Оловянный припой — это прутки, проволока, порошок, фольга, гранулы, изготовленные из олова. Все эти изделия могут быть использованы для пайки. Пайкой называют метод сращивания деталей с помощью припоя. При этом температура плавления деталей выше, чем температура плавления вещества, используемого в качестве припоя.
- Оловянный припой
- Виды оловянных припоев, свойства и характеристики
- Марки оловянных и оловянно-свинцовых припоев
- ПОС 90
- ПОС 63
- ПОС 61 и ПОС 61М
- ПОС 50
- ПОС 40
- ПОС 35
- ПОС 30
- ПОС 20
- ПОСу 95-5
- ПОССу 40-2
- ПОССу 30-2
- Процесс пайки
- Применение
- Виды припоя (ПОС30, ПОС40 и ПОС61)
- Припои для пайки
- При какой температуре плавится и кристаллизуется олово
- Свойства и особенности олова
- Температура плавления
- Применение и вторичная переработка
Оловянный припой

Реализуем оловянный припой в виде: прутка оловянного диаметром от 8 до 10 мм; цилиндра диаметром от 80 до 250 мм, проволоки и чушек в ассортименте.
Виды оловянных припоев, свойства и характеристики
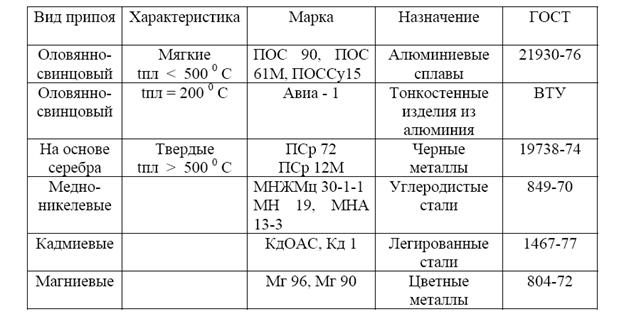
По химическому составу сплава выделяют сурьмянистые припои, припои с малым количеством сурьмы (малосурьмянистые), сплавы без сурьмы (бессурьмянистые).
Все вышеперечисленные виды припоев производят по ГОСТ 21931-76 (в изделиях), ГОСТ 21930-76 (чушки).
Существует и другой вариант классификации оловянных припоев. По нему сплавы делятся на:
- оловянно-свинцовые (в сокращении ПОС);
- сурьмянистые (сокращенно ПОССу);
- оловянно-свинцово-кадмиевые (сокращенно ПОСК);
- бессвинцовые.
Последние легируют медью, серебром, цинком, алюминием, кадмием.
Оловянные припои ПОС (сплавы оловянно-свинцовые), имеющие процентный состав олова от 10% до 90%, относятся к мягким припоям.
Они начинают плавиться при 183°C (температура расплава пары «олово-свинец»), а завершают плавление при различных температурах. Это определено химическим составом сплава. А именно:
- ПОС-15 (олово 15%) — 280 °C.
- ПОС-25 (25%) — 260 °C.
- ПОС-35 (33%) — 247 °C.
- ПОС-61, ПОС 63 (олово 61% и 63%) — 183 °C
- ПОС-90 (олово 90%) — 220 °C
В силу того, что состав сплавов ПОС-61 и ПОС-63 практически идентичен составу эвтектики «олово+свинец», они расплавляются при постоянной температуре 183 °C.
Также к мягким оловянным припоям относят:
- ПОССу – используется для пайки изделий из цинка, оцинкованного металла, при высоких требованиях к паяному соединению (припои сурьмянистые);
- ОЦ — для соединения изделий из алюминия (припои оловянно-цинковые);
- ПОСК — для соединения изделий, реагирующих на перегрев, пьезокерамики, выводов конденсаторов (оловянно-свинцово-кадмиевые);
- припои без свинца, которые кроме олова включают в состав серебро, медь, висмут и другие металлы.
Припоем называют сплав, состоящий из легкоплавких металлов. Например, оловянный. Но паять одним оловом — довольно дорого. С чистым оловом работают только тогда, когда нужно получить абсолютно безвредный для человека спай: при пайке посуды для употребления пищи или медицинского оборудования. В остальных случаях, для удешевления припоя, к олову добавляют более дешевый, но вредный свинец.
Для справки: поверхность припоя тем темнее, чем больше в нем свинца. А пруток из чистого олова при сгибе или сжатии издает характерный хруст.
К положительным свойствам оловянных припоев можно отнести:
- прочность в сочетании с пластичностью;
- высокий коэффициент теплопроводности;
- устойчивость к коррозии.
Оловянные припои используют для соединения деталей практически из всех металлов, и чем больше в составе припоя чистого олова — тем качественнее будет полученное соединение.
Преимущество ПОС — его универсальность. Мягкие припои эксплуатируют в виде палочек (прутков), реже используют проволоку или пасту (смесь припоя с флюсующим веществом).
Чем больше в сплаве олова, тем крепче соединение деталей при пайке.
Данный вид оловянного проката не используют для спайки алюминия. Прочие металлы, в том числе медь, железо, хорошо поддаются пайке ПОС. Спай — самое уязвимое место соединения «металл — припой — металл». Прочность спая зависит от химического состава используемого припоя. Сопротивление на разрыв места спайки равно 6-8 кг/мм2, увеличивается пропорционально увеличению количества олова.
Рассмотрим некоторые особенности использования цинка и сурьмы в качестве добавок к припою при пайке определенных металлов. Добавление цинка при работе с алюминием и сплавами из этого металла увеличивает коррозийную стойкость спайки. Такие ЦО припои, содержащие от 10% до 40% цинка, используют для ультразвукового или абразивного метода пайки, лужения.
При соединении меди добавление к составу сурьмы увеличивает прочность спая. При пайке латуни сурьма — не влияет на прочность спая. А железа — уменьшает прочность спая.
Иногда можно встретить пруток или проволоку для пайки без маркировки. Определить приблизительный химический состав такого изделия можно по следующим параметрам:
- пруток с содержанием олова выше 60% ярко блестит (возможно, это ПОС-90, ПОС-61);
- материал, в котором много свинца — темного серого цвета, матовый;
- пруток со значительным содержанием свинца пластичный (до 60%), его легко деформировать (ПОС-40, ПОС-30);
- пруток, где много олова, прочный и жесткий. Его нельзя согнуть руками;
- ПОС различных марок плавятся при температуре от 183 °C до 265 °C.
Марки оловянных и оловянно-свинцовых припоев
Для маркировки оловянных припоев используются буквы русского алфавита и цифры. Пример: ПОС-61, который еще именуют «третник» из-за содержания в нем 1/3 Pb. Буквы: П — это припой, О — оловянный, С — свинцовый. Число 61 — процент содержания Sn.
Рассмотрим наиболее востребованные марки оловянных припоев.
ПОС 90
Применяется для пайки таких металлов, как латунь, медь, сталь, бронза. Химический состав: 9 – 11% Pb и 89 – 91% Sn. Плавиться в интервале температур 183 – 220 ºС. Характеризуется высокой теплопроводностью, пластичностью, имеет выраженный металлический блеск.
Также изделию присущ высокий коэффициент ударно вязкости, хорошо сопротивляется разрывам. Не имеет зарубежных аналогов. Производится в соответствии с ГОСТ 21930-76. Кроме основных элементов в состав сплава (по ГОСТ 21930-76) могут входить: медь – 0,05%, сурьма – 0,1%, висмут – 0,1%, мышьяк – 0,01%.
Указанные примеси не влияют на эксплуатационные и физико-химические показатели ПОС 90.
ПОС 90 – востребованное изделие. Элементы, соединенные данным оловянным припоем, можно в дальнейшем подвергать гальваническому покрытию другими металлами, эксплуатировать в контакте с продуктами питания. Данным сплавом паяют медицинские инструменты, оборудование. Полученные спаи – качественные, долговечные.
ПОС 63
Широко используется для пайки микросхем, печатных плат, пружин, важных узлов различных высокоточных приборов и измерительного оборудования из таких металлов, как сталь, медь, бронза, латунь. ПОС 63 востребован при групповой пайке на окунанием с протяжкой, соединении волной припоя на автоматических линиях. Плавиться при 183 ?С.
Характеризуется небольшой плотностью, хорошей пластичностью, коррозионной стойкостью, высоким показателем текучести. В состав ПОС 63 входит 62,5 – 63,5% олова, около 37% свинца. Содержит примеси висмута (0,1%), Cu, сурьмы (по 0,05%), Ni, As, Fe, S (не более 0,02% каждого), Al, Zn (0,002%).
Они оказывают непосредственное влияние на технические характеристики.
ПОС 61 и ПОС 61М
ПОС 61 – универсальный оловянный припой, применяемый во многих отраслях. Им паяют детали из нержавейки, стали, латуни, меди, олова, бронзы, свинца. Для соединения меди, стали, латуни, бронзы припой ПОС 61 – наилучший выбор. Плавиться при 183-190 градусов Цельсия.
Химсостав содержит: 59 – 61% олова, около 39% свинца, 0,1% сурьмы, 0,2% висмута, 0,05% Cu, 0,02% As. В состав ПОС 61М входит 1,2 – 2% Cu, которые оказывают влияние на свойства.
Прекрасно подойдет для пайки проводов, микросхем, фольги, печатных плат, радио, электроаппаратуры, высокоточных приборов, которые чувствительны к перегреву. В сравнении с другими видами оловянных припоев, которые можно купить, ПОС 61 отличается более высокой химической чистотой.
Для пайки используется помимо профессионального оборудования, традиционные паяльники. А благодаря вхождению в состав ПОС 61М Cu, возрастает износостойкость стержней из меди в электропаяльниках.
ПОС 50
Сплав содержи 50% олова, около 50% свинца, незначительные доли примесей. Используется для соединения деталей из железа, латуни, стали, меди, бронзы. Плавиться при 209 градусах по Цельсию. Применяется в самых разных сферах. Прочность на растяжение – 3,6 кгс/мм2.
ПОС 40
Состоит из 39 – 40% Sn, около 60% свинца и примесей: сурьмы (0,1%), меди (0,5%), мышьяка (0,02%). Используется для меди, стали, бронзы, латуни, оцинкованных изделий (в том числе, методом горячего цинкования).
ПОС 40 соединяют детали радиаторов, трубопроводов, аппаратуры. Спай полностью герметичен. Формирует прочный шов, электроконтакт с малым переходным сопротивлением.
Оловянно-свинцовый припой совместим со всеми видами оборудования, поэтому широко востребован не только в бытовых ремонтах, но и на крупных заводах.
ПОС 35
Используется в машиностроении, монтажных и ремонтных работах, для соединения деталей электрооборудования, гибких шлангов, изделий из белой жести и пр. Аналоги – ПОС 40, ПОС 30. Свойства и характеристики очень схожи.
ПОС 30
Содержит в составе 29 – 31% олова, 0,1% сурьмы, 0,02% мышьяка и 0,05% меди, остальное – свинец. Применяется для пайки деталей в машиностроении, изделий из оцинкованного железа, латуни, меди, бронзы, стали, лужения. Обеспечивает высокую герметичность швов. Популярный среди радиолюбителей.
Из-за высокого содержания свинца пруток с диаметром до 10 мм можно легко согнуть руками. Плавиться при более высоких температурах (около 250 градусов по Цельсию), чем рассмотренные ранее оловянные прутки.
При работе с данным материалом температуру плавления необходимо учитывать, чтоб не повредить спаиваемые элементы.
ПОС 20
Используется при высокотемпературной пайки, ввиду относительной тугоплавкости. Большая часть в составе (около 80%) приходится на свинец. Применяется при ремонте радиаторов, спайке крупных проводов и пр.
ПОСу 95-5
Сурьмянистый припой, в химсоставе которого 4 – 5% сурьмы, остальное — Sn. Допускаются примеси Cu – 0,05%, висмута – 0,1%, не более 0,02% железа, мышьяка, серы, никеля, не больше 0,002% алюминия, цинка.
Используется для спаивания элементов трубопроводов, в электропромышленности, для соединения деталей, эксплуатирующихся при повышенной температуре. Бессвинцовый припой ПОСу 95-5 пригоден для пайки нержавейки, бронзы, меди, латуни, свинца, олова.
Примеси в составе продукта оказывают значительное влияние на его технические характеристики, свойства.
ПОССу 40-2
В составе данного материала 39 – 41% олова, 1,5 – 2% сурьмы, около 58% свинца. Также присутствуют примеси 0,08% Cu, 0,2% висмута, 0,02% мышьяка и 0,08% никеля, каждая из которых оказывает непосредственное влияние на свойства ПОССу 40-2.
Плотность соединения (спая) – 9,2 г/см3. Применяется для пайки тонколистовых материалов, лужения, скрепления некоторых деталей холодильного оборудования. Хорошо спаивает медь, латунь, бронзу. Достаточно широко применяется в разных сферах.
Начинает плавиться при температуре 185 ºС, сохраняет свойства до 229 ºС.
ПОССу 30-2
Содержит 29 – 31% олова, 1,5 – 2% сурьмы, 0,08% Cu, 0,02% мышьяка, остальное – свинец. Начало плавления – 185 ºС, а конечная температура – 250 ºС. Плотность – 9,6 г/см3. Применяется ПОССу 30-2 для абразивной пайки, на электроламповом производстве, для проведения процессов лужения, пайки холодильного оборудования, в автомобилестроении.
Процесс пайки
Объединение 2-х или более деталей с помощью пайки осуществляется для:
- получения электроконтакта с малым сопротивлением;
- получения прочного шва (иногда термического, абсолютно герметичного).
Процесс пайки основан на различии температур плавления у припоя и соединяемых металлов. Тогда как мягкий сплав плавится, становится жидким и текучим, соединяемые металлы остаются твердыми. Расплавленный металл течет по соединяемым деталям, заполняя пустоты между ними.
В процессе пайки формируется промежуточный слой, который включает в себя объединенные части припоя и материала объединяемых элементов. С ее помощью из двух или более деталей образуется единая конструкция.
Канифоль или спиртовой раствор канифоли выступают в качестве флюса при пайке ПОС.
Перед началом работы требуется правильно выбрать припой, исходя из:
- свойств объединяемых материалов;
- требования к прочности соединения;
- коррозийной устойчивости спая;
- его стоимости.
А при спаивании деталей, проводящих ток, учитывают еще коэффициент удельной проводимости.
Для пайки проводов из меди используют ПОС-40 на канифольной основе. Нержавеющую сталь можно соединить обычными ПОС, но для флюса используют специальный материал, отличающейся большей активностью, чем канифоль.
Применение
Область эксплуатации достаточно широка.
- ПОС 4-6 (заменяет ПОС-30) — для спайки железа, меди, свинца, жести белой при наличии клепанных замочных швов;
- ПОС-18 (заменяет ПОС-40) — лужение перед пайкой дерева, спайка латуни, меди, железа оцинкованного, свинца;
- ПОС-30 — спайка латуни, цинка и оцинковки, железа, жести белой, меди. Выполнение работ по пайке гибких шлангов, электромоторов, радиоаппаратуры;
- ПОС-40 — пайка железных, медных, латунных проводов;
ПОС-90 — пайка внешних поверхностей посуды для употребления пищи, медицинских инструментов. Содержание 10% вредного свинца, делает его применение допустимым, для использования на поверхностях, которые контактируют с пищей и водой.
Источник:
Виды припоя (ПОС30, ПОС40 и ПОС61)

Припои принято делить на две группы: мягкие и твёрдые. К мягким относятся припои с температурой плавления до 300 °C, к твёрдым — выше 300 °C. Кроме того, припои существенно различаются по механической прочности. Предел прочности мягких припоев составляет диапазон от 50 до 70 МПа, пайка осуществляется путём погружения материалов в расплавленный металл или паяльником.
Твёрдые сплавы имеют высокий предел прочности свыше 500 МПа, пайка ведётся электроконтактным способом, медными, графитовыми электродами, методом дуговой сварки или автогеном в случае соединения мелких деталей.
Основными элементами высокотемпературных припоев являются никель, серебро, цинк, медь. Наиболее универсальными являются сплавы ПСр на основе серебра, используемые для пайки всех металлов, кроме легкосплавных, магния и алюминия.
Они отличаются пластичностью, прочностью, коррозионной стойкостью, высокой температурой плавления.
Мягкими припоями являются оловянно-свинцовые сплавы (ПОС) с содержанием олова от 10 (ПОС 10) до 90 % (ПОС 90), остальное свинец. Проводимость этих припоев составляет 9—15 % чистой меди. В этих низкотемпературных сплавах основным элементом являются сурьма, свинец, олово.
За счёт большого содержания свинца, вызывающего сильную коррозию, оловянно-свинцовые припои неприемлемы для лёгких сплавов.
Плавление этих припоев начинается при температуре 183 °C (температура эвтектики системы олово-свинец) и заканчивается при следующих температурах:
- ПОС 15 — 280 °C.
- ПОС 25 — 260 °C.
- ПОС 33 — 247 °C.
- ПОС 40 — 235 °C.
- ПОС 60 — 191 °C.
- ПОС 90 — 220 °C.
Припои ПОС 61 и ПОС 63 плавятся при постоянной температуре 183 °C, так как их состав практически совпадает с составом эвтектики олово-свинец. Припой ПОС 61 (ГОСТ 21931-76) состит из олова (Sn): 59-61 % и свинца (Pb): 39-41 %. Припой ПОС 40 (ГОСТ 21931-76) — из олова (Sn): 39-41 % и свинца (Pb): 59-61 %.
Припой для пайки должен быть достаточно тонким, чтобы предотвратить случайное применение слишком большого количества припоя при пайке, но и достаточно толстым, чтобы быть собранным в катушку. Кроме того, толщина припоя влияет на на скорость пайки и Ваше удобство.
Толщина припоя зависит и от количества флюса, кислоты, которая удаляет оксиды. Ведь важно, чтобы припой мог присоединиться к металлу в процессе пайки. Присадки помогают припою распространиться по поверхности и проникнуть глубоко и прочно в припаиваемые детали.
Припой действует не только в качестве соединителя, но и в качестве защитного покрытия, чтобы удержать кислород вне металла.
Эти моменты стоит учитывать потому, что это необходимо: припой не должен морозить жало паяльника на стыке, а должен создавать металлическую связь между контактами путем расплавления припоя. К сожалению, почти все металлы окисляются на воздухе и образуют окисленный слой. Припой защищает металлы от смачивания и связывания с ними кислорода. Что такое окисление?
Окисление — процесс, когда кислород (или другие окислители, например, сера) сочетается с материалами, образуя оксиды. Наглядно это видно, когда кусочки яблока буреют, железо ржавеет, медь получается черной или зеленой. Когда железо ржавеет, оксиды отслаиваются до тех пор, пока от железа ничего не останется.
Напротив, алюминий окисляется очень быстро, при этом оксидная пленка на поверхности защищает металл от дополнительного окисления. Золото остается блестящим, потому что не окисляется, и его легко паять.
Припои, а также никель или хром (никелирование и хромирование) образуют антиоксидную пленку на поверхности металла и защищают от ржавчины.
Окисление происходит гораздо быстрее при более высоких температурах. Припои, содержащие небольшое количество свинца, как правило, требуют наличие флюса. Они разработаны для пайки на более высоких температурах. Недостатком является то, что более агрессивный способ пайки вызывает после пайки коррозию.
При агрессивной пайке, когда припой быстро цепляется к поверхности, остатки чистятся алкоголем при помощи безворсовой салфетки. Жидкий флюс может существенно помочь Вам в процессе монтажа. При пайке компонентов флюс способствует распространению тепла по поверхности, а также защищает металл от кислорода.
Оловянно-свинцовые припои имеют более низкую температуру плавления, чем отдельно свинец или олово. Бессвинцовые припои ныне начинают пользоваться большим спросом. По состоянию на 1 июля 2006 года, европейские законы гласят, что новая электроника должна быть почти полностью без свинца.
Пока еще нет американских законов (кроме Калифорнии), обязывающих производителей техники удалять свинца, но большинство производителей переходят на новые правила. Причина кроется во вредности свинца. Ведущий фактор — свинец присутствует в дыме от припоя.
Бессвинцовый припой, как правило, плавится при более высокой температуре.
Источник:
Припои для пайки
 Для пайки соединений проводниковых материалов в зависимости от предельно допустимых рабочих температур и требуемой прочности паяного шва применяются мягкие и твердые припои.
Для пайки соединений проводниковых материалов в зависимости от предельно допустимых рабочих температур и требуемой прочности паяного шва применяются мягкие и твердые припои.
К мягким относятся припои с температурой плавления до 400 °С, а к твердым — свыше 500 °С.
Припои с температурами выше температуры плавления чистого олова в интервале до 400 °С называются полутвердыми.
Мягкие и полутвердые припои имеют предел прочности при растяжении до 50—70 МПа и применяются для пайки токоведущих частей, не являющихся одновременно несущими конструкциями машин или аппаратов.
Пайка мягкими и полутвердыми припоями осуществляется паяльником или погружением деталей в расплавленный припой, соединяемые поверхности при этом предварительно облуживаются, как правило, припоем той же марки и покрываются обычно канифолью (флюсом).
Оловянно-свинцовые припои выпускаются в виде слитков, прутков, проволоки, ленты и трубок, заполненных канифолью.
Твердые припои имеют предел прочности до 500 МПа и применяются в качестве припоев первой категории прочности при пайке токоведущих частей, быстроходных, допускающих высокий нагрев электрических машин и деталей, воспринимающих основную механическую нагрузку.
Твердая пайка осуществляется электроконтактным способом, графитовыми или медными электродами либо с помощью дуговой сварки. Мелкие детали паяют с помощью автогена.
При электроконтактном способе припой укладывается заранее между соединяемыми деталями или вносится в соединение в процессе пайки, сварка осуществляется без присадки металла путем сплавления концов соединяемых деталей.
Для электроконтактной пайки серебряными припоями в качестве флюса обычно служит бура. Пайка самофлюсующимися припоями, в состав которых входит фосфор, и сварка в защитной атмосфере осуществляются без применения флюса.
Припои с содержанием фосфора для пайки сталей и чугуна и соединений, подвергающихся ударам и вибрациям, из-за хрупкости паяного шва применять нельзя.
Температура плавления мягких и полутвердых припоев (солидус/ликвидус), °С
- О2 – 232/232
- ПОС61 – 183/190
- ПОС40 – 183/238
- ПОС10 – 268/299
- ПОС61М – 268/192
- ПОСК50-18 – 183/145
- ПОССу61-0,5 – 142/189
- ПОССу40-0,5 – 183/235
- ПОССу30-0,5 – 183/255
- ПОССу18-0,5 – 183/277
- ПОССу95-5 – 234/240
- ПСрЗКд – 300/325
- ПСр2,5 – 295/305
- ПОСИЗО – 117/200
- ПСрЗИ – 141/141
Преимущественные области применения мягких и полутвердых припоев
- 02 – лужение и пайка коллекторов, якорных секций и обмоток электрических машин с изоляцией класса Н, лужение ответственных неподвижных контактов, в том числе содержащих цинк
- ПОС61; ПОССу61-0,5; ПОС61М – горячее лужение и пайка меди и ее сплавов, серебра, ковара, никеля и его сплавов. Пайка токоведущих частей электрических машин и аппаратов, работающих при температуре до 160 °С
- ПОС40; ПОССу40-0,5 – горячее лужение и пайка меди и ее сплавов, сталей и различных металлов с покрытием оловом, серебром, никелем. Пайка бандажей коллекторов и якорных секций большинства типов электрических машин, а также приборов, соприкасающихся с морской водой
- ПОССуЗО-0,5 – горячее лужение и пайка меди и ее сплавов, железа, углеродистых и нержавеющих сталей. Лужение и пайка проводов, кабелей, бандажей, различных деталей аппаратуры и приборов, работающих при температуре до 160 °С
- ПОСК50-18 – пайка деталей из меди и ее сплавов, чувствительных к перегреву, в том числе пайка алюминия, плакированного медью. Пайка керамики, стекла и пластиков, металлизированных оловом, серебром, никелем
- ПОС10; ПОССу18-0,5 — лужение и пайка контактных поверхностей электрических аппаратов, приборов, реле и других деталей менее ответственного назначения массового производства
- П0ССу95-5; ПСрЗКд – горячее лужение и пайка коллекторов, якорных секций, бандажей и токоведущих соединений электрических машин нагревостойкого исполнения и с повышенными частотами вращения; пайка трубопроводов и различных деталей электрооборудования
- ПОСИЗО; ПСрЗИ – пайка меди и ее сплавов и других металлов, неметаллических материалов и стекла с металлическими покрытиями. Пайка деталей радиоэлектронной аппаратуры. Обладают высокой жидкотекучестью и обеспечивают хорошее сцепление спаиваемых поверхностей
Сурьмянистые припои не рекомендуется применять для пайки цинковых и оцинкованных деталей.
Преимущественные области применения твердых припоев
- ПСр72; ПСр50 – пайка металлокерамических контактов и различных ответственных токоведущих соединений, подвергающихся изгибающим и ударным нагрузкам
- ПСр45 – пайка меди и ее сплавов, нержавеющих и конструкционных сталей. Пайка короткозамкнутых обмоток роторов и демпферных обмоток высоконагруженных электрических машин. Припой обеспечивает высокую плотность и прочность паяных швов
- ПСр25 – пайка меди и ее сплавов, нержавеющих и конструкционных сталей, заменяет припой ПСр45 при выполнении менее ответственных соединений
- ПСр71 – пайка деталей аналогично припою ПСр72, но где требуется большая жидкотекучесть
- ПСр25ф; ПСр15; ПМФ7 – пайка меди и ее сплавов, в том числе различных токоведущих частей машин и аппаратов, не испытывающих ударных и изгибающих нагрузок
- Л63; ЛОК59-0,1-0,3 – пайка меди и чугуна. Паяные соединения обладают высокой прочностью и хорошо работают в условиях ударных и изгибающих нагрузок
- ПЖЛ500 – пайка соединений, работающих при температурах до 600 °С
Температура плавления медно-фосфорных припоев, °С
- ПФМ-1 — 725—850
- ПФМ-2 — 710—715
- ПФМ-3 — 725—860
Для медно-фосфорных и серебряных припоев в качестве флюса применяют буру в виде порошка или в смеси с поваренной солью.
Припои для пайки алюминия по нормали электротехники ОАА. 614.017—67: П250А; П300А; П300Б
Преимущественные области применения припоев для пайки алюминия
- П250А – лужение концов алюминиевых проводов, а также пайка погружением алюминиевых проводов с алюминиевыми и медными наконечниками
- П300А – то же, пайка соединений с повышенной коррозионной стойкостью
- П300Б – пайка заливкой алюминиевых проводов с алюминиевыми и медными деталями
Источник: С. Л. Корякин-Черняк и др. Электротехнический справочник
Источник:
При какой температуре плавится и кристаллизуется олово

К одному из самых первых металлов, открытых в древности, относится олово. Оно имеет серебристо-белый цвет с небольшой массой. Посуда из него прекрасно сохраняет запах, а также вкус напитков.
Данный металл использовался намного раньше открытого впоследствии железа, а его сплав с медью (бронза) является первым сплавным веществом, созданным человеком.
Это получилось из-за того, что температура плавления олова весьма низкая, что позволяло обрабатывать металл еще при зарождении металлургии.
Свойства и особенности олова
Оловянные сплавы имеют малый коэффициент трения, из-за чего их используют в разнообразных антифрикционных материалов. Помимо этого, данным свойством они могут наделять и прочие вещества.
Это значительно продлевает период эксплуатации механизмов, машин, значительно снижая потери на трение. К интересной особенности данного материала относится его увеличение объема на 25,6 % при температуре + 13,2 °С.
Этот металл называется серым.
При снижении температуры до – 33,0 °С вещество кристаллизуется и переходит в порошкообразное состояние. При взаимодействии серого и белого олова происходит передача свойств белому металлу. Разнообразные оловянные сплавы широко используются электротехнической промышленностью.
На вопрос при какой температуре плавится олово существует однозначный ответ: + 231,9 °С или же 505,1 по кельвину. Это весьма удобно для радиолюбителей, ведь паять детали с такой температурой можно без особых проблем даже в домашних условиях.
Температура плавления, при которой олово переходит в жидкое состояние невысока, что облегчает его использование.
Высокий интерес представляет данное вещество из-за своей хорошей коррозийной стойкости. Именно оловянное покрытие является древнейшим способом защиты разнообразных предметов из металлов, в том числе и консервных банок. Помимо этого, данный элемент имеет свойство объединять многие металлы с приданием им устойчивости к внешним воздействиям.
Это используется при лужении различной посуды и прочих бытовой утвари, а также электротехниками. Оловянно-свинцовые сплавы относятся к мягким компонентам, что удобно при пайке радиотехнических деталей. Эти припои могут иметь различное количество компонентов и соответствующее обозначение.
К примеру, пос-61 означает, что оловянная составляющая имеет 61 %, а свинцовая – 39 %.
Человеческое тело содержит оловянные вещества в костях, где они помогают обновлению костной ткани. Для нормальной жизнедеятельности организму необходимо получать ежедневно порядка 2-10 мг металла в сутки. Этот макроэлемент содержится в принимаемой пище, однако усваивается всего лишь до 5 % от общего поступающего количества.
Температура плавления
Особую известность имеют соединения, использующиеся в качестве припоя радиолюбителями. Температура плавления в сплаве ПОС-40 составляет + 235,0 °С.
Содержащийся в припоях свинец является довольно мягким материалом, имеющий серый цвет со светлым оттенком. Он плавится при значении + 327,0 °С, что делает его идеальной составляющей для олова.
Припой ПОС-61 может плавиться при температуре + 191,0 °С, чем весьма удобен для пайки небольших радиодеталей.
Специалисты знают, при какой температуре олово плавится. Данная величина составляет + 231,9 °С, а при + 231,0°С оно остается твердым. Температурный показатель кипения этого вещества намного выше – 2 600 градусов Цельсия. В зависимости от компонентов, входящих в состав оловянного сплава изменяется температурный показатель плавления.
Этот материал превосходно гнется даже в холодном состоянии, а нагреваясь, он начинает приобретать свойства пластилина. Температура плавления свинца и оловянной составляющей разнится, однако их сплавы обладают широким применением. При плавке применяются специальные флюсы, шлаки, а также присадки для получения необходимой степени качества и сорта металла.
Из-за его возможности расплавляться при низкой температуре он является стратегически важным сырьем. Сплавы с участием оловянного компонента очень легко обрабатываются и применяются при соединении конструктивных деталей и узлов с герметичным швом.
К наиболее известным бытовым соединениям относятся припои, температура плавления в которых олова и свинца зависит от их количества.
Применение и вторичная переработка
Главным достоинством, определяющим область применения оловянного вещества, является его высокая стойкость к коррозии. Это свойство оно передает и прочим металлам, участвующим в сплаве.
Данная способность противодействия химически агрессивным веществам делает материал весьма ценным при защите стальных изделий.
Тончайший слой покрывает практически половину всей производимой стальной жести.
Данный металл используется при производстве тонкостенных труб, которые применяются исключительно при положительных температурных показателях. К ограничению сферы применения относится низкая температура кристаллизации олова.
Бытовые изделия содержат олово в сантехническом оборудовании, разнообразной фурнитуре и прочих аксессуарах. Материал обладает высокой гигиеничностью, низким температурным показателем плавления олова, а также весьма низкой теплопроводностью по сравнению со сталью.
По этим характеристикам его активно используют для изготовления умывальников и ванн.
Это вещество присутствует в домашней посуде, ювелирных украшениях, а также небольших элементах декора и быта. Это обусловлено хорошим плавлением материала при невысокой температуре, ковкости и мягкому цвету. Бронзовые сплавы имеют отличную прочность, а также высокую стойкость к коррозии. Это делает бронзу превосходным строительно-декоративным материалом.
Помимо припоев, которые удобно расплавлять в домашних условиях и промышленном производстве, сплавы применяются даже для производства музыкальных инструментов.
Из различных сплавов отливаются церковные колокола и органные трубы. От количества составляющих элементов зависит тон изделий.
Невысокая температура затвердевания материала и простота обработки позволяют изготавливать уникальные изделия музыкального направления.
Для вторичной переработки используют старые консервные жестяные баночки. Они имеют защитное оловянное покрытие с некоторыми примесями. Их количество для продуктовой тары имеет строгое ограничение. Величина оловянного состава при лужении жестяной баночки не должна превышать 0,14 %, а по свинцу данный показатель составляет 0,04 %.
Для безопасности здоровья дополнительно применяются специальные лаки, которые предохраняют металлическую основу от разрушения под воздействием соли, сахара, а также органических кислот. Средняя банка содержит порядка 0,5 г оловянного компонента. Для мировых масштабов это весьма внушительная цифра.
Доля этого вторично использованного сырья в развитых государствах доходит до 30 %.
Олово используется практически во всех направлениях современного производства. Спустя тысячелетия после своего открытия, металл остается востребованным веществом, обладающим широким спектром уникальных свойств.
Источник: