод придания материалам необходимой при помощи профилегибочных станков.
Профилегибочные станки используются в металлургической индустрии крайне длительное время, они имеют большое количество разновидностей и способны применяться в процессе работ любого объема и сложности.
Профилегибочные станки используются для сгибания профиля: балок, швеллеров, уголков, труб, и непосредственно для цельных заготовок прямоугольного сечения и прутков.
Профилегибочные станки работают по следующей схеме: профильный или любой другой материал подается в рабочие валки.
Выполняя вращение, они выполняют давление на заготовку, при этом придавая, ей необходимую толщину или выполняют сгибание до нужной формы.
Новейшие прокатные станы выполняют работу как с остывшими, так и с нагретыми материалами. По своему принципу работы данное оборудование напоминает трубогибочный станок.
В производстве металлочерепицы применяются станки похожего типа действия.
Особое значение играет и количество валков, установленных в клеть. Наиболее простая конструкция состоит из двух валков. Данные профилегибочные станки способны применяться непосредственно для более легких работ. Профилегибочные станки включают в себя несколько клетей, поскольку за один прогон через валки заготовка не способна принять необходимый вид.
В зависимости от количества валков и многофункциональных способностей профилегибочные станки классифицируются на несколько видов. А именно, следует выделить, что некоторые прокатные станы имеют возможность выполнять вращение валков только в одну сторону, другие – в обе. Исходя из этого, первые считаются нереверсными, а вторые – реверсными.
Остановимся на трехвалковом профилегибочном станке с гидравлическим перемещением верхнего валка Профильное изделие фиксируется между тремя валками, два из которых подвижны относительно третьего. Все валки снабжены гидродвигателями и имеют в комплекте специальные насадки, которые подходят для любого сечения профиля либо другого используемого материала.
Вертикальное перемещение верхнего валка выполняется при помощи гидравлического привода, что дает возможность задавать нужный радиус в процессе гибки. С боковых сторон станка установлены вспомогательные ролики для контроля за продвижением детали и пропорциональной гибки.
Данные станки способны укомплектовываться ЧПУ на русском языке, что увеличивает максимальную точность и комфортность работы, значительно уменьшает длительность обработки. Легкость настройки разрешает выполнять всевозможные процессы без смены роликов. Данный станок сочетает в себе эргономичность, универсальность и надежность.
Трехвалковые профилегибочные станки пользуются хорошим спросом на любом производстве, где необходим гибочный станок для производства несложных изделий.
Основное предназначение данных станков заключается в производстве кольцевых деталей небольшого диаметра из полос, прессованных и горячекатаных профилей из мягких и жаростойких сплавов в нагретом виде и для формовки профилей из лёгких металлов способом изгиба по оправке с одновременным осевым растяжением. Применяя профилегибочные станки существует возможность производить детали одинарной и знакопеременной кривизны с симметричными и асимметричными контурами.

- Отличительные возможности трехвалковых профилегибочных станков
- Комплектация профилегибочного станка
- Сборка профилегиба своими руками
- Основное предназначение
- Конструкционные особенности
- Принцип работы
- Порядок сборки
- Ручной профилегиб своими руками: чертежи, размеры. Ролики для профилегиба
- Зачем нужен профилегиб?
- Что конструктивно собой представляет профилегиб?
- Разновидности
- Как работает устройство?
- Типы профилегибов: электрический
- Гидравлический
- Ручной
- Разновидности ручных станков
- Как сделать профилегиб своими руками
- Рекомендации по изгибу заготовки в зависимости от нагрева
- Недостатки самодельных станков
- Как сделать ручной профилегиб своими руками из подручных материалов
- Какие заготовки можно гнуть профилегибом
- Варианты изготовления
- Что учесть
- Несколько замечаний
- Изготовление профилегиба и трубогиба своими руками
- Классификация гибочного оборудования
- В соответствии со способом изгибания труб
- По характеру мобильности
- Особенности изготовления профилегиба и трубогиба своими руками
- Способы формирования изгибов
- Трубогиб для профиля: виды, особенности создания своими руками, чертежи
- Принцип работы трубогиба
- Функция устройства
- Классификация профилегибов
- Особенности конструкции и характер действия гибочных станков
- Требуемый материал и инструментарий
- Варианты создания ручных профилегибочных станков
- Вариант 1
- Вариант 2
- Собственный ручной профилегиб – план изготовления, чертежи
Отличительные возможности трехвалковых профилегибочных станков
- Станки с тремя электроприводными валками — выполняют замечательное качество изгиба. Поверхность изделия не портится благодаря гладкой поверхности валков
- Крепкая литая станина обеспечивает стабильность и надежность каждого узла. Конструкция станины дает возможность устанавливать станок как горизонтальное положение , так и в вертикальное
- Гидравлический привод верхнего валка, благодаря которому работать стало быстрее, надежнее и удобнее. Упрощенная программа работы «от кнопки» или под управлением ЧПУ-программы способна выполнить высокую точность и повторяемость деталей, снизить до минимума количество выходящего брака
- Две скорости вращения валков, разрешают выбрать более подходящий режим для работы со всевозможными материалами и их геометрической формой
Комплектация профилегибочного станка
- Комплект стандартных валков
- Выносной пульт управления
- Набор инструментов
- Механическая боковая поддержка
- корпус из высокопрочной стали с возможностью выполнять работу в горизонтальном и вертикальном рабочем положении
- ножная педаль с кнопкой аварийной остановки
- электрический привод через коробку передач на нижние валы
- ручное позиционирование верхнего вала
Наряду с этим станком, в промышленности используют и универсальные прокатные станы. В их стандартной комплектации находятся сразу и горизонтальные, и вертикальные валки. Что способствует обрабатыванию заготовки одновременно с четырех сторон.
Источник:
Сборка профилегиба своими руками
 В хозяйстве каждого домашнего мастера должен быть весь необходимый инструмент и оборудование, которые позволят ему выполнять самую разную работу, а поэтому есть смысл поговорить о том, как быстро сделать профилегиб своими руками.
В хозяйстве каждого домашнего мастера должен быть весь необходимый инструмент и оборудование, которые позволят ему выполнять самую разную работу, а поэтому есть смысл поговорить о том, как быстро сделать профилегиб своими руками.
Очень часто может возникнуть необходимость согнуть по заданным характеристикам металлический профиль.
На крупных промышленных предприятиях и в профессиональных мастерских для этих целей используется специальное станочное гибочное оборудование, которое позволяет сделать эту работу максимально быстро и при минимальных физических усилиях.
Конечно, данный ручной агрегат можно приобрести и заводской сборки, однако стоит он далеко не дешево.
Для использования в условиях дома, гибочное устройство для металлических профилей можно попробовать собрать самостоятельно.
Следует отметить, что ручные самодельные гибочные агрегаты, которые были собраны по всем правилам, по своим рабочим параметрам и техническим характеристикам практически ни в чем не уступают профессиональным станкам.
Перед тем как приступить к самой сборке агрегата, необходимо хорошо изучить его конструкционные особенности и понять основной принцип работы.
Основное предназначение
В настоящее время универсальный профилегиб активно используется для самых разных целей. Данный станок заводского изготовления может быть как ручной, так и электрический.
Без него не обходится производство труб из различных материалов, начиная от пластика и заканчивая стальными и медными трубами.
При помощи профилегиба осуществляется прокладка систем водо- и газоснабжения, а также кабелей.
Кроме этого, данный инструмент используется и в бытовых целях при необходимости сделать изгиб профилей из металла.
Ручной станок может с легкостью придать необходимую форму различным балкам, заготовкам с самым разным сечением, а также трубам и уголкам, швеллерам и другим материалам различной толщины.
Данный инструмент может охватывать как часть обрабатываемого профиля, так и всю заготовку целиком.
Собранный по всем правилам самодельный станок для работы с профилем, может изогнуть практически любую заготовку под различным углом.
Данные устройства проводят обработку металлической поверхности путем холодного проката, при этом предварительное нагревание не требуется.
Ручной гибочный станок позволяет на выходе получать детали как одинарной, так и знакопеременной кривизны с самыми разными контурами.
Ручной инструмент, состоящий из специальных роликов, делает изгиб необходимой конфигурации всего за один прокат.
При помощи него можно проводить необходимую обработку профильных заготовок, как в горизонтальных, так и в вертикальных плоскостях при минимальных физических усилиях.
Кроме этого, при необходимости на оборудовании данного класса можно быстро придать детали спиральную форму.
Данные устройства способны максимально качественно выполнить при необходимости как открытый, так и замкнутый контуры, а также контуры с плавным переходом.
Процесс сгибания металлической заготовки в профилегибе производится по радиусу.
Для того чтобы согнуть металлический профиль в заданном направлении, нужно прокатать деталь между роликов и одновременно с этим выполнить поджим.
Конструкционные особенности
Если взглянуть на чертеж станка, предназначенного для изгибания различных типов профилей, то можно увидеть достаточно простую конструкцию, состоящую из минимального набора элементов.
Данный станок достаточно легко при необходимости транспортируется, имеет компактные размеры и сравнительно небольшой вес.
Оборудование может быть дополнительно оснащено либо механическим, либо электрическим или гидравлическим приводами.
Наиболее популярные модели профилегибов состоят из специальных роликов и условно делятся на четыре основные группы, в зависимости от расположения самих роликов и механизма их работы.
Каждая модель данного типа инструмента предназначена для работы с определенными видами материалов, а также для выполнения различных типов изгибов.
В ручном профилегибе усилие на профиль передается непосредственно через специальный рычаг, который крепится на станину, имеющую жесткую конструкцию.
Те модели оборудования, у которых подвижный роликовый механизм расположен с левой стороны, как правило, используются при производстве спиралей, и допускают минимальное отклонение от заданного угла.
Некоторые устройства данного класса дополнительно оснащаются управляющими блоками ЧПУ и в этом случае их функциональные возможности возрастают в несколько раз.
Помимо основных функций, в таких профилегибах можно контролировать не только градиент гибки, но и гнуть заготовки, используя чертеж.
Кроме этого, в станки с ЧПУ можно предустановить некоторые отдельные функции, и тем самым повысить общую производительность.
В том случае, если возникает необходимость работы с большими профилями, то используются профилегибы с нижними подвижными роликами, расположенными в боковой части станка.
В этом случае такие устройства оснащаются приводами гидравлического типа. Наиболее сложная конструкция у тех станков, у которых все ролики могут двигаться.
Такие универсальные профилегибы могут решать практически все задачи без каких-либо проблем.
Принцип работы
Основным и главным отличием профилегиба от других аналогичных агрегатов является то, что он осуществляет гибку заготовок посредствам холодного проката без загиба.
Вне зависимости от своих конструктивных особенностей, все устройства данного типа работают по одному и тому же принципу.
Перед началом работ инструмент нужно в обязательном порядке хорошо раскрепить, используя при этом анкерные болты.
Также проводится внимательная проверка роликов. Они должны быть тщательно очищены от грязи и всевозможной смазки.
После этого агрегат нужно несколько раз обкатать в холостом режиме.
В случае выявления каких-либо неисправностей и дефектов в работе профилегиба, они устраняются до начала проведения работ.
Производит необходимые операции по изгибу металлических профилей можно только на исправном инструменте. Перед началом работ также осуществляется проверка деталей, которые будут изгибаться на агрегате.
Заготовка должна быть чистой и иметь одинаковую прочность по всей своей площади. После этого производится настройка роликов станка непосредственно под выполняемую работу.
Для этого отдаются крепежные гайки опорных, а также прижимных роликов, после чего они монтируются на валы через шпонку и прочно закрепляются.
Сама заготовка должна быть прочно зажата в пространстве между валами устройства и только после этого проводится прокатка, за счет которой и происходит необходимый изгиб.
Следует отметить, что в этом случае радиус кривизны для профиля задается при помощи поднятия и опускания вала, расположенного в верхней части профилегиба.
В устройстве ручного типа все необходимые действия на станке производит оператор.
Порядок сборки
Для сборки профилегиба, в первую очередь, необходимо сделать чертеж будущего изделия, на основании которого и будет осуществляться вся сборка.
Чертеж должен быть максимально правильным и подробно расписывать каждый узел самодельного агрегата.
Также необходимо подготовить инструмент и материал, которые потребуются в процессе сборки. На первом этапе необходимо будет сделать основание, после чего на нем следует раскрепить ролики.
После этого на земле следует сделать небольшую площадку, на которой укрепить ненужные обрезки труб.
При изгибе трубы на самодельном профилегибе, ее внутреннее пространство необходимо предварительно набить песком. Это поможет минимизировать риск возникновения различных дефектов и трещин.
Собрать ручной профилегиб самостоятельно достаточно просто.
Для этого под руками необходимо иметь соответствующий чертеж и весь необходимый материал и инструмент.
Работу следует выполнять в заданной последовательности и тщательно контролировать каждый этап сборки.
Источник:
Ручной профилегиб своими руками: чертежи, размеры. Ролики для профилегиба
 Многие из тех, кто привык производить работы по дому своими руками, знает, что в строительстве, как и в ремонте, обойтись без металлических профилей и труб бывает попросту невозможно. Зачастую может понадобиться изогнуть данные материалы, причем в соответствии с определенными формами и размером.
Многие из тех, кто привык производить работы по дому своими руками, знает, что в строительстве, как и в ремонте, обойтись без металлических профилей и труб бывает попросту невозможно. Зачастую может понадобиться изогнуть данные материалы, причем в соответствии с определенными формами и размером.
Для таких нужд предназначены различные инструменты для изгиба. Предлагаемые на рынке готовые станки — весьма недешевое удовольствие. Для того чтобы сэкономить, можно сделать профилегиб своими руками. Такой инструмент непременно поможет вам в хозяйстве, однако, прежде всего, нужно определиться – действительно ли он вам необходим.
Рассмотрим принцип работы этого ручного станка, его разновидности, научимся изготовлять профилегиб своими руками.
Зачем нужен профилегиб?
Список задач, с которыми может справиться этот инструмент, огромен. При прокладке кабеля или трубопровода для систем газо-, водоснабжения наверняка потребуется гнуть трубы. Для таких целей профилегиб просто незаменим, без него процесс монтажа превратится в муку.
Металлические профили для любых строительных нужд отлично поддаются деформации этим инструментом. Различные уголки, швеллеры и арматура не устоят перед натиском профилегиба в рамках задач стройки и ремонта.
Также гибочные станки широко используются в производстве различных труб и профилей, будь то ПВХ или стальные трубы, медные или алюминиевые.
Станок, в том числе и профилегиб, своими руками изготовленный, делает возможным деформацию детали без ее нагрева, то есть используется принцип холодного проката. Очень весомое преимущество заключается в том, что понадобится один прокат для того, чтобы деталь была готова. С его помощью можно выполнить окружность, спираль или другие разнообразные формы из металлической заготовки.
Без этого инструмента в наши дни вряд ли обойдется хотя бы одна крупная промышленная отрасль: энергетика, автомобилестроение, нефтехимическая отрасль и так далее. В работе на этом станке нет ничего замысловатого, все происходит просто: деталь прокатывается между верхним и боковыми роликами, которыми производится поджим.
Что конструктивно собой представляет профилегиб?
Этот инструмент может быть обеспечен механическим, гидравлическим или электроприводом. Зачастую выполняется в переносном варианте, также имеет весьма компактные размеры и небольшой вес. В комплектацию могут входить различные насадки, делающие универсальным данный станок для любых видов заготовок.
Разновидности
- Станок с подвижным верхним роликом. По конструкции является самым простым, потому как в движение приводится лишь один ролик. Данное исполнение позволяет с высокой точностью рассчитать радиус изгиба заготовки, делая поправки на деформацию метала. Такие профилегибы можно назвать самыми популярными в настоящее время.
- Станок с подвижным левым роликом. С помощью такого типа станков можно без труда выполнить спиралевидный загиб, при этом он способен выполнять функции, предусмотренные остальными типами аппаратов.
- Станок с подвижными нижними роликами. Применяется для изгиба больших по размеру деталей, так как благодаря двум подвижным роликам усилие распределяется оптимально.
- Станок со всеми подвижными роликами. По конструкции это самый сложный аппарат. Благодаря подвижности всех роликов возможности этого станка включают в себя функционал всех типов профилегибов.
Как работает устройство?
Вне зависимости от того, сделан профилегиб своими руками или он заводского исполнения, главный принцип работы этого инструмента заключается именно в прокате заготовок, а не загибе. Для начала станок надежно закрепляют на основании. Если есть такая потребность, установку заземляют, а также проверяют надежность электрической цепи и механической конструкции.
Первому пуску предшествует удаление консервирующей смазки ветошью. После этого станок должен поработать в режиме «без нагрузки» около получаса. Возникшие за это время недочеты устраняют. После этого детали, которые предстоит загнуть, должны быть очищены от масла и мусора. Деталь располагается между валами, после чего начинается процесс проката.
Типы профилегибов: электрический
В основном такие устройства имеют большие габариты, следовательно, обязательна их стационарная установка. Электрические профилегибы обладают высокой точностью, а также не снижают при прокате прочность деталей.
Гидравлический
Такая система, как правило, предназначена для промышленности. При монтаже систем водоснабжения и канализации такие станки просто незаменимы. Основное их преимущество — высокая скорость и простота работы. Но это еще не все, чем обрадует вас изготовленный профилегиб своими руками. Размеры заготовок, которые можно гнуть таким станком, весьма разнообразны.
Ручной
Этот тип считается самым бюджетным. Благодаря компактности, можно переносить такой профилегиб ручной своими руками. Чертежи такого станка не включают в себя какое-либо основание.
Правда, работать на таком инструменте не очень легко. Во-первых, процесс изгиба требует больших усилий от пользователя, во-вторых, процесс работы не быстрый.
Недостатком является и неспособность ручного устройства гнуть толстые трубы, а также низкая точность.
Как бы то ни было, такой тип – это самый подходящий вариант для работ по дому. Ведь объем работ при ремонте не подразумевает огромных масштабов, поэтому ручным станкам эта работа будет по силам.
Разновидности ручных станков
Существует несколько вариантов, позволяющих сделать профилегиб ручной своими руками. Чертежи первого варианта самые популярные. В таких станках на заготовку воздействуют движущиеся ролики, вследствие чего и происходит изгиб. Заготовка гнется об неподвижную часть станка.
Следующий вариант представляет собой устройство, в котором именно оправа двигается навстречу заготовке. Преимуществом таких аппаратов является тот факт, что благодаря специальной конструкции, ими очень легко пользоваться, а также при их применении исключается измятие заготовки.
Для работы с толстыми по сечению деталями лучше всего использовать гидравлический ручной профилегиб своими руками. Благодаря создаваемому гидравликой давлению в десятки тонн, трудностей в работе с такими деталями не должно возникнуть.
Как сделать профилегиб своими руками
Как уже отмечалось выше, для тех, кто работает в строительной отрасли, самым лучшим вариантом будет обзавестись функциональным стационарным аппаратом. Если же объем работ небольшой, и вам нужен домашний помощник по ремонту, то можно изготовить профилегиб ручной своими руками.
Размеры, так же как и конструкция, выбираются под размер заготовок. Для труб диаметром до 20 мм можно изготовить простую конструкцию: железные штыри, закрепленные на основании.
Для изгиба необходимо расположить заготовку между штырей и приложить усилие в нужную сторону. Если необходимо деформировать более толстые трубы, придется изготовить более мощный профилегиб своими руками. Чертежи и конструкция такого устройства будут несколько сложнее. Но справиться все-таки можно.
Понадобятся ролики для профилегиба. Своими руками их делаем с круглым сечением, которые необходимо будет установить на основании. Радиус ролика должен совпадать с радиусом заготовки. Концы расположенной между роликов трубы с одной стороны закрепляются к лебедке, с другой стороны фиксируются на основании. При приведении в действие лебедки заготовка будет изгибаться.
Рассмотрим еще один способ, как можно сделать простой профилегиб своими руками. Первым делом необходимо приготовить цементный раствор. Смешивается цемент и песок в пропорциях один к четырем.
Далее необходимо расположить на площадке с гравийной подушкой отрезки восьмидесятой трубы. Друг от друга они должны находиться на расстоянии 50 мм. После этого следует залить раствор, убедившись, что отрезки труб находятся в вертикальном положении.
До того как раствор полностью не высохнет, все дальнейшие работы приостанавливаются.
Для того чтобы при работе не образовались нежелательные трещины и выпучивания, трубу-заготовку наполняют кварцевым песком. С одной стороны ее необходимо заткнуть деревянной конусной пробкой с отверстиями для вывода образующихся газов.
После этого следует нагреть трубу до темно-вишневого оттенка. После того как заготовка остынет, следует заполнить песком оставшееся пространство.
Для того чтобы не образовывались пустоты, рекомендуется молотком периодически обстукивать трубу.
Рекомендации по изгибу заготовки в зависимости от нагрева
- Прямой угол – интервал прогрева = диаметр трубы Х 6.
- 60 градусов – интервал прогрева = диаметр трубы Х 4.
- 45 градусов – интервал прогрева = диаметр трубы Х 3.
Нагрев прекращается после полного удаления окалины с заготовки, что указывает на оптимальный прогрев. В случае, когда появляются искрения поверхности детали, можно сделать вывод, что заготовка перегрета.
Трубы изгибаются в один заход, иначе структура металла может быть нарушена.
Станок, предназначенный для горячего изгиба деталей, должен быть обеспечен шаблоном, отсутствие которого повлечет за собой некоторые трудности в работе. Помимо этого, не стоит игнорировать правила безопасности. К примеру, запрещается находиться напротив деревянной пробки во время процесса деформации трубы.
После того как труба будет деформирована с помощью горячего способа, остается удалить из нее пробку и песок. Стоит отметить популярность, которую получил такой профилегиб. Своими руками чертежи делать придется обязательно. Иначе точность конструкции будет искажена. Будет полезным закрепить и теоретическую информацию о том, как сделать профилегиб своими руками.
Недостатки самодельных станков
- Сложность в минимизации погрешности радиуса изгиба заготовки.
- Ограниченность в радиусе загиба.
- Работа на таких станках очень сложна, поэтому выполнение большого объема работ просто нецелесообразно.
- Трудность в изгибе труб и заготовок большим сечением.
- Сложность в изменении формы на разных участках заготовки.
Если существует необходимость в работе с деталями, имеющими малое сечение, можно обойтись простейшим профилегибом, состоящим из двух штырей и основания.
При деформации более толстых деталей следует внимательно относиться к их конструктивным особенностям. Особенное внимание требуется для работы с трубами, ведь для них существует зависимость максимально допустимого радиуса изгиба от толщины стенок.
В свободном доступе можно отыскать специальные памятные таблицы для выбора максимального радиуса.
Несмотря на то что процесс изготовления станка своими руками может показаться чересчур сложным и многих отпугнет, экономия по сравнению с покупкой готового продукта может достигнуть нескольких десятков тысяч рублей. Этот аргумент в пользу самодельных профилегибов можно назвать очень весомым.
Источник:
Как сделать ручной профилегиб своими руками из подручных материалов
В быту нередко приходится иметь дело с различного рода металлическими заготовками или изделиями. Они отличаются материалом, сечением и рядом других параметров. Когда речь идет о прямолинейных образцах, то больших сложностей, как правило, не возникает. Для работы с «железом» у каждого хозяина что-нибудь да есть. Уж если не «болгарка», но ножовка по металлу – обязательно.
Но как быть, если необходимо получить в результате конструкцию какой-то сложной конфигурации? Например, изогнутую под требуемым углом? Это можно сделать не только с помощью профилегиба (обозначим аббревиатурой «ПГ»), так как для этих целей может быть использован и ряд других приспособлений и механизмов. Но в быту все-таки целесообразнее самому изготовить именно такого «помощника», тем более что профилегиб не особенно сложно сделать своими руками.
Прежде чем приступать к сборке, необходимо вкратце разобраться с особенностями его функционирования и возможностями. Если ПГ будет использоваться для определенного вида заготовок, то не имеет смысла усложнять себе жизнь и заниматься конструированием «суперсовершенной» модели. Слишком «навороченные» приспособления требуют и времени, и денежных вложений.
В принципе, конфигурацию профилированных изделий можно изменять и при помощи трубогиба. О том, как он работает и как его собрать, подробно рассказано здесь. Но все-таки профилегиб – более совершенная модель, и если приходится постоянно заниматься хозяйственными делами, связанными с ремонтом, строительством и так далее, то, конечно, остановить выбор стоит именно на таком устройстве.
Какие заготовки можно гнуть профилегибом
- Пруток металлический.
- Трубу различного диаметра.
- Уголки.
- Двутавры.
- Швеллера.
- Цельнометаллические «болванки» любого профиля.
Существует множество вариантов подобных устройств.
Все они отличаются габаритами, типом привода (электрический, ручной, гидравлический), пределом изгиба (вплоть до 3600 или преобразование образца в спираль) и рядом других параметров. Но есть и еще довольно существенное, конструктивное различие, которое практически делает возможным самостоятельную сборку ПГ лишь в одном исполнении. Все дело в месте установки ролика подвижного.
Различают 4 инженерных решения – размещение его сверху, сбоку, слева снизу. Последний, самый сложный вариант, предполагает подвижность всех имеющихся роликов.
Рассмотрим самую простую модель – ПГ ручной с верхним или нижними подвижными роликами. Большой разницы в технологии сборки нет.
Чтобы ее лучше понять, следует остановиться на принципиальном отличии подобного механизма от других гибочных устройств.
Изменение конфигурации заготовки является результатом холодного проката, в то время как те же трубогибы делают это способом элементарного загиба образца.
Варианты изготовления
Приводить конкретные размеры всей конструкции и отдельных деталей не имеет смысла. Если понятен принцип работы ПГ, то собрать его нетрудно и по своим собственным чертежам.
Здесь нет какого-то определенного стандарта – все зависит от возможностей размещения приспособления на участке (в гараже и так далее) и специфики заготовок, с которыми предполагается работать.
Изготовить данную модель достаточно просто, а поместить ее можно даже на сравнительно ограниченном пространстве.
Что учесть
- Станок должен быть максимально устойчивым и массивным, чтобы выдерживать большие нагрузки. Поэтому для сборки основания лучше использовать куски швеллера.
- К валам (вальцам) предъявляются особые требования. Во-первых, идеальная гладкость боковой (рабочей) части, во-вторых – прочность. Наверное, это единственные детали в конструкции, которые желательно заказать по необходимому размеру. Квалифицированный токарь сделает их за пару часов.
- Крепление неподвижных вальцов должно быть таким, чтобы была возможность, при необходимости, менять их положение. Это позволит делать изгибы под разными радиусами и работать с заготовками различного сечения. Поэтому под болты крепления валов нужно делать прорези, а не отверстия.
- Чем больше рычаг, тем легче будет с таким ПГ работать.
Несколько замечаний
Описанная выше конструкция профилегиба является оптимальной для бытового использования. Им можно гнуть и металл, и пластик. Но все-таки перед тем, как приступать к сборке ручного ПГ по такой технологии, нужно ясно понимать все его недостатки:
- точности радиуса добиться довольно сложно, так как погрешность значительная;
- максимальный угол загиба – 1800;
- изменить конфигурацию одного образца на нескольких участках очень сложно;
- работа с таким устройством требует значительных усилий. Поэтому параметры заготовок ограничиваются физическими возможностями мастера;
- изгиб толстостенных труб или заготовок большого сечения имеет свою специфику.
Для работы с образцами небольшого профиля или из мягких металлов можно собрать и более простую конструкцию. Из чего сделать, решить несложно, если понять принцип.
Например, изготовить небольшую форму (опалубку), в которой разместить штыри, и залить ее раствором. В данном случае металлические прутья будут играть роль роликов. Заготовка помещается между ними и загибается.
Конечно, это несколько примитивная конструкция, причем трубогиба, но в большинстве случаев и она позволяет решать многие хозяйственные задачи.
При изменении конфигурации образцов нужно учитывать их конструктивные особенности и материал изготовления, особенно при работе с трубами. Для них радиус зависит от толщины стенок.
Например, до 35 мм он равен 3-м диаметрам, от 60 до 140 – уже пяти. Есть специальные таблицы, на которые и следует ориентироваться.
Несоблюдение этих рекомендаций может привести или к снижению прочности данного участка, или к разрыву изделия и появлению трещин.
После изучения изложенной информации может показаться, что гораздо целесообразнее приобрести профилегиб заводского изготовления, чем тратить время на поиск материалов, обработку металла и сборку устройства.
Однако практика подтверждает, что своими руками сделать профилегиб намного выгоднее. Экономия может составить порядка 25 000 – 30 000 рублей.
Согласитесь, читатель – это довольно весомый аргумент в пользу «домашнего» конструирования.
Источник:
Изготовление профилегиба и трубогиба своими руками

Там, где нужно подвести различные коммуникации или соорудить трубопровод для иных целей, необходимы изогнутые трубы различного диаметра.
Для создания нужных конфигураций изгибов труб в промышленности и домашних условиях применяется специальное оборудование – так называемые профиле- и трубогибы.
Любому хозяину, умеющему обращаться с инструментами, вполне по силам осуществить изготовление профилегиба и трубогиба своими руками. Принцип работы этих механизмов одинаков в силу того, что трубы являются разновидностями профилей.
Однако до того, как приступить к изготовлению профилегиба и трубогиба своими руками, важно ознакомиться с некоторыми особенностями профилей и труб.
Требования к изготовляемым изгибам профилей и труб с шириной стенки до 2 мм:
- для трубы с толщиной стенки до 2 мм и диаметром от 5 до 20 мм предельный радиус изгиба равен 4 ее диаметрам;
- при такой же толщине стенок, но диаметре в диапазоне 20 — 35 мм радиус изгиба будет уже 5 диаметров;
- при аналогичной толщине стенок и диаметре свыше 35 мм, трубу или профиль изгибать запрещено. В этом случае необходимо будет изготовить секционный изгиб.
Требования к формируемым изгибам профилей и труб с толщиной стенки более 2 мм:
- для трубы с толщиной стенки свыше 2 мм и диаметром до 35 мм радиус изгиба должен быть равен 3 диаметрам;
- при этой же ширине стенки и диаметре уже в диапазоне от 35 до 60 мм оптимальный радиус изгиба считается равным 4 диаметрам;
- для трубы с аналогичной шириной стенки и диаметром 60 – 140 мм радиус изгиба составляет не менее 5 диаметров трубы;
- если труба в диаметре превышает 140 мм, ее гнуть ни в коем случае не рекомендуется. Изгиб же изготавливается секционный.
Также не подлежат изгибанию с помощью профелигиба и трубогиба особо толстостенные и особо тонкостенные трубы.
Данные расчеты подходят для работы с трубами стальными, латунными, титановыми, медными и металлопластиковыми.
Если предстоит сделать изгиб трубы алюминиевой, то единицу радиуса прогиба, исходя из данных значений увеличивают на 1, а для дюралевых, стальных хромированных и стальных никелированных труб – на 2.
Выяснив параметры трубы, которую необходимо подвергнуть изгибанию, можно приступить к проектированию и самостоятельному изготовлению гибочного станка. Нужно учесть, что нажим на профиль при формировании изгиба должен приходиться на его сплошную или выпуклую сторону. В противном случае противоположная сторона профиля станет собираться в складки.
Классификация гибочного оборудования
Планируя самостоятельное изготовление профилегиба и трубогиба, следует знать, на какие виды подразделяется это оборудование. Гибочные станки непромышленного назначения в зависимости от параметров классификации разделяются на следующие виды:
В соответствии со способом изгибания труб
- выгибание по шаблону;
- выдавливание;
- прессование;
- прокатка;
- обкатка по ложементу.
По характеру мобильности
- стационарные – необходимо устанавливать на прочную, устойчивую опору;
- переносные – устанавливаются в любом месте вследствие того, что не происходит реакции на опору;
- носимые – предполагают возможность использования на весу из-за отсутствия отдачи.
Особенности изготовления профилегиба и трубогиба своими руками
Для правильного изготовления профелигибочного или трубогибочного станка своими руками необходимо точно по усилию изгибания подобрать размеры всех деталей станины. Как правило, станина изготавливается из стали, причем конструкционной. Нужно знать, что:
- толщина металлических деталей станины — не меньше 1/6 диаметра трубы, подлежащей изгибанию;
- диаметр роликов — не меньше 3 диаметров трубы при изгибании прокатом, при использовании иных способов – не меньше допустимого радиуса;
- полки уголка, из которого будет изготовлена станина, нужно подбирать так, чтобы они были равны 3 диаметрам трубы, а швеллер имел полку не меньше 2-х диаметров.
Способы формирования изгибов
Формирование изгибов можно делать разными способами:. Каждый из них имеет свои особенности. Формирование изгиба путем шаблонного выгибания проводится при помощи самого простого лучкового трубогиба. Для его изготовления нужны: круглая деревяшка, веревка, два прочных прута, проволочный крючок и прокаленный чистый песок.
Суть этого способа: песок плотно набивают в трубу, обстукивая ее для лучшей усадки молотком, и закручивают веревку прочными прутьями. Из согнутой таким образом трубы песок достают при помощи проволочного крюка. Существенный недостаток этого способа: невозможно достичь идеальной точности, поскольку касательная векторов усилий направлена к оси трубы в процессе гнутья.
Способ выдавливания — это прессовка без матрицы, с пуансоном. Матрица — это жесткие опоры по концам изгиба, представленные роликами или поворотными башмаками. В этом случае вектор усилия перпендикулярен изгибаемой трубе. Такие изгибы получаются идеально точными.
Прессовочный профилегиб изготавливается при помощи слесарных тисков, использованного тормозного барабана, половинки шкива. Самодельный станок выглядит так: в тисках проделывают отверстия, в них нарезают резьбу и закрепляют болтами пуансон и матрицу. Изгибаемое место сдавливают тисками – в этом состоит суть способа прессовки.
Способ прокатки, как способ гнутья трубы – довольно сложный в домашних условиях. Изготовленное самостоятельно, такое оборудование работает следующим образом: нужное место трубы протаскивается между опорными роликами и вращающимся пуансоном. Такую работу лучше делать вдвоем: один следит за протяжкой, другой регулирует скос и подачу.
Для роликовой гибки трубы характерно комбинирование выгибания и прокатки. Таким способом можно получить хорошую точность и производительность при условии гнутья исключительно труб, так как профиль сомнется вследствие неравномерного давление пуансона на поверхность, и металл потечет волнами. Также нужно будет прилагать значительные усилия и иметь определенный навык работы.
Учитывая все эти особенности, можно довольно просто из подручного материала самостоятельно соорудить профилегиб и трубогиб.
Источник:
Трубогиб для профиля: виды, особенности создания своими руками, чертежи

Профильная труба – это металлическое изделие, обладающее в своем сечении специальным контуром. Потребность в сгибе труб из профиля возникает часто, особенно при ведении хозяйства.
Это может быть изготовление деталей для возведения парника из металлического каркаса либо выделка обрабатываемых предметов трубопроводов сложной формы. На практике применяют механизмы и устройства промышленного выпуска, что достаточно накладно для потребителя.
Гораздо практичнее создать ручной профилегибочный станок собственными силами. Для производства станка не потребуется никаких редких деталей, а собрать его конструкционную форму можно в любом свободном помещении.
Приспособление собственной работы сделает возможным создать трубу с необходимой кривизной, что позволит избежать недочетов и изъянов на ее плоскости.
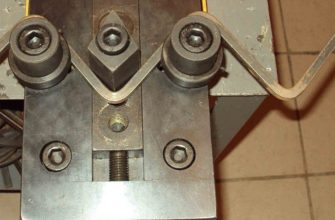
Принцип работы трубогиба
Особенность действия профилегиба элементарна: труба из профиля устанавливается между 3 основными валами. Главный вал формирует давление, пригибающее металлический элемент под требуемым углом.
Для трубогиба в единственной локальной области потребуется применение точечного агрегата.
В случае если требуется создать дуговой контур, то используется прокатный профилегибочный станок, соединяющий сгиб металлической заготовки с протяжкой.
Функция устройства
Чтобы понять предназначение трубогиба следует взглянуть лишь на его название.
Становится понятно, что назначение профилегиба – это сгиб металлических контурных труб, чтобы создать определенный диапазон скругления требуемого участка либо всей протяженности изделия.
Воспользовавшись профилегибочным оборудованием, можно реализовать ряд технологичных процессов с металлопрокатом разного типа:
- перегиб металлической арматуры либо прута, в том числе и изделия из эластичной стали;
- сгиб контурного металлопроката в форме квадрата либо прямоугольника;
- создание изгиба из округлых труб либо их пригибание под необходимым углом;
- закругление изделий любого периметра из видового проката (балка, двутавровое изделие).
Имеется в наличии несколько марок агрегатов трубогиба. Одни допускают применять силу только на назначенном месте изделия.
Другие модели трубогиба прокатывают заготовку между валами, тем самым создавая давление по всей протяженности.
Стоит отметить, что прокатка болванки предоставляет возможность создать предмет любой формы без заблаговременного прогрева. Изгибы создаются под любым углом в диапазоне 1-360 градусов в свободных плоскостях.
Классификация профилегибов
Профилегибы разделяются на несколько категорий:
Гидромеханические аппараты трубогиба. Профилегибы гидравлического типа являются техническими средствами, то есть обладают высокими показателями мощности и предопределены для постоянной установки.
Эти аппараты применяют в основном в цикловом изготовлении деталей, когда необходимо создать огромную численность одинаковых изделий.
Гидравлика трубогиба позволяет снять работу с оператора, что дает ему возможность контроля технологического процесса станка посредством нажима кнопок.
Основные преимущества гидравлики:
- повышенный темп рабочего процесса;
- автоматизация операций трубогиба;
- легкость эксплуатирования;
- возможность создать профильный сгиб большого сечения.
К минусам механизмов этого типа причисляется ценовой аспект оборудования, стационарная установка и трудность, которая обусловлена использованием гидравлики.
Гальванические (электрические) устройства трубогиба. Гибочные агрегаты, имеющие электродвигатели также считаются стационарным устройством, так как им необходимо подключение к источнику тока.
Электромотор, как правило, соединяется с винтовой передачей, что снижает стоимость оснащения, но не позволяет использовать операцию гнутья трубопрофилей большого сечения. Такие аппараты попадаются в мелких предприятиях и персональных цехах.
Важно отметить, что встречается модификация самодельных аппаратов трубогиба с электроприводом, работающих не хуже заводских моделей.
Основные положительные факторы электрического трубогиба:
- невысокая стоимость оборудования;
- значительная скорость обработки;
- элементарность конструкции устройства;
- высокие показатели точности сгиба;
- возможность использования автоматизированных схем управления агрегатом.
К недочетам данных станков трубогиба относится отсутствие маневренности и неспособность изгиба контуров повышенного габарита.
Самодельные аппараты. Ручные профилегибы, произведенные самостоятельно, отмечаются легкостью в использовании, компактными размерами и невысокой стоимостью.
Вследствие простоты конструкции, эксплуатирование профилегибов «кустарного» типа не потребует особых навыков.
Гиб своими руками с легкостью переносится к месту монтажа, а умеренная стоимость аналогичных устройств, предполагает их массовое применение. Несмотря на это, конструкционный фактор трубогиба имеет ряд изъянов:
- невозможно точно определить диапазон сгибания;
- обработка изделий требует большого количества времени;
- необходимо применение высоких физических усилий человека;
- возделывание контуров с незначительным поперечным сечением.
Ценовой фактор и простота механизма профилегибов с ручным управлением делают их заманчивыми для производства в домашних условиях. Поэтому самодельный профилегиб массово распространился в помещениях умельцев. Стоит сказать, что ручное гибочное устройство может быть дополнено электроприводом.
Особенности конструкции и характер действия гибочных станков
Главным элементом профилегиба считаются валы, которые устанавливаются на несущей станине трубогиба. Пара валиков прокатного типа обеспечивает осевое передвижение, а вал подвижного типа осуществляет прижим на заготовку профилегиба.
Усилие прижатия контролируется посредством винтовой пары, рычага или с помощью гидравлики. Все зависит от конструкции профилегибочного станка.
Валики прокатного действия приводятся в рабочее состояние посредством электрического двигателя либо ручным способом.
Различают и некоторые иные конструкции устройств:
- Трубогиб для профильной трубы с подвижным роликом, расположенным слева, применяют для создания спиралей. На такие устройства часто устанавливаются ЧПУ, что позволяет добиться точности в угле сгиба;
- Профилегибы с движущимися нижними валами, могут загибать объемные изделия, в результате чего они снабжены гидравликой. Благодаря регулятору положения в устройстве можно получить изделия сложной формы;
- Марки станков со всеми движущимися роликами. Они могут функционировать с изделиями любой формы и толщины.
Стоит отметить, что главным отличием профилегибочного оборудования от иных видов подобных устройств, является не изгиб вокруг неподвижного вала аппарата, а применение способа холодного проката при изменении формы детали. Благодаря этому можно видоизменять форму изделию любой протяженности и сечения. Похожая форма и послужит базой для воспроизводства самодельного станка своими руками.
Требуемый материал и инструментарий
Для производства ручного профилегиба потребуется:
- лист из металла, толщиной не менее 7 мм;
- бегунок (ходовой ролик);
- ролик для нажима;
- уголки, желательно из стали, с размерами 50х50х2,5 мм;
- участок трубы с толстыми стенками, диаметром 25 мм;
- узлы вращения;
- кусок квадратного прута 20 х 20 х 40 мм;
- шайбы и гайки для крепежа;
- машина для шлифовки;
- сварочное оборудование;
- слесарный молоток;
- прибор для измерения.
В процессе сборки трубогиба не стоит забывать о личной безопасности. Это в первую очередь касается при работе с режущей и сварочной аппаратурой.
Варианты создания ручных профилегибочных станков
Чтобы воспроизвести станок для гибки труб, совсем не нужно повторять имеющуюся конструкцию агрегата. Проще будет создать самодельный профилегиб по чертежам, фото, скаченным из сети или сделанных собственноручных схем.
Не менее полезным действом будет просмотр видео процесса сборки и схема работы готового аппарата, все в том же интернете.
Это сбережет время и средства, а также даст возможность соорудить трубогиб, который прекрасно впишется как по предназначению, так и по месту расположения.
Основной принцип, которым необходимо руководствоваться при создании самодельных трубогибов для профильной трубы – простота устройства и долговечность.
Вариант 1
Профилегибочный агрегат для точечного сгиба можно соорудить из швеллера, четырех металлических уголков и пары гусеничных пальцев от трактора.
Изгиб предмета осуществляет обычный гидравлический рычаг с надрывом не менее 5000 кг. На рабочее тело помещается металлический «башмак».
Этот предмет принято заказывать у токаря, но можно сделать и самому из устаревшего шкива, масштаб «ручейка» должен соответствовать ширине трубы из профиля.
Отхватив средину от шкива нужно просверлить в его плоскости посадочную точку для тела домкрата, так приобретают механизм гидравлического типа.
Несущее основание самодельного прибора включает 4 уголка (полка 65-75 мм), сопряженных к металлической плите посредством сварки. Верхние грани уголков соединяют с двумя швеллерами также посредством сварки. В их оболочке равноудалено просверливают углубления для регулировки диапазона загиба изделия.
В эксплуатируемое состояние станок для гибки профильной трубы, созданный своими руками приводится несложно:
- В проемы на швеллере вклинивают два металлических пальца, а сверху помещаются упорные валы.
- Рычаг с башмаком приподнимают так, чтобы между системами проходила труба из профиля.
- Смонтировав компонент, действуют ручкой тали, тем самым создавая усилие сгиба для труб из профиля.
Вариант 2
Прокаточный профилегиб ручного типа также можно создать в домашних условиях. Для изготовления профилегиба нужна двухметровая балка, из которой делается основа и штатив.
Для производства вальцовых элементов берется шесть небольших отрезков металлической трубы. Обрезки будут играть роль подшипниковой обоймы. Поэтому поперечник комплекта должен быть одинаков с диаметром вкладыша. Поручив токарю несложную работу для изготовления трех валов для насадки гибочных вальцов, берутся за сварку основания профилегиба.
В описываемом агрегате функцию направляющей, которая задает требуемый угол профильного сгиба, выступает крайняя опора справа. Она устанавливается на швеллер при помощи стандартных петель для двери. Домкрат, эксплуатируемым телом делает упор в разворотную платформу и немного ее приподнимает.
Движением рукояти, помещенной на вал переходного упора, участок профиля прокладывают через агрегат.
Координировать диапазон профилегиба можно как откосом поворотной балки, так и концевыми вальцами. Чтобы это осуществить их не следует приваривать крепко к основанию, а делают немного подвижными.
Если гидравлического инструмента (домкрат) для поднятия крайнего вальца не нашлось, то можно применять стандартную винтовую разновидность, предназначенного для автомобиля.
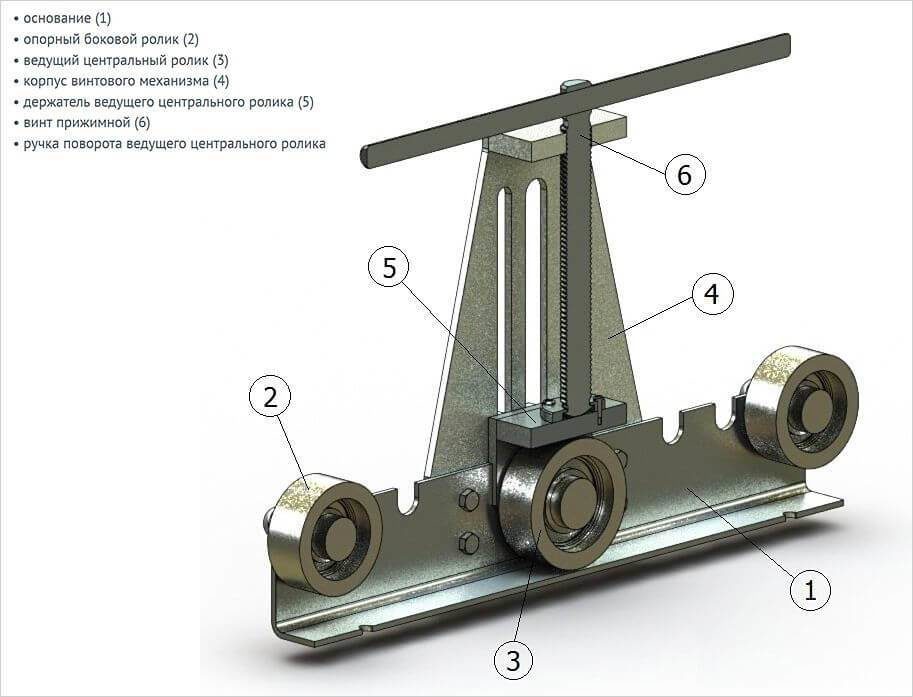
Собственный ручной профилегиб – план изготовления, чертежи
Как сделать листогибочный станок своими руками? Чтобы создать долговечный и работоспособный ручной трубогибочный станок рекомендуется применять чертежи оборудования. В качестве образца разберем простой чертеж профилегиба, с которым возможно спокойно создать гиб своими руками квадратного сечения в домашних условиях.
Базовыми компонентами такого приспособления считаются три вала, два из которых становятся опорой, а третий играет роль рабочего ролика.
Чтобы снизить прикладываемые усилия для гиба, рабочий элемент ручного трубогиба профильной трубы изменяет ее форму постепенно, до тех пор, пока не получится изделие с требуемыми размерами.
Постепенное влияние на обрабатываемую трубу гарантируется тем, что рабочий вал трубогибочного станка имеет свободный шаг, который сдерживается особыми направляющими.
Конструкция самодельного профилегиба включает несколько элементов:
- металлический лист толщиной 6-8 мм;
- толстый несущий лист-пластина;
- две пары уголков длиной 300 мм, с габаритами полок 50 мм;
- дополнительные валы.
На толстом листе сваривают два уголка, которые будут играть роль направляющих трубогиба. С помощью винтов закрепляют вспомогательные ролики.
Чтобы повысить прочность основы снизу, к нему приделывают два металлических уголка.
Сверху на направляющие устанавливают дополнительную пластину с проемом, поперечник которой должен превосходить сечение винтового элемента, определенного для создания нагрузки на изгибаемую поверхность листогибов.
В финале остается сделать лишь установку рабочего винта, у которого нижний участок хорошо сопряжен с рабочим валом.
Произведенный профилегибочный станок по доморощенной технологии трубогиба, способен справляться с теми же функциями, что и заводская оснастка. Уровень скорости и качества изготовленных металлоконструкций зависит лишь от умения согнуть материал и трудолюбия человека.
Источник: