Любое соединение разъемного типа обязательно предусматривает наличие резьбы. Стоит отметить, что все метизы с наружной резьбой, болты, в частности, можно приобрести где угодно: в строительном супермаркете или на рынке. А вот с резьбой внутреннего типа все гораздо сложнее. Ее следует нарезать своими руками или посредством использования специальных станков.
Сегодня мы расскажем, как правильно подбирать сверла того или иного диаметра под определенную резьбу, также вы сможете ознакомиться с таблицей этих диаметров.
- Необходимость подбора сверл для резьбы
- Параметры подбора сверла под резьбу: таблица
- Классификация резьбы
- Особенности резьбовой нарезки
- Способы получения внутренней резьбы
- Подбор диаметров сверл под резьбу
- Рекомендации по созданию
- Выбор сверл для нарезания
- Приспособления для формирования резьбы в изделии
- Таблица по подбору метчиков для нарезания резьбы, и другие секреты ручной нарезки
- Виды метчиков
- Спецификация метчиков по способу нарезки резьбы
- Спецификация по применению
- Спецификация по типу отверстия
- Спецификация по типу рабочей зоны
- Таблица метчиков и сверл для внутренней резьбы
- Как правильно, и без потерь инструмента нарезать резьбу вручную
- Если что-то пошло не так, или что делать со сломанным метчиком
- Как выкрутить сломанный метчик
- Диаметр сверла под резьбу: особенности нарезания, таблицы
- Приспособления
- Как нарезать правильно
- Подготовка
- Процесс нарезки
- Таблицы выбора диаметра сверла под резьбу
- Таблица диаметров прута для наружной резьбы
- Как определить диаметр отверстия
- Как подобрать диаметр сверла под резьбу с помощью таблицы
- Гост 19257-73
- Если нет таблицы
- Как практически нарезать внутреннюю резьбу
- Инструменты для нарезания внутренней метрической резьбы
- Как выбрать сверло по металлу. Технология подбора сверла по металлу
- Сверла: особенности
- Спиральные сверла
- Конические сверла по металлу
- Корончатые сверла по металлу
- Ступенчатые сверла по металлу
- Преимущества ступенчатых сверл
- Недостатки ступенчатых сверл
- Сверла по металлу с левосторонним вращением
- Твердосплавные сверла по металлу
- Сверла под резьбу
- Размеры: специфика применения
- Удлиненное сверло
- Длинное сверло
- Короткое сверло
- Сверла по металлу: как выбрать лучшие
- Цвет сверл по металлу
- Серый цвет сверл
- Черный цвет сверл
- Блеклый золотистый цвет сверл
- Интенсивный золотистый цвет сверл
- Маркировка сверл
- Производители сверл по металлу
Необходимость подбора сверл для резьбы
Чтобы сделать самостоятельно внутреннюю резьбу, возьмите свою заготовку и просверлите в нем отверстие, которое будет соответствовать по диаметру тому инструменту, который предназначен для нарезки. И каждое из таких отверстий должно строго соответствовать размеру инструмента. Именно для этого нужно внимательно подбирать под резьбу диаметр сверла.
На сегодняшний день в продаже есть сверла с разным диаметром по размеру. Начиная от минимального размера в 0,5 мм и заканчивая крупными коническими сверлами размером порядка 0,05 мм. В зависимости от вида выполняемых работ посредством сверления можно сделать отверстия разного диаметра под те или иные нужды.
Параметры подбора сверла под резьбу: таблица
Если вам нужно просверлить отверстие с большим диаметром, то потребуется брать специальный станок, где сверла оснащены конусными хвостами, а вот обычные сверла оснащены цилиндрическими хвостами. На большом сверле конус имеет пятый размер. Так, параметры конуса напрямую зависят от диаметра сверла, чем больше диаметр сверла, тем больше нужен конус. Например:
- диаметр от 6 до 10 мм;
- требуемый размер конуса от 11 до 22 мм.
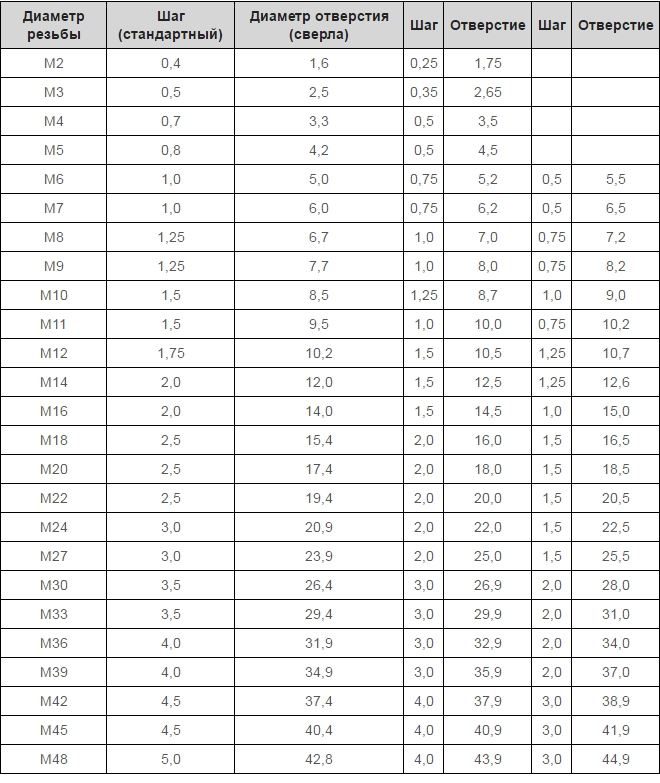
Подобрать максимально точно диаметр сверла под ту или иную резьбу можно, опираясь на специальную таблицу подбора размером.
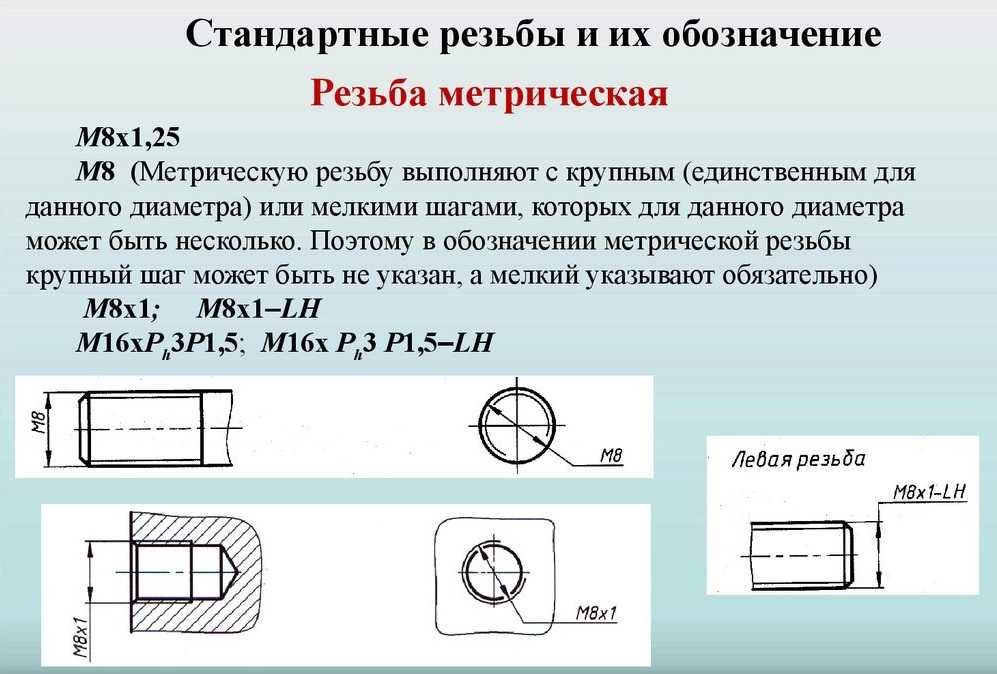
Если есть необходимость создания внутренней резьбы, диаметр отверстия следует выбирать согласно диаметру резьбы и параметров резьбового шага. Эти данные в таблицах обозначены как М8×1, где:
- М – это метрическая резьба;
- цифра – это резьбовой шаг;
- если указано просто М8 и без цифр, то нужно применять стандартный большой шаг. Этот шаг параметра наиболее распространен и подогнан согласно стандартам под большинство размеров сверл.
Диаметры нуждаются в подборе соответствующего отверстия по размеру. Таблица включает перечень наиболее ходовых размеров, с которыми обычно приходится иметь дело в быту при выполнении тех или иных работ.
Классификация резьбы
Внешне резьба похожа на винтовую канавку с постоянным сечением.
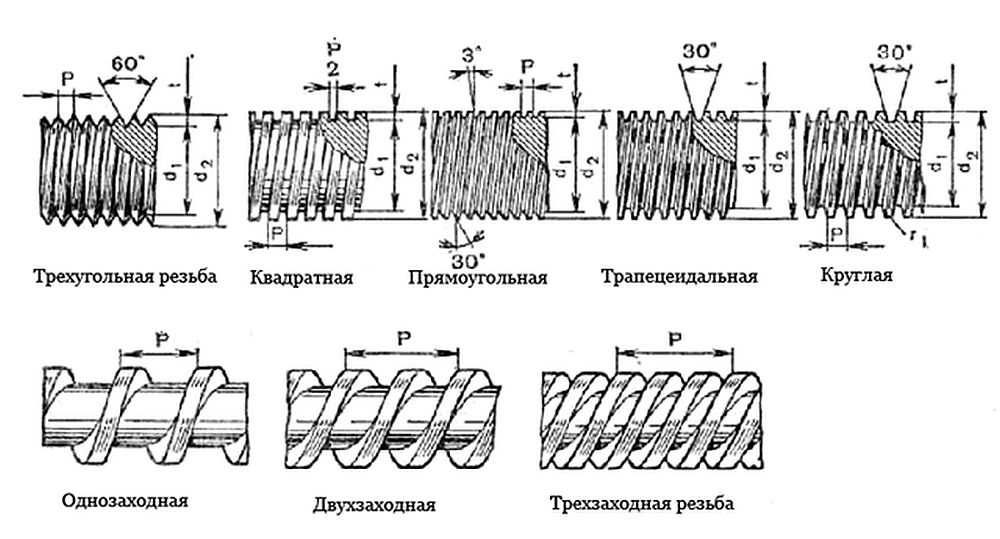
Об этих видах мы уже упоминали ранее. Соединения резьбового типа используется повсеместно. Они нужны для того, чтобы деталь могла вращаться посредством поступательных движений. Без резьбовых соединений трудно представить нормальную работу механизмов или сложных машин. Они бывают также однозаходными или многозаходными.
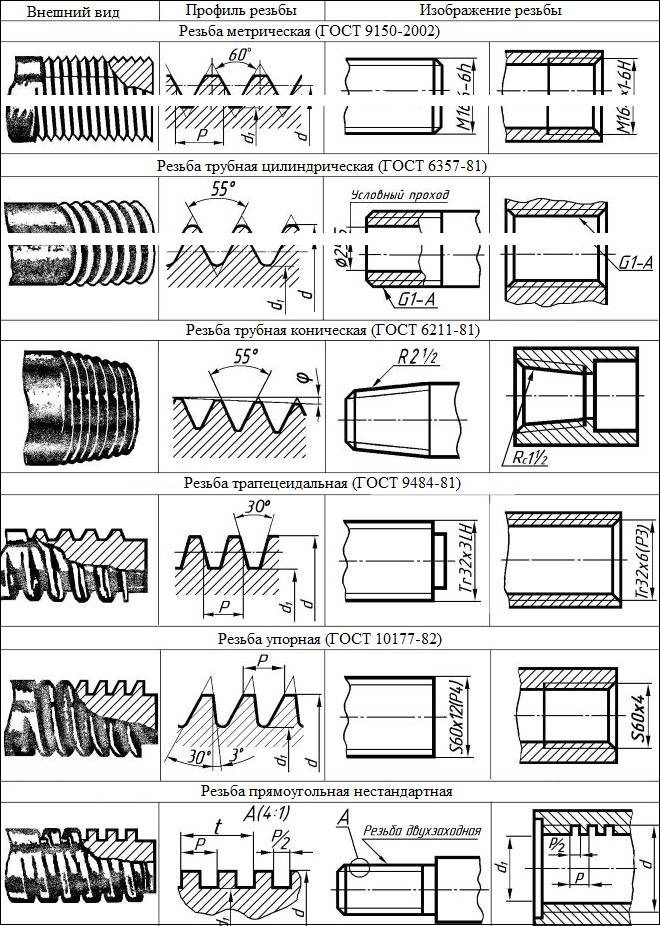
Если говорить о классификации по размерам, то она бывает таких видов:
- метрическая;
- дюймовая;
- трубная.
Метрическая резьба отличается своим особенным треугольным профилем, угол которого составляет 60 градусов. Все параметры резьбы считаются в миллиметрах. Если резьбовой шаг большой, то, как уже упоминалось, мы имеем цифру и буквенное обозначение.
Цифра при этом обозначает размер наружного диаметра резьбы, согласно которому можно подбирать то или сверло. Технические чертежи непременно должны включать в себя характеристику резьбы или же ее аналоги.
Если метрическую резьбу нужно представить с мелким нестандартным шагом, то нужно прибавить число, которое обозначает шаг.
Еще одна величина угла профиля является специфической для резьбового соединения дюймового типа. Такой угол может быть равен 55 градусам, а величина отверстия исчисляется в дюймах, шаг изменяется количеством нитей.
А трубный резьбовой тип отличается от других своим первоначальным диаметром, который зависит непосредственно от размера отверстия трубы. Нарезка осуществляется в таком случае только наружная.
Особенности резьбовой нарезки
Для резьбовой нарезки используется разное оборудование, например:
- станок сверловочного вида;
- парк токарный;
- разные приспособления для нарезки.
При этом нарезку можно выполнять как механическим способом, так вручную. Например, для внутреннего применения можно использовать специальные резьбовые метчики, а для наружной – плашки. Метчики, как и сверла, подбираются в зависимости от диаметра отверстия. Они подразделяются на следующие категории:
- дюймовые;
- метрические;
- трубные.
В основном комплекты ручных метчиков состоят их трех приспособлений, два из которых нужны для проведения предварительных работ, а последнее является доводочным инструментом, с помощью которого выполняется окончательная форма резьбы и подгон под те или иные размеры. Метчики имеют номера. Если в комплекте с плашкодержателем не три, а два приспособления, то первое является предварительным, а второе чистовым. Изготавливаются метчики на основе высоколегированной стали.
Наружная резьба получается посредством применения плашки. Инструменты эти могут быть круглой или призматической формы. Для круглых плашек используют вороток.
Способы получения внутренней резьбы
Чтобы сделать отверстие в месте, где потребуется выполнение нарезки, нужно сначала выбрать сверло нужного размера.
Для применения метчика его отверстие нужно обработать зенкером, пока не будет получена нужная степень чистоты. При выполнении нарезки металл понемногу выдавливается.
По размеру сверло должно быть несколько больше, чем внутренний резьбовой диаметр этого инструмента.
При нарезке твердость металла не слишком влияет на диаметр отверстия. Но если применяется материал невысокой резьбы, то диаметр отверстия может существенно поменяться.
Так, если по величине отверстие и внутренний диаметр сверла точно соответствуют друг другу, то при нарезке материал выдавливается, а его излишки действуют на зубья метчика.
При нагревании стружка прилипает, вследствие чего метчик может сломаться, а резьба будет иметь рваные нити.
При работе со сверлами и резьбовыми соединениями, нужно очень тщательно подбирать параметры, чтобы работа в итоге была выполнена качественно. В этом вам помогут специальные таблицы с указанием параметров под ту или иную резьбу и другие ценные советы.
Источник:
Подбор диаметров сверл под резьбу
При создании разъемных соединений оптимальным вариантом является резьбовое сочленение. Такие элементы используются повсеместно. С метизами, обладающими внешней резьбой проблем не существует. Они распространены в свободной продаже и их легко подобрать под свои нужды.
При необходимости создании внутренней нарезки все несколько сложнее. Не везде, где необходимо она имеется. Поэтому приходится прибегать к самостоятельной нарезке вручную или с применением станков.
Далее разберем, как правильно подобрать диаметр сверла под резьбу и приведем таблицы с этими данными.
Рекомендации по созданию
Соединения подобного типа используются почти повсеместно. Они позволяют придавать вращению деталям поступательные движения. В любом оборудовании и механизмах применяются подобные сочленения.
Можно также выделить следующие группы:
- Однозаходовые;
- Многозаходовые;
По существующей системе размеров также существуют:
- Трубные;
- Метрические;
- Дюймовые.
Метрическая резьба характеризуется особым профилем, который обладает формой треугольника. Угол – 60°. Замер размеров производится в миллиметрах. В процессе создания больших шагов маркировка производится цифрами с включением буквенных обозначений.
Цифровые данные показывают размер наружного диаметра. В любом техническом чертеже можно найти характеристики вида «М4, М6, М8» и аналоги. При обозначении метрической резьбы с нестандартными шагами, то дополнительно вводится цифра, обозначающая размер шага.
В этом случае данные выглядят так – М8х0,8.
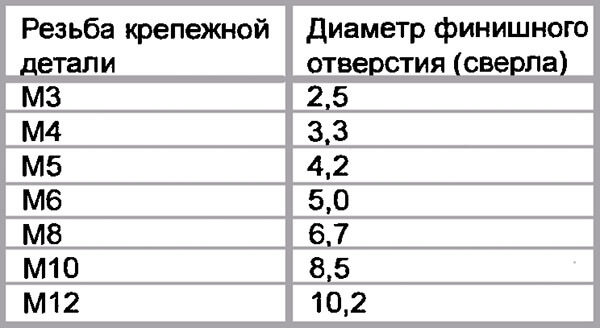
Соответственно с данными таблицы диаметров сверл под резьбу (далее приведен перечень формата «резьба – размер сверла»):
- М5 – 0,42 см;
- М4 – 0,33 см;
- М8 – 0,67 см;
- М12 – 0,96 см.
Под нарезку М6 подойдет отверстие диаметром 0,5 см. Для резьбы М3 сверло должно быть диаметром 0,21 см.
Вычислить размер отверстия можно по формуле, однако обычно используют специально разработанные таблицы диаметров сверл под резьбу. Так получается гораздо удобнее и быстрее, чем каждый раз считать все в своем уме.
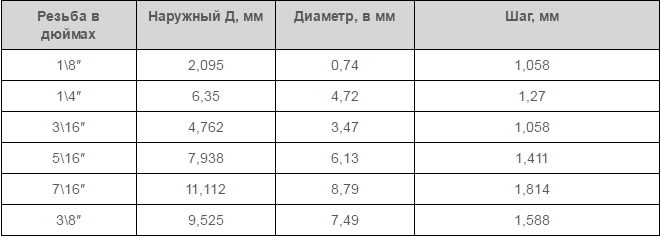
Дюймовая обладает иным углом профиля. Он составляет 55°. Диаметр отверстий указывается в дюймах, а число ниток определяет шаг.
Трубная имеет отличие в первоначальном диаметре, который основывается на размере трубного отверстия. При обработке таких материалов нарезку выполняется лишь наружная.
Выбор сверл для нарезания
Для создания внутренней резьбы своими силами необходимо в заготовке создать отверстие, диаметром соответствующее инструменту для последующего нарезания. Любое отверстие обязано точно соответствовать размерам режущего инструмента. Как раз по этой причине следует точно подбирать размер сверла под последующую резку.
Сейчас проблем с поиском подходящего диаметра сверла не существует. Строительный рынок предлагает любые модификации сверл, начиная минимальными и заканчивая наиболее крупными. Исходя из конкретной задачи, можно создавать отверстия необходимых диаметров под те или иные нужды.
Приспособления для формирования резьбы в изделии
Чтобы нарезать внутри заготовки, требуется метчик. Это приспособление, напоминающее винт, обладающее углублениями, которые заострены. Стержень может являться коническим или цилиндровым. Канавки расположены продольным образом, разделяют резьбовое соединение на элементы, которые называются гребнями. Гребневые края представляют собою рабочие части.
Чтобы канавка была чистой, слой стали требуется убирать постепенно. Для этого понадобится одно приспособление, имеющее большую длину, или несколько соответствующих инструментов.
Единичные метчики также можно купить. Обычно их задействуют для восстановления испорченной резьбы. Чтобы нарезать новую, берут комплект. По данной причине метчики зачастую предоставляются потребителям по две штуки.
Один предназначается для чернового обрабатывания, второй – для чистового. Первый создает углубление малого размера, Второй – проводит его очистку и увеличение. Изготавливаются и трехпроходные приспособления. Они монтируются в воротки. Устройство воротков бывает различным.
Их размер должен находиться в соответствии с размером сверла.
В комплекте все предметы имеют метки. Они наносятся на хвостовики. Различия между рисками таковы:
- у метчика №1 верха зубьев подрезаны, гребенки достаточно длинны. Наружный радиус несколько меньше, чем у иных приспособлений в комплекте;
- у метчика №2 заборная область покороче, гребни подлиннее. Его размер больше, чем у метчика №1;
- метчик №3 имеет полные гребни зубцов. Его величина должна быть такой же, как и у формируемой резьбы.
Метчики бывают трубные (маркируются символом «G», предназначаются для формирования нарезки в трубных изделиях) и метрические (предназначаются для нарезания метрических типов).
Качество нарезки прямо зависимо от показателей метчика. Он должен быть сделан из высококачественного материала, располагать достаточной остротой. Чтобы продлить время применения приспособления и сделать выше параметры нарезки, задействуют смазывающее средство. Зачастую для того чтобы обучиться нарезанию, бывает достаточно трех-пяти попыток.
Работая со сверлом и резьбовым соединением необходимо с тщательностью выбирать характеристики инструмента, т.к. только в этом случае гарантируется качественный результат. Для этого и предлагаем соответствующие таблицы с необходимыми данными под все размеры.
Источник:
Таблица по подбору метчиков для нарезания резьбы, и другие секреты ручной нарезки
Для соединения изделий между собой используют разные способы:
- сварка;
- склеивание;
- клёпка;
- болтовое;
- винтовое;
- шпилькой.
Если детали соединять болтом с гайкой – требуется дополнительное место. К тому же не всегда толщина компонентов позволяет проделать сквозное отверстие.
В таком случае применяют винтовое соединение.
Для вкручивания винта требуется нарезать резьбу метчиком. Инструмент представляет собой стальной стержень, состоящий из рабочей части и хвостовика и предназначен для нарезания внутренней резьбы. Рабочая зона имеет слабовыраженную коническую форму. На ней нанесены зубцы, последовательно повторяющие форму резьбы. Для отвода опилок и стружки предусмотрены канавки.
Виды метчиков
Спецификация метчиков по способу нарезки резьбы
Проходные (универсальные).
Резьба нарезается в один проход. Рабочая часть содержит зубья для разметки и финальной нарезки. Приспособление хорошо подходит для мягких металлов. При работе с прочным материалом требуется прилагать больше усилий.
Комплектные.
Для работы используется несколько насадок (две или три) одного размера резьбы. При работе с особо твердыми металлами возможно применение набора из пяти насадок. Резьба создается в несколько этапов.
Начало прокладывается разметочным метчиком, затем выполняется проход более глубокой нарезки, и наконец – финальная часть, когда грани формируются окончательно.
На выполнение задачи уходит больше времени, но при этом качество существенно выше, а вероятность поломки инструмента практически исключена;
Спецификация по применению
Машинные.
Хвостовик увеличенной длины. Предназначены для закрепления в патроне электро инструмента.
Машино – ручные.
На укороченном хвостовике имеются лыски квадратной структуры. Могут использоваться как в электродрели, так и вручную. Во втором случае применяется специальный вороток – держатель метчиков.
Спецификация по типу отверстия
Для сквозных отверстий.
У таких насадок удлиненный заход (острый кончик рабочей зоны), плавно переходящий в рабочий диаметр. Работать с таким метчиком несложно, с нарезкой может справиться электропривод. После прохода инструмент просто выйдет с противоположной стороны заготовки.
Для глухих отверстий.
Кончик рабочей зоны срезан на манер фрезы. Это позволяет нарезать резьбу практически на всю глубину отверстия. Работать следует с особой осторожностью, поскольку при достижении дна глухого отверстия, застопорившийся метчик может сломаться. По этой причине практикуется ручная нарезка.
Спецификация по типу рабочей зоны
Для работы с различными металлами, форма рабочей зоны (зубцов) может быть прямой, винтовой и с укороченными канавками. Сами зубья располагаются по одной линии или в шахматном порядке. Универсальные конструкции метчиков в мягких и твердых сплавах использоваться не могут.
Потому, если вы хотите правильно нарезать резьбу, используйте инструмент, соответствующий типу металла и отверстия.
При нарезании резьбы метчиками и плашками, необходимо точно подобрать сверло и режущий инструмент под используемый в перспективе винт или шпильку.
Таблица метчиков и сверл для внутренней резьбы
Дело в том, что проходное отверстие и диаметр резьбы должны соответствовать стандартам. Если диаметр отверстия будет слишком большим – глубина канавок получится слишком маленькой, а резьбовое соединение ненадежным.
При малейшей нагрузке резьба будет сорвана. Другая крайность – узкое отверстие под резьбу. В этом случае метчик будет играть роль сверла, а его конфигурация для этого не приспособлена. Очень высока вероятность поломки инструмента.
ВАЖНО! Если нет сверла, точно подходящего по диаметру – делайте отверстие немного меньше положенного, а не больше.
После чего обязательно произведите зенковку, и аккуратно нарезайте резьбу тройным комплектом метчиков.
Как правильно, и без потерь инструмента нарезать резьбу вручную
- Подготовка отверстия. Подбираем сверло в соответствии с таблицей, и аккуратно делаем отверстие.ВАЖНО! Сверло должно быть острым. В противном случае металл в отверстии будет «отпущен» от температурного воздействия, и резьба получится не такой прочной.Сверлить лучше на станке. Вход отверстия желательно зенковать. Это облегчит как нарезку, так и последующую закрутку винта.
При изготовлении глухого резьбового соединения – замерьте длину нерабочей части метчика, умножьте эту величину на 2, и добавьте к глубине отверстия. Каким бы подготовленным для таких отверстий не был метчик – нарезать резьбу до самого донышка отверстия не получится;
- Процесс нарезки. При работе руками торопливость ни к чему. Именно поэтому ручная нарезка предполагает комплектные наборы. Не следует для ускорения процесса начинать сразу со следующего номера.В противном случае резьба получится грубой, с задирами. Так же не следует пренебрегать последним номером. Недорезанная на финишную глубину резьба сулит трудности при закручивании винта, и даже его заклинивание.
Размеры метчиков также разработаны не для экспериментов. Если у вас винт М5, то и на метчике должна быть такая же маркировка. Никаких половинчатых значений не бывает, это все проделки китайских гаражных производителей.
ВАЖНО! Мнение о том, что некая резьба М4,5 будет крепче держать шпильку М5 – ошибочно в принципе.
Тем более что в технических стандартах такого размера резьбы не существует.
Держатель метчика следует крепко взять за обе рукоятки, и прилагать к ним равные усилия. Золотое правило нарезки: +360 градусов, – 180 градусов.
Это означает, что на один полный оборот по ходу резьбы, делается пол оборота назад, для скола и удаления стружки. Пусть вас не обманывает ощущение, что метчик так легко идет. Особенно велик соблазн крутануть побыстрее на финальной стадии. Нарезание внутренней резьбы должно происходить с равномерной скоростью и приложенными усилиями;
- Очистка и проверка. Последний этап – удаление из резьбового отверстия остатков стружки и опилок. Сквозные отверстия прочищаются металлическими ершиками.
Глухие – сначала чистятся жесткой кистью, затем продуваются сжатым воздухом.
После чего в отверстие вкручивается винт, и проверяется качество резьбы. Закручивание должно происходить легко, без усилий. Фиксация винтового соединения при помощи «кривой» резьбы недопустима.
Если что-то пошло не так, или что делать со сломанным метчиком
При неправильной организации работы метчик может сломаться. Причины, приводящие к поломке:
- перекос инструмента;
- несоответствие диаметра отверстия;
- слишком высокая скорость нарезки;
- пренебрежение правилом +360 градусов, -180 градусов.
Если вы не знаете какое предварительное отверстие необходимо сделать в металле чтобы нарезать резьбу и не сломать метчик, скачайте ГОСТ 19257-73, называется он «Отверстия под нарезание метрической резьбы».
Как выкрутить сломанный метчик
Способов на самом деле немного.
- Экстрактор. Классические экстракторы для сломанных болтов и шпилек тут не помогут.Высверлить отверстие в метчике практически невозможно, по причине его исключительной твердости. Необходимо специальное устройство.
Специальные направляющие заводятся в пазы застрявшего метчика, прижимаются втулкой к стержню, и метчик выкручивается обычным ключом;
- Точечная сварка. К метчику приваривается Г-образный стальной стержень. После прихватывания наконечник легко выкручивается;
- Вытравливание кислотными составами. Если метчик сломался в цветном металле – можно вытравить его кислотой. Применение соляной или серной кислот опасно для здоровья, поэтому необходимо использовать лимонную или щавелевую. В отверстие заливается раствор, и производится нагрев. Метчик интенсивно корродирует, и через какое-то время его можно извлечь.
Источник:
Диаметр сверла под резьбу: особенности нарезания, таблицы
Чтобы нарезать внутреннюю резьбу на какой-то детали, необходимо предварительно просверлить отверстие. Его размер не равен диаметру резьбы, а должен быть немного меньше. Найти диаметр сверла под резьбу можно в специальной таблице, но для этого надо знать еще и тип резьбы.
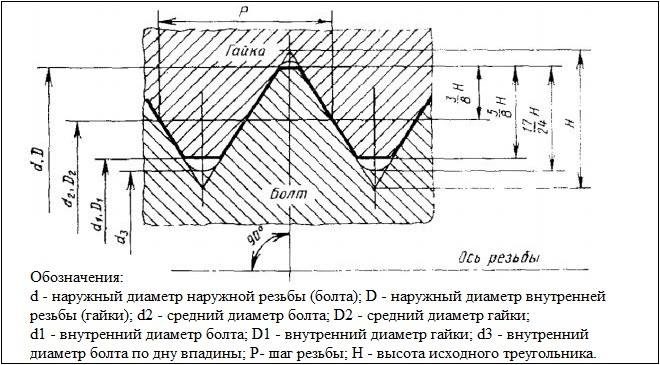
Любая резьба характеризуется двумя параметрами:
- диаметром (D);
- шагом (P) — расстоянием от одного витка до другого.
Они определяются ГОСТ 1973257-73. Нормальным считается крупный шаг, но ему соответствует несколько более мелких. Малый шаг используют при нанесении на тонкостенные изделия (трубы с тонкой стенкой).
Также делают мелкий виток если нанесенная резьба — способ подстройки каких-либо параметров. Также малый шаг между витками делают для повышения герметичности соединения и для преодоление явления самовывинчивания детали.
В остальных случаях нарезается стандартный (крупный) шаг.
Видов резьбы много, так как каждая имеет свои особенности формирования, диаметр отверстия под резьбу в каждом случае отличается. Все они прописаны в ГОСТах, но чаще всего используют треугольную метрическую и коническую метрическую резьбу. Дальше говорить будем о них.
Треугольную резьбу мы обычно наблюдаем на болтах и других подобных крепежных элементах, коническую — на большинстве сантехнических изделий, предполагающих разъемное соединение.
Приспособления
Для нанесения резьбы своими руками используют небольшие приспособления:
- плашки (их еще называют лерки) для нанесения витков снаружи (обычно на трубу или металлический прут (штырь);
- метчики — для внутренней (вот под них предварительно требуется делать отверстие).Метчик (сверху) и плашка (внизу)
Выполнены все эти приспособления сплавов, отличающихся повышенной прочностью и стойкостью к истиранию. На их поверхности нанесены желобки и канавки, при помощи которых получается их зеркальное отображение на обрабатываемой детали.
Любой метчик или плашка промаркированы — на них нанесена надпись, обозначающая тип резьбы, которую данное устройство нарезает — диаметр и шаг. Вставляются они в держатели — воротки и плашкодержатели — закрепляются там при помощи винтов.
Зажав приспособление для нарезки резьбы в держателе, его надевают/вставляют в то место, где требуется сделать разъемное соединение. Прокручивая устройство, формируют витки. От того, насколько правильно выставлено устройство в начале работы зависит ровно ли «лягут» витки.
Потому первые обороты делайте стараясь удерживать конструкцию ровно, не допуская сдвигов и перекосов. После того, как сделано несколько оборотов, процесс пойдет проще.
Вручную можно нарезать резьбу малого или среднего диаметра. Сложные типы (двух- и трехходовые) или работа с большими диаметрами руками невозможна — слишком большие усилия требуются. Для этих целей используется специальное механизированное оборудование — на токарные станки с закрепленными на них метчиками и плашками.
Как нарезать правильно
Наносить резьбу можно на практически любые металлы и их сплавы — сталь, медь, алюминий, чугун, бронзу, латунь и т.д. Не рекомендуют делать ее на каленом железе — оно слишком жесткое, при работе будет крошиться и качественных витков добиться не удастся, а значит, соединение будет ненадежным.
Подготовка
Работать надо на чистом металле — удалить ржавчину, песок и другие загрязнения. Затем место, где будет наносится резьба, необходимо смазать (кроме чугуна и бронзы — с ними надо работать «на сухую»). Для смазки есть специальная эмульсия, но если ее нет, можно использовать размоченное мыло. Также можно использовать другие смазки:
- льняное масло для стали и латуни;
- скипидар для меди;
- керосин — для алюминия.
Часто можно услышать советы использовать при нарезании резьбы машинное или минеральное масло или даже сало. Они работают неплохо, но специалисты говорят, что лучше этого не делать — стружка будет прилипать к вязкой субстанции, что приведет к быстрому износу метчика или плашки.
Процесс нарезки
При нарезке наружной резьбы плашку размещают строго перпендикулярно к поверхности трубы или прута. При работе она не должна вилять, иначе витки получатся неровными и соединение будет некрасивым и ненадежным. Особенно важны первые витки. От того, как они «лягут» зависит не будет ли затем соединение с перекосом.
Нанося внутреннюю резьбу, деталь фиксируют неподвижно. Если это небольшой кусок, его можно зажать в тисках. Если большая пластина — обеспечьте ее неподвижность доступными методами, например, зафиксировав брусками.
Метчик в отверстие вставляют так, чтобы его ось была параллельна оси отверстия. С небольшим усилием, понемногу, начинают крутить в заданном направлении. Как только почувствуете что сопротивление усилилось, выкручиваете метчик обратно и очищаете его от стружки. После чистки процесс продолжают.
При нарезании резьбы в глухом отверстии, его глубина должна быть немного больше требуемой — в этот излишек должен входить кончик метчика. Если конструктивно такое невозможно, у метчика отрезают кончик. При этом к дальнейшей эксплуатации он не пригоден, но другого выхода нет.
Для того чтобы витки получились качественными, используют два метчика или плашки — черновую и чистовую. Первый проход делают черновой, второй — чистовой. Также есть комбинированные устройства для нанесения резьбы. Они позволяют сделать все за один проход.
Еще один практический совет: чтобы стружка не попадала в рабочую зону, при нарезании делают один полный оборот по часовой стрелке, затем пол оборота против. После этого возвращают инструмент в то место, где остановились и снова делают один оборот. Так продолжают до требуемой длины.
Таблицы выбора диаметра сверла под резьбу
При выполнении внутренней резьбы под нее предварительно сверлится отверстие.
Оно не равно диаметру резьбы, так как при нарезании часть материала не удаляется в виде стружки, а выдавливается, увеличивая размер выступов. Потому перед нанесением необходимо выбрать диаметр сверла под резьбу.
Это можно сделать по таблицам. Они есть для каждого типа резьбы, но приведем наиболее популярные — метрическую, дюймовую, трубную.
Таблица диаметров прута для наружной резьбы
При работе в наружной резьбой ситуация очень похожая — част металла выдавливается, а не срезается. Потому диаметр прута или трубы, на который наносится резьба, должен быть немного меньше.
Источник:
Как определить диаметр отверстия
Добрый день, дорогие друзья. Наверное, многие из Вас когда-либо задавались вопросом — Как определить диаметр отверстия, которое необходимо просверлить под метрическую резьбу? Можно простым способом — от размера резьбы отнять шаг резьбы. Например:
М14х2 — Резьба на 14, шаг резьбы стандартный — 2, диаметр отверстия = 14-2 = 12
Резьбовое соединение по праву считается одним из наиболее надёжных средств соединения.
В случаях, когда что-либо в доме внезапно ломается, большинству из нас в голову приходит мысль о том, что было бы неплохо закрепить отломившуюся часть с помощью болта.
Кроме того, что резьбовое соединение максимально прочное и износостойкое, его также можно разбирать. Это довольно часто играет решающую роль, когда дело касается выбора типа соединения.
С техникой нарезания резьбы вообще незнакома, как правильно выбрать размер диаметра отверстия под резьбу? При сверлении отверстия под резьбу, диаметр сверла можно рассчитать по формуле: диаметр резьбы — шаг резьбы = диаметр сверла. К примеру, если требуется нарезать резьбу 18х1,5, то 18-1,5=16,5 мм. Это и есть требуемый диаметр сверла для данной резьбы.
Несмотря на то, что нарезание внутренней резьбы не относится к сложным технологическим операциям, существуют некоторые особенности подготовки к этой процедуре.
Так, следует точно определить размеры подготовительного отверстия под нарезание резьбы, а также правильно подобрать инструмент, для чего используются специальные таблицы диаметров сверл под резьбу.
Для каждого из типов резьбы необходимо использовать соответствующий инструмент и рассчитывать диаметр подготовительного отверстия.
Любое соединение разъемного типа обязательно предусматривает наличие резьбы. Стоит отметить, что все метизы с наружной резьбой, болты, в частности, можно приобрести где угодно: в строительном супермаркете или на рынке. А вот с резьбой внутреннего типа все гораздо сложнее. Ее следует нарезать своими руками или посредством использования специальных станков.
Проведение измерений в любой области техники предполагает использование специальных инструментов и приспособлений. Они отличаются между собой по способу применения, точности измерений и сфере, в которой могут быть использованы. Отдельное место в измерениях занимает определение диаметров отверстий.
Многие из вас сталкивались с нарезанием внутренней резьбы с помощью метчика и у многих возникал вопрос — какого диаметра должно быть сверло под резьбу, к примеру М8 или М10.
Ведь при нарезке резьбы первоначальной задачей становится сверление отверстия подходящего диаметра, чтобы метчик резал металл не слишком туго и в то же время не болтался.
Поэтому расскажу, как можно самому высчитать правильный диаметр сверла под любую метрическую резьбу.
Перед началом работы метчик вставляют в квадратный хвостовик — вороток. Воротки могут быть обычными или с трещоткой. Резьба выполняется аккуратно, первый проход делают метчиком №1 до конца.
Особое внимание необходимо обратить на направление движения: только по часовой стрелке, при этом необходимо приложить некоторое усилие.
Выполняется так: 12 оборота по ходу чередуется с 14 оборота против хода винта для разрушения стружки.
Источник:
Как подобрать диаметр сверла под резьбу с помощью таблицы
Любой механизм в наше время имеет резьбовое соединение. Что бы это ни было, автомобиль или простая тележка, всё содержит резьбовые соединения. Говоря просто, резьбовое соединение — это болт или винт, вкрученный в отверстие с нарезанными витками, неважно, расположено оно непосредственно на детали или это просто обычная гайка.
Важным является то, насколько надёжным будет это соединение, а это напрямую зависит от того, правильно ли подобран диаметр сверла под резьбу. В этой статье обсудим, как правильно подобрать диаметр отверстия в соответствии с требуемой задачей.
Гост 19257-73
Это документ, которым устанавливаются параметры отверстий под внутреннюю резьбу для различных видов и марок металлов, он содержит информацию для метрической резьбы. Имеет данные про диаметр сверла под резьбу, таблица удобна в использовании даже для новичков.
С помощью таблицы найти правильный диаметр просто. Берёте болт или винт, замеряете штангенциркулем размер резьбы. Затем с помощью линейки замеряете шаг витков, позже обсудим как это сделать и находите данные в таблице.
С помощью этих двух параметров в таблице можно легко найти правильный диаметр инструмента.
Если нет таблицы
Ну а как быть, если вы в гараже? Под рукой нет таблицы и интернета тоже нет. Что делать? В таком случае выход тоже есть. Берём болт, определяем номинал и шаг резьбы.
Например: резьба М6, а шаг составляет 1 мм. Итак, наш диаметр 6 мм, а шаг витков 1 мм. Теперь решаем уравнение. От 6 мм отнимаем показание шага, то есть 1 мм и получаем 5 мм. Наш диаметр сверла составит 5 мм.
Тоже ничего сложного.
Как практически нарезать внутреннюю резьбу
На самом деле это не так сложно. Давайте последовательно обсудим выполнение работы.
- Находим номинальный размер метрической резьбы. Для этого берём штангенциркуль и измеряем диаметр болта, который будем вкручивать в нашу будущую резьбу.
- Теперь замеряем шаг витков на болте. Это можно сделать приложив линейку к нарезной части болта. Берём за основу десять вершин ниток. Смотрим на линейке длину десяти витков и потом её делим на десять, получаем шаг резьбы.
- Отнимаем от номинального диаметра резьбы параметр шага резьбы и получаем диаметр фрезы.
- Размечаем на детали место отверстия и накерниваем его, чтобы сохранить точность, если будем сверлить ручной дрелью.
- Выбираем хорошее острое сверло и вставляем его в патрон. Сверлим на небольших оборотах, чтобы не перегреть и не отпустить металл. От этого зависит надёжность резьбового соединения.
- Зенкуем вход в отверстие. Это облегчит нарезку резьбы.
- Очищаем отверстие от стружки, которая образовалась во время сверления и зенковки.
- Подбираем необходимый по размеру метчик и смазываем его. Смазка необходима, чтобы продлить срок службы инструмента.
- Ставим метчик в отверстие под прямым углом и движением по часовой стрелке проворачиваем на 360 градусов, затем в обратном направлении на 180 градусов. Такими поступательными движениями нарезаем резьбу в отверстии. Если нарезать резьбу по этому правилу, вы сохраните метчик целым, а она сама будет хорошего качества.
- После нарезки резьбы очищаем отверстие от стружки и проверяем ввинчивая болт. Он должен ввинчиваться без затруднений и не болтаться в отверстии.
Зная план работы, необходимо обратить внимание на инструмент.
Инструменты для нарезания внутренней метрической резьбы
Метчики делятся на проходные, комплектные, машинные и машинно-ручные. Есть метчики для сквозных отверстий, а также для глухих. Металлы имеют разную твёрдость, поэтому есть метчики под разный металл. Подбирать метчики необходимо под металл, в котором планируется изготовление резьбы.
Важную роль в изготовлении резьбового соединения играет отверстие, в котором потом будет нарезаться резьба. Для того чтобы отверстие было гладким и соответствовало заданному диаметру, необходимо использовать свёрла хорошего качества.
Фрезы нужно подбирать под металл в котором будете делать отверстия, так, для чугуна угол заточки режущей части должен равняться 118 градусам, нержавеющей стали 120 градусам, а бронзе 140 градусам.
От инструмента тоже зависит качество отверстия. Так, если сверлить отверстия на станке, они будут качественнее, нежели от сверления ручной дрелью. Всё дело в биении. Поэтому используя ручную дрель необходимо учитывать этот факт при выборе сверла.
Возьмём, например, резьбу М6. Выше мы говорили, что сверло необходимо диаметром в 5 мм. То в данной ситуации лучше использовать сверло 4,9 мм. Так, одна десятая сыграет роль буфера на биение от работы ручной дрелью.
И отверстие получится идеальным для нарезания резьбы соответствующим метчиком.
Есть таблицы прописывающие параметры свёрл. Но если вы не профессионал, то лучше приобретать свёрла в специализированных магазинах там просто вам смогут помочь подобрать нужное вам сверло.
Но хорошо и самим немного понимать, что вы покупаете. Сегодня в магазинах и на рынках можно встретить свёрла разных цветов, и это не просто так. Цвет тоже может много рассказать о сверле.
- Серый стальной цвет. Это недорогое и не очень крепкое сверло. Оно не проходило какой-либо дополнительной обработки поэтому не все металлы ему по плечу. Скорее всего, такое изделие прослужит недолго.
- Есть свёрла чёрного цвета. Такой цвет изделие приобретает благодаря обработке перегретым паром, это повышает его прочность.
- Золотистый тусклый оттенок говорит о том, что к сверлу применили отпуск чтобы снять напряжение в калёном металле. Это повышает прочность сверла и позволяет быть не слишком хрупким.
- Ну и самые прочные свёрла имеют насыщенный золотистый цвет. Они покрыты нитритом титана. Такие свёрла более долговечные из-за меньшего трения и прочности. Стоят такие свёрла достаточно дорого, поэтому если вы увидели сверло такого цвета за небольшую цену, то, скорее всего, это подделка, не стоит её покупать.
Источник:
Как выбрать сверло по металлу. Технология подбора сверла по металлу
Сверло – это режущий инструмент, который служит дополнением к рукоятке прибора с электродвигателем. Они могут работать только в совокупности.
Сверла зачастую предназначены для бурения отверстий различного диаметра на материале многих плотностей. В наше время любой профессиональный строитель не представляет свою работу без такого помощника.
В бытовых условиях его также часто применяют, например, для того, чтобы сделать ремонт, повесить картину на бетонной стене или установить мебель.
Сверла: особенности
- Существует много различных видов таких режущих инструментов. Сверла по металлу отличаются от тех, что по дереву тем, что у первых присутствует твердосплавная напайка, а у вторых есть характерная заточка трезубцем.
- На первый взгляд, может показаться, что сверление отверстий – это достаточно простой процесс, однако, так кажется только до того момента пока не начнешь это делать своими руками. Ведь необходимо понимать какое сверло по металлу выбрать и как им пользоваться исходя из материала поверхности для работы.
- Начинающему строителю при покупке сверла достаточно непросто сориентироваться среди большого ассортимента инструмента. Без помощи специалиста тяжело определиться и остановиться на подходящей модели.
- Обычное сверло состоит из трех зон: режущей, калибрующей и хвостовиковой частей.
- На первой части находятся кромки, которые выполняют режущую функцию.За этой составляющей располагается калибрующая часть, на которой находятся канавки, обеспечивающие выведения стружки. Эта зона отвечает за качество и равномерность отверстия, а также задает нужный размер диаметра.
- В конце сверла по металлу находится хвостовик, который крепится к инструменту или станку. У этой детали имеется несколько форм: коническая, цилиндрическая или шестигранная.
- Коническое сверло по металлу вставляют непосредственно в станок, а цилиндрическое – в патрон инструмента.
Разберем подробнее все виды сверл по металлу и определимся, как же выбрать их под определенную работу, а также каким должен быть уход за ними.
Спиральные сверла
Это самый распространенный вид сверла. Оно имеет спиральную форму, поэтому так и называется. На инструменте расположены две закрученные продольные канавки с углом наклона от 10 °C до 45 °C, которые выводят стружку во время работы. Конец сверла всегда острый. Такой тип используют как для ручного сверления, так и для работы на станках.
Конические сверла по металлу
Для стационарного станка или специальной дрели применяют сверло по металлу с коническим хвостовиком. Оно зажимается в специальном станке благодаря специфическому окончанию для зажима. Используют такой тип инструмента для сверления отверстий больших диаметров. Такие сверла имеют пять размеров.
Корончатые сверла по металлу
Такое сверло легко сделает отверстие в металлической трубе или достаточно толстом листе. Оно способно сделать дыру довольно большого диаметра и глубины.
Помогает экономить энергию за счет того, что затрагивает лишь внешнюю кромку будущего отверстия, благодаря чему уменьшает износ электродвигателя и самого сверла.
Такой инструмент не требует частой заточки и помощи при высверливании отверстия дрелью со сверлом меньшего размера, что дает возможность ускорить время работы. Корончатые сверла могут делать отверстия от 5 мм.
Ступенчатые сверла по металлу
Такие сверла еще называют конусными. Ступенчатые сверла имеют вид конуса по форме рабочей части.
Это довольно новый вид строительного инструмента и пользователи обычных сверл еще не понимают в чем их преимущество.
Задумываются, не будет ли напрасной тратой денег приобретение такого типа инструмента. Ведь цена на такой вид сверл по металлу значительно превышает другие традиционные образцы.
Преимущества ступенчатых сверл
- Кромки, расположенные на конусной части сверла, имеют высокий показатель прочности, благодаря чему обеспечивают большой рабочий ресурс.
- Устойчивы к перегреву.
- Конус сверла устроен таким образом, что с каждой кромкой диаметр становится все больше, и увеличивается оно в виде новогодней елки.Отверстие, сделанное таким образом, становится универсальным, поэтому одним сверлом можно сделать дыры различных диаметров, а это экономия не только средств, но и времени на подбор инструмента.
- Ступенчатые сверла применяются для высверливания на материале различного типа: пластике, металле, фанере, дереве и прочих поверхностях.
- Еще одним достоинством таких сверл является скорость сверления, вследствие чего даже в тонком листовом металле не снижается качество кромки.
- Во время работы нет необходимости применять дополнительные центрирующие элементы, что значительно ускоряет процесс обработки поверхности.
- Особую прочность изделию придает абразивное напыление, благодаря чему нет необходимости постоянно затачивать инструмент.
- Во время обработки поверхностей такими сверлами не возникает заусениц и отслоения лакокрасочного покрытия, а отверстия получаются гладкими и красивыми.
Недостатки ступенчатых сверл
Пользователи конусного сверла по металлу отмечают только 2 недостатка – это небольшая высота кромки, что обеспечивает меньшую глубину сверления, и высокая цена этого типа сверла по металлу.
Сверла по металлу с левосторонним вращением
В продаже такой инструмент можно встретить очень редко, так как их использование узкоспециализированное. Применяют их для высверливания «заломанных», «пригорелых» болтов или другого крепежа.
Твердосплавные сверла по металлу
- Инструмент получил такое название из-за оснащенности сверла пластиной из твердых сплавов. Их применяют в основном для работы с чугунным, а также с неметаллическим материалом, например, мрамором, пластмассой и пр.
- Такие сверла не пользуются популярностью в быту, в них есть ряд недостатков, таких как:
- большая осевая нагрузка;
- недостаточное крепление сверл;
- скорость сверления переменчива;
- большая ширина стружки, а, следовательно, и высокая вероятность того, что она будет застревать в канавке изделия;
- недостаточная мощность и маленькое число оборотов, опасность появления вибраций.
- В продаже они почти не встречаются, но можно купить под заказ.
Данные сверла покупают те хозяева, которым важна высокая точность результата. Степень качества определяет тип А1 или В1. Чем выше точность, тем и стоимость сверла будет значительно больше.
Сверла под резьбу
Изделие предназначено для создания резьбы на уже готовом отверстии. При этом выбирать сверло нужно меньшего размера на 1 мм. Например, если необходимо отверстие резьбой в 5 мм, следует взять сверло на 4 мм.
Размеры: специфика применения
Сверла по металлу отличаются не только своими особенностями строения, но и размерами, а также диаметром. Таким образом, сверла подразделяют на удлиненные, длинные и короткие.
Удлиненное сверло
- Удлиненное сверло по металлу применяют в большинстве случаев для сверления отверстий, проходящих насквозь, а также в предметах с глубокой длиной.
- Используют их при работе с легированной и нелегированной углеродистой сталью, цветным металлом, чугуном и бронзой.
- Для удлиненного сверла характерна низкая производительность, но зато оно имеет отличную устойчивость к изломам.
- При покупке такого инструмента обратите внимание на цвет изделия, маркировку, угол заточки и материал, из которого он изготовлен. Об этих характеристиках мы поговорим более подробно чуть позже.
- Такую конструкцию могут иметь несколько видов инструмента: спиральные сверла, а также инструменты с коническим и цилиндрическим хвостовиками.
Длинное сверло
- Длинное сверло по металлу обладает рядом ценных положительных качеств:
- способно сделать глубокое отверстие на труднообрабатываемых поверхностях;
- в таких сверлах полностью отсутствует биение;
- оно служит достаточно долго;
- не перегревается во время работы;
- можно использовать на станке или установить в специальный патрон дрели.
- Следует понимать, что чем длиннее сверло, тем больше должен быть диаметр сверла, ведь если оно, например, длиной в 200 мм, а в диаметре 2 мм, то изделие просто сломается, не успев толком приступить к работе.
- Диаметр длинных сверл по металлу составляет от 1 до 20 мм, при этом размер его может колебаться от 19 до 205 мм.
Короткое сверло
- Короткие сверла по металлу эффективнее применять для маленьких аккуратных отверстий.
- Работу с ними можно производить на низких оборотах.
- Такой инструмент используют в основном для ручной работы по металлу.
- Также благодаря такого плана сверлам можно более четко центровать месторасположения отверстия, если нет изначально подходящего сверла для работы. Диаметр таких сверл составляет от 0,3 до 20 мм, длина при этом колеблется от 20 до 131 мм.
Сверла по металлу: как выбрать лучшие
Выбрать идеальное сверло для ваших нужд несложно, нужно лишь следовать характеристикам инструмента:
- цвет;
- качество и внешний вид сверла;
- исполнение заточки изделия;
- диаметр;
- производитель;
- форма.
Перед тем как приобрести сверло, надо определиться для каких работ он потребуется, и на какую стоимость вы рассчитываете.
Цвет сверл по металлу
Первым критерием при выборе сверла по металлу является внешний вид изделия, в частности, цвет. По нему выясняют, каким материалом оно обрабатывалось. Выделяют следующие цветовые характеристики: серый, черный, блеклый золотистый и интенсивный золотистый цвета.
Серый цвет сверл
- Говорит о том, что инструмент дополнительно ничем не обрабатывался.
- Является самым дешевым и ненадежным материалом, поэтому прослужит очень недолго, хорошо будет, если вы сможете закончить хотя бы один процесс высверливания.
- Единственным плюсом является его низкая цена, но и она не оправдывает средства, вложенные в покупку такого инструмента.
Черный цвет сверл
- Этот цвет указывает на то, что сверло было обработано перегретым паром, вследствие чего значительно продлевается срок его службы.
- Стоимость такого инструмента немного дороже, но его приобретение вполне доступно.
Блеклый золотистый цвет сверл
Такой оттенок получают после отпуска в процессе изготовления, для снятия напряжения в каленом металле. Благодаря такой обработке увеличивается прочность металла и продлевается срок эксплуатации сверла.
Интенсивный золотистый цвет сверл
- Это самый дорогой вид изделия из всех вышеперечисленных, что является единственным недостатком в изделии.
- Сверла такого оттенка покрываются самым прочным на сегодняшний день материалом – титаном.
- Инструмент обеспечивает высокую износостойкость, уменьшает трение во время работы, что облегчает условия его эксплуатации.
- Самый долговечный и надежный материал, с которым приятно работать.
Перед покупкой определитесь с интенсивностью и продолжительностью работы с инструментом.
Если вы строитель и существует необходимость каждый день сталкиваться со сверлением отверстий, тогда лучшим вариантом для покупки будут сверла интенсивного золотистого цвета.
Помните, что сэкономив на приобретении качественного сверла, вы рискуете потерять больше времени на работу и неизбежно быстро столкнетесь с необходимостью покупки нового инструмента через непродолжительный отрезок времени. Для бытовых условий подходят более дешевые варианты, черные сверла либо блекло-золотистые.
Маркировка сверл
Немаловажно обращать внимание на маркировку сверла, в которой указываются размеры изделия и тип металла, из которого они сделаны. К основным обозначениям относят:
- буква Р, обозначает, что сверло изготовлено из быстрорежущей стали;
- буквенно-числовые латинские обозначения говорят о сплаве материала и о его количестве в изделии. Например, М2–2 – части молибдена находятся в составе сверла, и, соответственно, К3–3 – части кобальта;
- у импортных производителей существует маркировка HSS сверл по металлу, а в дополнение в такой аббревиатуре еще указывают сплав материала и для какой обработки они предназначены, например, HSS-G TiN – говорит о том, что при изготовлении использовали титаново-алюминиево-нитридное напыление, особо устойчивое к коррозии и обеспечивает длительный срок эксплуатации.
Набор сверл по металлу HSS – это, пожалуй, мечта для каждого мастера, работающего ежедневно с таким инструментом в профессиональной сфере.
Производители сверл по металлу
Благодаря опыту и многочисленным практическим отзывам покупателей можно выделить несколько лидирующих фирм по производству сверл по металлу.
- Отечественные производители. Если вы увидели на маркировке знак СССР, приобретайте такой инструмент не задумываясь, сверла старой закалки очень прочные и долговечные.
- Сверла по металлу фирмы Bosh заняли достойное место на нашем строительном рынке. Эта фирма разрабатывает большое количество различных инструментов высокого качества.
- Фирма Ruko обрела большую популярность своей ценовой политикой и сравнительно неплохим качеством исполнения.
- Производство Haisser. Специалисты считают сверла такой фирмы мощнейшими и самыми элитными, их используют как в производственных целях, так и в бытовых.
Храните сверла в специальных ящичках, которые идут в комплекте с инструментом, каждое на своем месте. Инструмент нет необходимости мыть, лучше просто пройтись по сверлу жесткой щеткой или кисточкой для удаления стружки или пыли, образовавшимся во время работы. Соблюдайте технику безопасности во время работы, надевайте очки и перчатки.
Источник: