Повысить производительность работ, выполняемых на металлообрабатывающем оборудовании, позволяют твердосплавные пластины, используемые для токарных резцов.
Такие пластины делают использование резца более удобным, так как являются съемными и позволяют быстро заменить их в случае износа или поломки.
Естественно, для использования сменных элементов не подойдут резцы цельной конструкции, у которых режущая часть выполнена заодно с державкой.
- Преимущества применения твердосплавных пластин для резцов
- Параметры классификации
- Маркировка и производители
- Как выбрать твердосплавную пластину
- Твёрдосплавные пластины, используемые для токарных резцов
- Преимущества твердосплавных пластин
- Классификация твердосплавных пластин
- Как правильно выбрать твердосплавные пластины
- Заключение
- Твердосплавные пластины для токарных резцов
- Режущие твердосплавные пластины
- ГОСТы
- Особенности
- Формы пластин
- Современные токарные резцы со сменными пластинами
- Сменные пластины для резцов
- Пластины твердосплавные
- Что такое твердосплавные пластины?
- Что такое токарный инструмент?
- Обработка резцами с пластинами из твердых сплавов
 Преимущества применения твердосплавных пластин для резцов
Преимущества применения твердосплавных пластин для резцов
Пластины для расточных или отрезных резцов могут быть выполнены из различных марок твердых сплавов, что очень удобно, так как это позволяет иметь целый набор режущих элементов для обработки заготовок из разных материалов.
Использование сменных пластин для режущего инструмента – это еще и экономически выгодное решение, так как в случае поломки или износа нет необходимости заменять весь резец новым инструментом: надо поменять только его режущую часть.
Целесообразно использовать инструмент со сменными твердосплавными пластинами и в том случае, если стоит задача автоматизации технологических процессов, что особенно актуально в условиях мелко- и среднесерийного производства, где номенклатура выпускаемых изделий может меняться достаточно часто.
Среди преимуществ, которыми обладают твердосплавные пластины, устанавливаемые на токарные резцы, следует выделить следующие.
- По сравнению с резцами цельного типа, пластины отличаются невысокой стоимостью.
- Замена твердосплавного режущего элемента не занимает много времени.
- О высокой надежности пластин из твердых сплавов можно говорить даже в условиях интенсивной эксплуатации.
- При необходимости такие сменные режущие элементы можно переналаживать.
- Все современные модели сменных режущих элементов для токарных резцов унифицированы, что дает возможность легко подобрать оптимальный вариант для определенного типа обработки и марки металла заготовки.
Благодаря применению сменных твердосплавных пластин с механическим креплением значительно увеличивается срок службы державки токарного резца, отпадает необходимость в осуществлении таких вспомогательных операций, как заточка режущей части и ее пайка.
Что важно, при использовании такого режущего инструмента снижение температуры и силы резания может составить 40%.
Благодаря характеристикам твердых сплавов, которые используются для изготовления пластин, с помощью последних можно выполнять обработку металла, изменяя режимы резания.
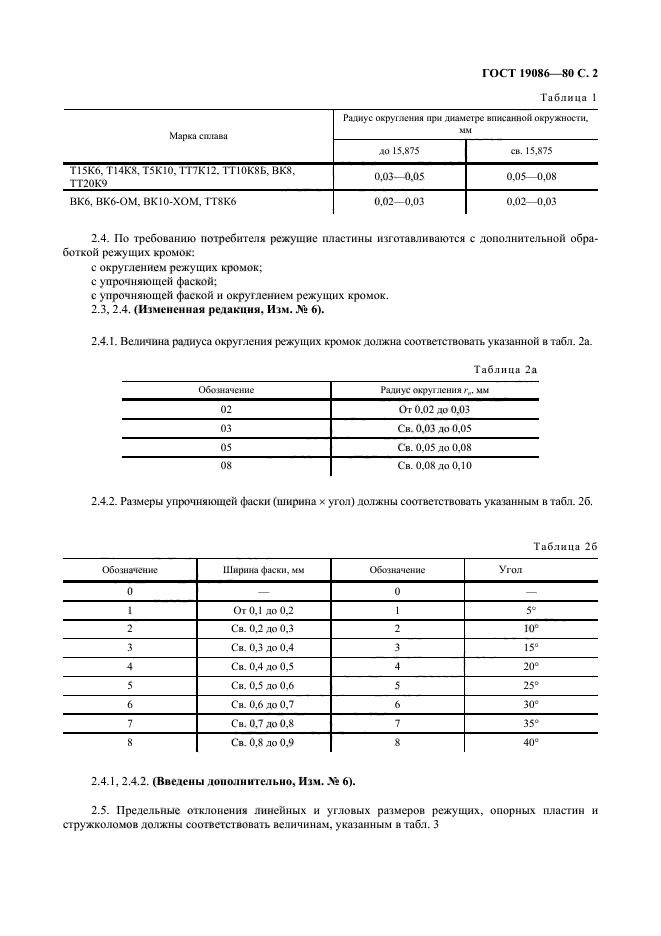
Современной промышленностью выпускаются различные типы сменных пластин, изготовленных из твердосплавных материалов. Требования к параметрам каждого из этих типов оговорены в соответствующих государственных стандартах.
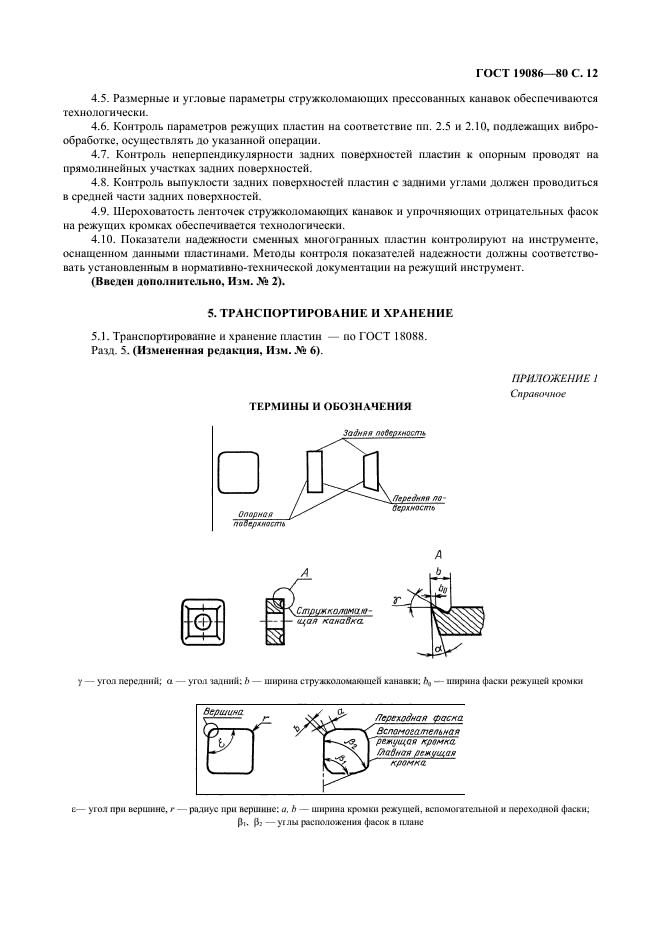
- ГОСТ 19086-80 определяет характеристики пластин режущего, опорного типов и стружколомов.
- ГОСТ 19042-80 оговаривает требования к классификации, форме и системе обозначений сменных пластин из твердосплавных материалов.
- ГОСТ 25395-90 распространяется на твердосплавные пластины типов 01, 02, 61, 62, которые фиксируются на державке токарного резца при помощи напайки. Требования этого нормативного документа распространяются на элементы, которые соединяются при помощи напайки с резцами расточного, проходного и револьверного типов.
Параметры классификации
Для того чтобы классифицировать сменные твердосплавные пластины, которые устанавливаются на токарный резец, используют ряд параметров.
Тип инструмента
Среди токарных резцов выделяют расточные, отрезные, подрезные, канавочные, фасонные и др. Для каждого из этих типов инструментов необходима своя форма профиля, которая и формируется на стадии изготовления твердосплавной пластины для резца.
Материал изготовления
Свойства материалов, которые относятся к категории твердосплавных, меняются в зависимости от того, в каком соотношении в них содержатся вольфрам, титан и ряд других металлов.
Следует отметить, что сменные пластины могут быть и керамическими, их используют преимущественно при обработке жаропрочных сплавов.
Кроме того, керамические изделия оптимально использовать в тех случаях, когда необходимо выполнить непрерывную получистовую и чистовую обработку заготовки из металла.
Размеры
В зависимости от того, какого размера заготовку требуется обработать на токарном станке, подбираются и твердосплавные пластины с соответствующими геометрическими параметрами. На токарный резец любого типа могут быть подобраны изделия, отличающиеся своими геометрическими размерами.
Величина заднего угла
От данного параметра, который можно определить по марке пластины, зависит чистота обработки заготовки из металла. Чем больше задний угол, тем выше чистота обработки поверхности. Твердосплавные пластины с большими задними углами используют преимущественно для токарной обработки мягких металлов.
Класс точности
Современными производителями выпускаются пластины пяти классов точности. С помощью этих изделий можно выполнять обработку с различными допусками на соответствие геометрическим параметрам заготовки.
Маркировка и производители
Маркировка твердосплавных пластин для оснащения токарных резцов указывает на состав материала изготовления. Например, маркировка Т15К6 означает, что перед вами пластина, изготовленная из сплава титановольфрамокобальтовой группы.
Следует отметить, что вольфрам в составе таких сплавов содержится в обязательном порядке. Кроме данного металла, в сплаве могут дополнительно содержаться титан, кобальт, тантал и др.
В составе рассматриваемого нами в качестве примера сплава в соответствии с его маркировкой содержится 15% карбида титана и 6% кобальта.
К наиболее популярным производителям твердосплавных пластин, которые используются для механического крепления на токарных резцах, относятся:
- ООО «Инструмент-Сервис» (Украина);
- Новомосковский трубный завод (Украина);
- Компания BDS-Machinen (Германия);
- Компания Proxxon (Германия);
- Компания Ceratizit (Люксембург).
Как выбрать твердосплавную пластину
Для того чтобы токарные работы по металлу отличались высокой эффективностью и точностью, необходимо правильно подобрать твердосплавные пластины, ассортимент которых отличается большим разнообразием форм и размеров.
При выборе важно учитывать соответствие размера пластины и геометрических параметров режущего инструмента. Если не придерживаться данного правила, то закрепить приобретенное изделие на токарном резце будет очень проблематично.
Следующее, что следует учитывать при выборе, – это характеристики металла, из которого сделана заготовка. Твердосплавные пластины производятся из материалов, в которых основные металлы представлены в различном соотношении, что и определяет их эксплуатационные характеристики. Так, сменные пластины, изготавливаемые из твердых сплавов, можно разделить на две основные категории:
- характеризующиеся повышенной устойчивостью к вибрациям, ударам и другим механическим нагрузкам;
- успешно переносящие высокие температуры, которые образуются при длительной обработке заготовок из металла.
Твердосплавные пластины первой категории используются при обработке, выполняемой на высоких скоростях, что обязательно сопровождается значительными механическими нагрузками, ударами и вибрацией. К моделям изделий, которые хорошо переносят высокие температурные нагрузки, целесообразно обращаться в том случае, если токарная обработка предполагает снятие большого слоя металла.
Естественно, на выбор пластин для токарных резцов оказывает влияние и тип обработки, которую планируется выполнять с их помощью. Каждый тип обработки, выполняемый при помощи резцов, на которых режущие пластины фиксируются механическим способом, предполагает определенную геометрию их рабочей части, а также другие особенности режущего инструмента.
Источник:
Твёрдосплавные пластины, используемые для токарных резцов
Твердосплавные пластины, применяемые для токарных резцов, представляют собой одну из разновидностей режущих инструментов. Токарные резцы могут выпускаться с цельной конструкцией и со съемными деталями. В первом варианте инструмент полностью является цельным, режущая часть которого соединена неразрывно со всеми остальными.
Токарные резцы со съемными деталями гораздо удобнее для работы, потому что можно легко снять пластину и заменить ее на другую. Это также обеспечивает удобство в случае поломки или износа.
Пластины для отдельных резцов изготавливают из разнообразных сплавов и материалов, поэтому в наборе для одного вида инструмента их может быть несколько, что может пригодиться для взаимодействия с разнообразными типами заготовок.
Преимущества твердосплавных пластин
Приобретать пластины для токарных резцов выходит гораздо дешевле, чем сами резцы.
Основным преимуществом таких изделий является то, что они способствуют увеличению производительности, именно поэтому в производстве они являются незаменимыми.
Учитывая рост номенклатуры изделий в среднесерийном и мелкосерийном производстве, возникает необходимость автоматизировать многие процессы.
Сменные твердосплавные пластины имеют следующие преимущества:
- небольшая стоимость;
- возможность быстрой смены;
- надежность даже при больших объемах работы;
- возможность осуществить переналадку пластин;
- большая унификация инструментов и агрегатов.
Благодаря твердосплавным пластинам существенно увеличивается срок службы державки токарного резца, а также пропадает необходимость в осуществлении таких трудоемких операций, как пайка и заточка.
Классификация твердосплавных пластин
Эти твердосплавные элементы для токарных резцов могут классифицироваться по следующим параметрам:
- Использование для определенных инструментов. Для канавочных, фасонных, отрезных, расточных и других разновидностей необходима индивидуальная форма режущего профиля, создают которую, ориентируясь на те особенности, с которыми можно встретиться в работе.
- Различный состав материала. Невзирая на то, что все изделия относятся к твердосплавному типу, соотношение титана, вольфрама и прочих металлов может отличаться и зависит это от различных условий работы.
- Разные размеры. Зависит это от деталей, которые будут использоваться в работе. Если предстоит обработать заготовку небольшого размера с мелкими диаметрами, то крупный резец с большой пластиной просто-напросто может не пройти в нее. Именно для этого создают изделия, которые будут идентичными по типу и материалу, но разными по размеру.
- Величина заднего угла. Такой параметр обозначают в марке изделия. Он влияет на шероховатость обрабатываемой поверхности – чем больше величина заднего угла, тем более гладкой будет поверхность.
Как правильно выбрать твердосплавные пластины
Такие элементы представлены в очень большом разнообразии, поэтому зачастую довольно нелегко сделать правильный выбор.
Сначала необходимо определиться с размерами токарного резца, которые должны совпасть с подбираемой деталью.
В противном случае могут быть довольно серьезные проблемы, связанные с закреплением.
После этого определяются с материалом, который будет использоваться для работы, потому что от этого зависит состав.
Твердосплавные пластины, используемые для токарных резцов, изготавливают в разнообразных соотношениях металлов в своем составе.
Существует два вида твердосплавных пластин:
- с повышенной сопротивляемостью к вибрациям и ударам во время работы;
- изделия, которые не боятся воздействия высоких температур, возникающих в процессе длительной работы и трения металла.
Первый вариант предназначен для интенсивных работ с разными заготовками, проходимых с высокой скоростью обработки. В этом случае практически всегда происходят удары, которые повреждают деталь.
Если в процессе работы происходит снятие большого количества металла, то лучшим материалом станут жаростойкие пластины.
Кроме того, большое значение имеет и тип изделия. Каждая конкретная операция имеет свои особенности, которые отображаются в геометрии и других параметрах.
Именно поэтому для них специально разрабатывают типы для определенных токарных резцов.
Специалисты советуют для проведения активной работы всегда иметь в запасе наиболее востребованные пластины, потому что в любой момент может случиться поломка.
Заключение
Современные модели твердосплавных пластин, применяемые в токарных резцах, изготавливают из сплавов с улучшенной формулой, что обеспечивает легкость и точность обработки различных деталей.
Благодаря возможности быстрой замены износившегося режущего элемента, продолжительность простоя станка существенно снижается.
Вместе с этим срок службы токарного станка значительно увеличивается, а качество и точность обработки деталей улучшается.
Источник:
Твердосплавные пластины для токарных резцов
Твердосплавные пластины для токарных резцов являются одной из самых удобных разновидностей режущих инструментов. Дело в том, что резцы выпускаются как с цельной конструкцией, когда весь инструмент является цельным и режущая часть неразрывно соединена со всем остальным, так и со съемными деталями, что намного более удобно в процессе работы, когда можно снять и заменить одну пластину на другую.
Это же удобно и при замене в случае поломки или износа. Пластины для отрезных резцов могут быть выполнены из различных материалов и сплавов, так что их можно иметь несколько в наборе для одного типа инструмента, что пригодится для взаимодействия с различными типами заготовок.
Покупать сменные пластины для токарных резцов выходит намного дешевле, чем сами резцы.
Главным достоинством этих изделий является то, что они помогают увеличивать производительность, поэтому, в производстве они будут являться незаменимыми.
С учетом роста номенклатуры изделий в мелкосерийном и среднесерийном производстве возникает необходимость в автоматизации многих процессов. Твердосплавные пластины обладают следующими преимуществами:
- Низкая стоимость, в сравнении с цельными резцами;
- Возможность быстрой смены;
- Надежно проявляют себя даже в интенсивных режимах работы;
- Возможность переналадки пластин;
- Большая унификация агрегатов и инструментов.
С момента появления сменных элементов многие специалисты отметили, что пользоваться ими намного удобнее, хотя сейчас и выпускают другие типы. Благодаря им срок службы державки резца заметно увеличивается, пропадает необходимость в таких трудоемких операциях как заточка и пайка. Большинство рабочих элементом становятся взаимозаменяемыми. Температуры резания и силы снижаются до 40%.
Для каждого типа этих типов инструментов имеется свой ГОСТ, по который попадают пластины с определенными параметрами:
- ГОСТ 19086-80 – сюда относятся твердосплавные материалы для механических резцов режущего и опорного типа, а также стружколомы;
- ГОСТ 19042-80 – относится к сменным многогранным изделиям;
- ГОСТ 25490-90 – твердосплавные материалы типов 61, 62, 01, 02. Это могут быть револьверные, проходные и расточные инструменты.
Твердосплавные пластины для токарных резцов классифицируются по следующим параметрам:
- Тип, или для каких инструментов они применяются, так как для отрезных, канавочных, подрезных, фасонных, расточных и прочих разновидностей требуется своя форма режущего профиля, которая создается согласно тем особенностям, с которыми придется встречаться в работе.
- Материал, из которого делаются изделия, может иметь различный состав. Несмотря на то, что все они относятся к твердосплавному типу, все равно, соотношение вольфрама, титана и других металлов может отличаться, в зависимости от требуемых условий работы.
- Размеры — в зависимости от тех деталей, с которыми будет идти работа, пластины могут иметь различные размеры. Когда идет обработка относительно небольших заготовок с мелкими диаметрами, то крупный резец с большой пластиной может попросту не пройти в нее. Для этого создаются идентичные по типу и материалу, на различные по размеру, изделия для токарных резцов по металлу.
- Величина заднего угла – данный параметр обозначается в марке изделия. От него зависит шероховатость обрабатываемой поверхности, чем он выше, тем более гладкой становится поверхность. Для мягких металлов используют пластины с большим задним углом.
- Класс точности – существует пять классов точности этих изделий, которые обеспечивают различную степень жесткости в плане допусков по размерам.
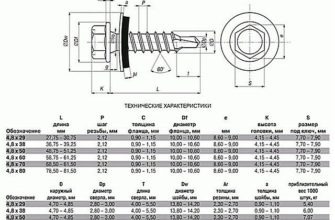
Толщина,мм Длина,мм Ширина,мм Угол,градусы
| 12 | 40 | 22 | 18 |
| 10 | 32 | 18 | 18 |
| 8 | 28 | 16 | 26 |
| 14 | 42 | 24 | 20 |
| 14 | 40 | 24 | 18 |
Твердосплавные пластины для токарных резцов производятся в большом разнообразии, поэтому, порой сложно сделать правильный выбор. В первую очередь следует сопоставить размеры резца, чтобы они совпадали с подбираемой деталью.
В ином случае, могут возникнуть серьезные проблемы с закреплением. Далее следует определиться с тем, с какими материалами будет идти работа, так как от этого будет зависеть состав.
Сменные твердосплавные пластины для токарных резцов изготавливаются в различных соотношениях металлов в своем составе.
В качестве основных, можно выделить два направления, это изделия у которых имеется повышенная сопротивляемость к ударам и вибрациям во время работы и те, у которых лучше переносят воздействие высоких температур, которые возникают во время длительной работы и трения металла.
В первом случае актуальным будет выбор, когда идет много работы с различными заготовками с высокой скоростью обработки. Тогда неминуемо случаются удары, которые со временем портят изделие.
Если работа идет со снятием большого количества металла, то жаростойкие пластины станут лучшим материалом для выбора.
Помимо этого, большое влияние имеет еще тип изделия. Для каждой операции требуются свои особенности, которые отображаются в геометрии и других параметрах.
Специально для них разрабатываются типы для определенных резцов.
«Совет профессионалов! Для активной работы следует всегда иметь запас самых востребованных пластин, так как поломка может случиться любой момент.»
С учетом всего разнообразия желательно иметь набор из нескольких изделий и уже в процессе работы с опытом можно будет определиться с самым подходящим вариантом.
Маркировка отображает состав, который входит в изделия. Сменные твердосплавные пластины для резцов встречаются с маркировкой Т5К10 и Т15К6. На примере Т15К6 можно понять, что они относятся к изделиям титановольфрамовой группы. Содержание карбида титана в нем 15%, кобальта – 6%.
- BDS Machinen (Германия);
- Ceratizit (Люксембург);
- Proxxon (Германия);
Источник:
Режущие твердосплавные пластины
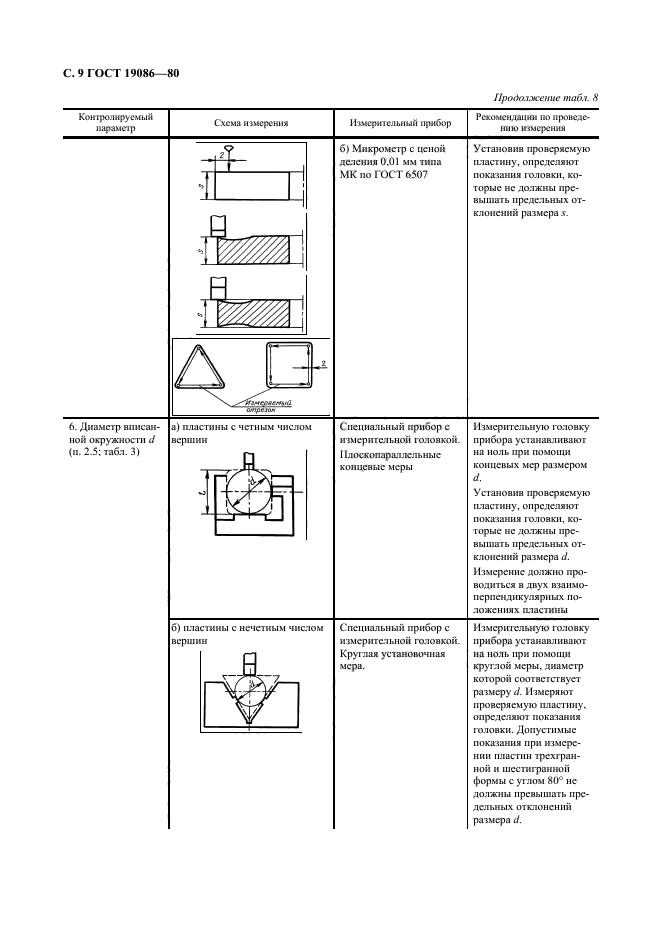
Режущие пластины классифицируют по таким признакам, как форма, наличие или отсутствие заднего угла, величина заднего угла, степень точности, конструктивные особенности. Для того чтобы все эти признаки и, кроме того, основные размеры пластин можно было охарактеризовать наиболее кратко, разработана специальная система условных обозначений (ГОСТ 19042-73).
ГОСТы
Разнообразие форм и конструктивных элементов, а также возможность выбора различных размеров пластин (размеры пластин даны в ГОСТ 19049-73-ТОСТ 19053-73; ГОСТ 19056-73 — ГОСТ 19061-73; ГОСТ 19063-73 — ГОСТ 19072-73) позволяют использовать пластины, наиболее подходящие для конкретного типа инструмента и условий его работы.
Особенности
В чем же главные отличительные особенности современных твердоеплавных механически закрепляемых пластин? Во-первых, их чаще всего применяют как неперетачиваемых. Это значит, что пластину затачивают — шлифуют на заводе-изготовителе и после установки в корпув инвтрумента дополнительно не затачивают.
По мере износа пластину поворачивают, последовательно используя все ее грани, а если позволяет форма пластины, то и грани второй ее стороны, после чего пластину отправляют на завод-изготовитель для переработки.
При таком подходе к использованию пластин нужную форму и геометрию пластины получают при прессовании, а для точных пластин — при шлифовании высокой точностью в приспособлениях в условиях высококвалифицированного специализированного производства.
Это обеспечивает точное получение заданной геометрии н качества заточки пластин, а следовательно, высокие режущие способности. Так как переточка пластин обычно не предусматривается, то нет смысла делать их толстыми. Толщину пластины выбирают минимально необходимой, исходя из условий прочности и жесткости.
Для тяжелых черновых работ используют крупные (о длиной режущей кромки до 25,4 мм) и толстые (до 6 мм) пластины, для чистовых работ и мелких инструментов пластины меньших размеров (наименьшие пластины имеют размеры l = 7 мм, S = 3 мм).
Вследствие этого достигается наиболее экономное использование твердого сплава. Во-вторых, многие современные пластины отличаются высокой точностью изготовления.
Если раньше многозубые чистовые фрезы перетачивали в сборе или применяли сложные конструктивные элементы для регулирования положения сменных зубьев, требующие длительной и квалифицированной настройки на размер, то теперь успешно применяют точные пластины, которые устанавливают и закрепляют в корпусе инструмента без какой-либо выверки. Выверка не требуется и тогда, когда после износа одной грани пластину поворачивают и вводят в работу новую вершину.
При работе на настроенных станках применение точных быстро сменяемых режущих пластин позволяет не только свести к минимуму время на смену пластин, но и исключить поднастройку инструмента на размер.
Формы пластин
Высокий уровень технологии изготовления пластин позволяет экономично получать путем прессования более сложные, чем раньше, формы.
Так, например, можно получить пластины с задним углом больше нуля (формы 03311 и 03331 с задним углом 11°), пластины с канавками на передней поверхности (формы 03114, 0 3124,05114 и 05124), пластины с задним углом и с канавкой (форма 12214) и др.
У всех этих пластин угол заострения меньше 90°, что позволяет получать геометрию в главной секущей плоскости, наиболее благоприятную для чистовой обработки.
Может возникнуть вопрос, почему не все пластины делают в задним углом и канавкой на передней поверхности Причина главным образом в том, что такие пластины нельзя использовать в перевернутом положении; кроме того, прочность пластин в углом β
Источник:
Современные токарные резцы со сменными пластинами
Сегодня огромной популярностью пользуются токарные резцы со сменными пластинами. Державка таких резцов не контактирует с материалом, не изнашивается, что позволяет пользоваться инструментом дольше.
В отличие от тех инструментов, которые выпускаются в цельном варианте, здесь можно сменять пластину, на которой находится режущая кромка, чтобы начать выполнять другой тип работ. Это существенно ускоряет рабочий процесс.
В случае, если деталь износилась или сломалась, ее можно с легкостью заменить, не прерывая процесс производства на длительное время. Купить сменные пластины для резцов намного дешевле, чем приобретать весь инструмент.
Благодаря таким свойствам, токарные державки со сменными пластинами стали незаменимыми в производстве.
Отрезной резец со сменными пластинами имеет следующий ряд преимуществ:
- ● быстрая смена рабочей режущей детали;
- ● хорошая совместимость с инструментами и агрегатами;
- ● высокая надежность даже при интенсивной работе;
- ● переналадка режущих инструментов;
- ● относительно низкая стоимость сменных деталей.
В качестве недостатков можно отметить только то, что данные изделия могут сломаться, если совершить неправильное крепление пластины, а сами изделия являются менее долговечными, хотя в экономическом плане и выходят намного выгоднее.
Существуют резцы с пластинами из твердого сплава и из быстрорежущей стали. Данные виды материала появляются практически во всех видах инструментов. Какой из них именно брать, зависит от того, с какими материалами будет вестись работа. Быстрорежущая сталь хорошо подходит для мягких металлов.
Она относительно дешевая, но при работе с тугоплавкими и калеными заготовками проявляет себя очень плохо.
Резцы токарные с пластинами из твердого сплава более дорогие, но они работают со всеми видами металла и могут хорошо переносить как повышение температуры во время активной работы, так и удары.
В остальном же выбор зависит от типа работ, для которых берется инструмент. От этого зависят особенности его заточки и другие факторы, которые оказываются очень важными для технологически правильного выполнения действий.
Резцы с пластинами из твердого сплава, а также те, которые изготавливаются из быстрорежущей стали, имеют несколько разновидностей, которые зависят от того, для какой именно работы они будут предназначаться.
Здесь выделяются такие разновидности как:
- ■ Механический резьбовой резец – с помощью данного инструмента можно нарезать внутренние и наружные резьбы на цилиндрических заготовках.
- ■ Расточные резцы с механическим креплением – с их помощью происходит расточка сквозных и глухих отверстий в заготовках. В зависимости от того, с каким именно отверстием придется работать, выделяют упорные, которые протачивают глухие отверстия, включая обработку дна, а также проходные – для сквозной обработки. Проходными можно также делать обработку цилиндрических поверхностей.
- ■ Фасонные – это один из самых сложных видов, которые выходит за рамки принятых стандартов, так как имеет индивидуальный профиль. Некоторые из них изготавливают по индивидуальному заказу, так что они имеют массу возможностей в обработке.
- ■ Резец отрезной с механическим креплением – используется для отрезания лишних частей, как крупных, так и мелких с заготовок. В основном, и используют для прутковых заготовок.
- ■ Прорезные – применяются для проточки кольцевых канавок по всей поверхности заготовки.
- ■ Галтельные – используются для обточки переходной поверхности, которая находится по всему радиусу между ступенями валов.
В настоящее время твердосплавные инструменты наиболее прогрессивные широко применяемые в промышленных целях. Такой материал обладает высокой твердостью и теплостойкостью.
Для инструмента по работе с металлом твердые сплавы изготавливаются в виде пластин с различной формой и размерами.
Монтаж таких пластин довольно прост, а повышенный уровень их износостойкости гарантирует стабильность работы и позволяет сэкономить средства.
Твердосплавные, быстрорежущие и легированные материалы стали характерны повышенной твердостью и теплостойкостью, по с сравнению с инструментальной сталью, поэтому обработка заготовок возможна при высокой скорости вращения.
Токарные резцы по металлу, изготовленные из такого материала обладают большей хрупкостью.
Чтобы определиться с маркой твердого сплава режущего элемента, обычно пользуются специальными картами, в которых описаны виды всех областей применения при различных методах и условиях обработки.
Твердые сплавы позволяют работать при высоких скоростях резки заготовки, их делят на следующие категории:
◆ Металлокерамические:
— Вольфрамовые сплавы изготовлены из карбидов вольфрама и кобальта. Используются для обработки вязких материалов, фрезерования сплошных поверхностей, растачивания чугуна при нагрузках.
— Титановольфрамовые. Материал состоит из карбидов вольфрама и титана с добавлением кобальта. Применим при черновом и чистовом растачивании и отрезке стали.
— Титанотанталовольфрамовые. Помимо титана и вольфрама, сплав содержит тантал. Благодаря высокой вязкости, износостойкости и ударопрочности, незаменим для работы со стальными поковками.
◆ Минералокерамические – синтетически выведенный сплав на основе глинозема. Отличается высокой теплостойкостью, но имеет хрупкую структуру. Пластинки микролита способны нагреваться до 1200 градусов, не теряя своей твердости.
Источник:
Сменные пластины для резцов
Для того, чтобы обрабатывать разные виды материалов применяются сменные пластины. Они могут иметь различную форму, различное предназначение и применение.
В основном, пластины бывают твердосплавными. Их разделяют на 2 группы. Различают их по способу крепления:
- — сменные;
- — напаиваемые.
Итак, что касается сменных пластин, то они имеют механическое крепление на державку, оно должно обеспечить прочное и точное крепление. К преимуществу такого типа пластин можно отнести то, что в дальнейшей можно многократно использовать державку, устранять переточки, смену рабочей части инструмента.
Если говорить о напаиваемых пластинах, то крепится такая пластина, соответственно, осуществляют путем напаивания на оснастку с последующей переточкой. Этот процесс способствует правильному взаиморасположению пластин и оснастки.
Уделим внимание некоторым пластинам.
AC25 — эту твердосплавную пластину часто применяют, когда использование предполагает широкий спектр режимов резания. Применяется при обработке: чугуна, конструкционными сталями. Нержавеющую сталь также можно обрабатывать. Обладает высокой точностью при обработке и высокой износостойкостью — важные достоинства этой пластины.
AC40 — этой твердосплавной пластиной возможна обработка: нержавеющих сплавов, конструкционных сталей, чугуна. Высокая износостойкость при скорости резания 100-200 м/мин.
АС30 Ti(C,N) — такой твердосплавной пластиной, к слову, изготовленной с титановым покрытием, применяют для обработки таких материалов как легированная и нержавеющая сталь, жаропрочные сплавы. Благодаря тому, что режущая пластина обладает гладко-полированной поверхностью, то качество работы достаточно высокое. Еще одна особенность этой пластины — СОЖ не используется.
AL40 — такая твердосплавная пластина имеет покрытие с TiAIN по PVD. Ей можно выполнять фрезерование материалов, несмотря на вибрации. Применяется в основном для обработки жаропрочных сплавов.
AZ10 — является твердосплавной режущей пластиной, которую относят к категории мелкозернистых сплавов. Пластина обладает однослойным устойчивым покрытием циркония. Обрабатывают: пластмасс, алюминий, медные сплавы.
AP25 — этой твердосплавной пластиной можно обрабатывать: нержавеющую, инструментальную, легированную, углеродистые стали. BLANK — без покрытия. Вышеописанная пластина достаточно экономична.
АТ30- является твердосплавной и износостойкой режущей пластиной. Обладает многослойным покрытием оксида алюминия. Такой пластиной обрабатывают: труднообрабатываемую нержавеющую сталь. работа ведется на небольших скоростях резания.
AT25 — является твердосплавной пластиной, которая изготовляется из различных материалов.
Эта пластина обладает особым дополнением — вакуумное покрытие TiN-TiC-TiN (3-5 мкм). Обрабатывают ей: легированную, нержавеющую, конструкционную стали. Возможна обработка титана при использовании СОЖ.
Итак, помимо этих вышеперечисленных пластин имеется множество других твердосплавных пластин, которые служат для высококачественной обработки различных материалов.
Источник:
Пластины твердосплавные
Металлообработка является одним из важнейших этапов изготовления металлоконструкций, заготовок, изделий и т. д. Самый распространенный способ срезания металла, подгонки изделий под нужные размеры и форму – токарная обработка.
С ее помощью можно добиться идеального состояния заготовки, формы, соответствующей чертежам, а также шлифованной поверхности. Все это достигается при помощи металлорежущих станков, токарных инструментов (резцы, развертки, плашки, сверла, зенкеры и другие) и расходных материалов.
В качестве последних сегодня применяются сменные твердосплавные пластины.
Что такое твердосплавные пластины?
Пластины твердосплавные – элементы плоской формы, которые имеют разные размеры и конфигурации, что позволяет каждой их категории выполнять ряд конкретных работ. Твердосплавными они обозначаются, так как производятся из сверхпрочного и износоустойчивого сплава (чаще это карбид W, Ta, Ti или их объединение).
Материал пластин выдерживает не только интенсивные механические нагрузки, но и высокие температуры, что неизбежно при работе токарного оборудования. Только при покупке качественных расходных пластин можно добиться высокого качества и точности обработки, а также пользоваться одной пластиной весь цикл работы без необходимости ее замены из-за быстрого истирания.
Для видов работ, которые связаны с обработкой рельсов или колес ж/д транспорта, разработаны специализированные сменные твердосплавные пластины: серия BNUX, LNUX, RCMX, RNUX, ROUX, RCMM, RPUX, SNEX, TNUN, WCMX, ZNGF
Важную роль в металлообработке играет твердосплавный инструмент: сверла, сферические и концевые фрезы, дисковые фрезы, развертки, гравера. От их качества зависит себестоимость готовой детали. Чем «слабее» инструмент, который имеет обычно низкую цену, тем чаще потребуется его замена в процессе обработки и тем дороже будет соответственно сама обработка.
Токарная обработка оказывает интенсивное воздействие на расходные элементы, поэтому, несмотря на высокую прочность сплавов, они подвергаются большому износу. Чтобы своевременно заметить износ и заменить пластину новой, продукция изготавливается двуцветной.
К наиболее распространенным видам порчи твердосплавных пластин во время металлообработки относятся:
- крошение в области резания, чему предшествует не правильно выбранная марка сплава;
- образование нароста из-за налипания металла или неверно выбранной скорости обработки;
- появление лунок на поверхности, причиной чего является превышение температуры в процессе резки;
- деформация, поломка, появление трещин, что может быть вызвано высокими температурами или слишком хрупкими марками сплавов.
Чтобы клиенты остались довольны покупкой, а пластина твердосплавная смогла выполнить поставленную перед ней задачу, мы рекомендуем обратиться за консультацией к менеджерам нашей компании. Вам помогут подобрать инструмент и расходные материалы в зависимости от вида и марки металла, цели применения.
Что такое токарный инструмент?
Прежде всего, токарный инструмент – это режущее оснащение, благодаря которому можно выполнить обработку фасонных, цилиндрических, торцовых или конических поверхностей. С помощью инструмента делаются отверстия, канавки, отрезается часть заготовки, выполняется точение, нарезается внутренняя и наружная резьба, выполняются другие задачи.
Благодаря станкам и инструментам токарная обработка дает возможность изготавливать металлопродукцию и заготовки любых сложных геометрий и внутренних форм. Она:
- достигает высокой точности изготовления деталей;
- дает минимум отработки (отходов), что отражается на большой экономии;
- большинство станков и инструментов универсальные и позволяют подвергать заготовку разным способам обработки.
В основную категорию токарного инструмента входят:
- Токарные резцы – инструмент имеет три главных ребра: фасонное, изогнутое, прямое. На головку резца одеваются пластины твердосплавные, выступающие в роли режущей части инструмента. С помощью резца можно выполнить обточку снаружи, поперечную обточку, расточку, отрезку, резьбу. Различаются они по виду для наружной и внутренней обработки. В нашем интернет магазине продукция представлена в полном ассортименте и соответствует требованиям ISO.
- Метчики – инструмент предназначен для выполнения резьбы. Метчики делятся на несколько групп: дюймовые, метрические, трубные.
- Фрезы – инструмент режущей категории, обработка которым происходит благодаря зубьям. Фрезерование может быть цилиндрическим, червячным, торцевым, коническим, концевым, что зависит от геометрии фрезы. Фрезерные пластины для данного вида работ в продаже есть с износостойким покрытием, а также без покрытия.
Где купить токарный инструмент и пластины твердосплавные?
Компания «Технология» является официальным дилером АО «Кировградский завод твердых сплавов», где вы можете приобрести весь необходимый токарный инструмент и твердосплавные пластины, цена на которые не выше, чем у производителя, и способна приятно удивить. Как представитель АО «КЗТС» мы предлагаем клиентам весь ассортимент продукции, которая выпускается заводом. Стабильное поступление на склады твердосплавных пластин, расходных изделий для бурового инструмента, режущих, токарных инструментов и многого другого позволяет без задержек доставлять заказанный товар покупателям.
Наша компания делает все для того, чтобы предлагать своим клиентам:
- быструю доставку по городам России;
- низкие цены на твердосплавные пластины и другую продукцию;
- профессиональные консультации перед продажей, помощь в выборе инструмента;
- удобный и быстрый способ заказа.
Став нашим клиентом, можно не только оформить заказ на сайте, но и отслеживать его статус. Такой сервис позволит всегда знать, на какой стадии находится покупка, когда ожидать доставку, а также быть уверенными в безопасности сделки.
Источник:
Обработка резцами с пластинами из твердых сплавов
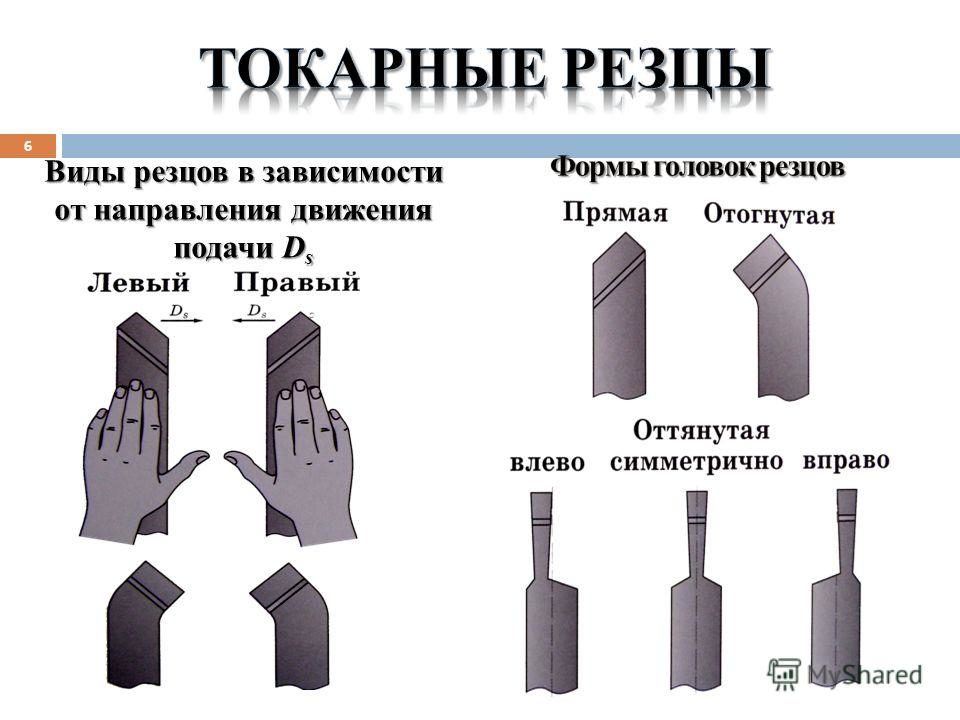
Для наружного продольного чернового и чистового точения применяют проходные резцы. Резцы для чернового точения работают обычно с более высокими скоростями резания и снимают стружку большего сечения, чем резцы для чистового.
Проходные резцы бывают прямые, отогнутые и упорные. По направлению подачи различают проходные резцы левые и правые.
Правые резцы применяют для обработки наружных поверхностей при продольной подаче справа налево, левые — при продольной подаче слева направо.
Прямые проходные твердосплавные резцы изготовляют с главным углом в плане φ=45; 60 и 75 градусов слева. Отогнутые проходные твердосплавные резцы изготовляют в основном с φ=45 градусов. Они широко применяются, так как ими можно производить не только продольное, но и поперечное точение. Упорные проходные твердосплавные резцы изготовляют с φ=90 градусов.
Они пригодны для обработки деталей с уступами небольших размеров и для обработки нежестких деталей. Главный угол φ в плане влияет на стойкость резца и уровень скорости резания. Чем меньше φ, тем выше стойкость резца и уровень скорости резания, однако при этом увеличивается нагрузка на резец и при недостаточной жесткости системы СПИД могут возникнуть вибрации.
Обычно при достаточно большой жесткости системы СПИД принимают φ=45 градусов, при малой жесткости φ=90 градусов, при средней жесткости φ=60-75 градусов. Вспомогательный угол φ1 в плане уменьшает участие вспомогательной режущей кромки в резании, влияет на скорость, резания и на шероховатость обрабатываемой поверхности. У проходных резцов для черновой обработки φ1=10-15 градусов.
Радиус г скругления при вершине резца оказывает влияние на прочность режущей кромки и стойкость резца. Увеличение г уменьшает шероховатость обработанной поверхности, но вызывает увеличение нагрузки на резец и приводит к возникновению вибраций.
Для проходных резцов с твердосплавными пластинами г=0,5 мм (для резцов с поперечным сечением державки 10Х16 и 12Х20 мм); г=1 мм (для резцов с сечением 16Х25 и 20Х32 мм) и r=1,5 мм (для резцов с сечением 25Х40 и 30Х45 мм).
Форма заточки передней поверхности резцов бывает различной. При обработке мягких сталей применяют резцы с положительным передним углом γ=8-20 градусов справа, а при обработке твердых сталей — с отрицательным углом γ= -5,-10 градусов.
С увеличением переднего угла улучшается сход стружки, но уменьшается угол b заострения, что снижает прочность резца. Угол λ наклона главной режущей кромки резца оказывает влияние на направление схода стружки относительно режущей кромки .
При λ0 вправо, а при λ=0 — в направлении, перпендикулярном главной режущей кромке. При λ>0 головка резца более массивная и стойкая, поэтому при черновой обточке, когда качество обработанной поверхности не имеет особого значения, рекомендуется λ=0-5 градусов.
Задний угол α позволяет уменьшить трение между задней поверхностью резца и поверхностью резания обрабатываемой заготовки (детали). Однако с увеличением α уменьшается угол β заострения и, как следствие, прочность резца. Для твердосплавных резцов в зависимости от прочности обрабатываемого материала α=6-12 градусов.
При токарной обработке наружных поверхностей углы γ и α и угол δ резания изменяются в зависимости от положения режущей кромки относительно оси заготовки.
Если резец установлен по оси заготовки, углы γ, α и δ соответствуют полученным при заточке.
При установке того же резца выше оси заготовки угол γ увеличивается, а углы δ и α уменьшаются; при этом улучшаются условия резания, так как стружка легче сходит по передней поверхности, но в то же время при незначительной перегрузке резец отжимается вниз и внедряется в материал детали, что может вызвать выкрашивание режущей кромки или поломку резца.
При установке резца ниже оси заготовки угол γ уменьшается, а углы α и δ увеличиваются; при этом условия резания значительно ухудшаются по сравнению с первыми двумя случаями, так как под действием нагрузки резец отходит от заготовки. При черновом обтачивании, когда снимается стружка большого сечения, резец устанавливают по оси заготовки или немного выше ее (на величину не более 0,01 диаметра обрабатываемой заготовки).
При больших подачах проходные твердосплавные резцы для черновой и получистовой обработки могут быть изготовлены с дополнительной режущей кромкой.
Эта кромка выполняется либо параллельной направлению подачи для уменьшения шероховатости обрабатываемой поверхности, либо наклонной для предохранения вершины резца от скалывания.
Для обламывания стружки на передней поверхности вышлифовывают канавку шириной 8-10 мм и глубиной 1-1,5 мм, располагая ее под углом 15-20 градусов к главной режущей кромке.
Работа резцами этого типа сопряжена с большими нагрузками на резец, что важно учитывать при недостаточной жесткости конструкции станка и крепления инструмента. Проходные резцы сборной конструкции по сравнению с резцами с напаянными твердосплавными пластинами имеют следующие преимущества:
- сокращаются расходы на переточку,
- уменьшается вспомогательное время на смену и подналадку резцов;
- экономится твердый сплав.
Источник: