Тиски – это механизм, который позволяет фиксировать изделия на станке с помощью клинового, диафрагменного, эксцентрикового механизма или вращением рукоятки винта. Это приспособление обычно состоит из двух зажимов и корпуса.
Оборудование, в котором используется сжатый воздух, чтобы перемещать и прижимать подвижные части, называется пневматическими параллельными тисками.
Данное приспособление – самый используемый инструмент для фрезерного станка.
Станочные тиски используются при жестком закреплении деталей во время фрезерования, сверления, строгания и других операций на станках.
Основными отличиями этого вида оборудования от других видов является то, что зажимы у них гладкие и отшлифованные, позволяющие фиксировать и не повреждать деталь.
Зажимы параллельны, они не требуют установления горизонтали детали, можно просто положить приспособление на направляющие и поджать зажимы.
Это станочное приспособление можно поворачивать под любым углом, устанавливая его на поворотную платформу.
После определения необходимого угла для использования, зажимы притягивают к основанию с помощью специальных болтов.
Если вы не планируете использовать поворотную конструкцию, то лучше ее снимать на время работы, потому что она уменьшает жесткость и тем самым снижается точность.
Различают разные типы тисков:
- синусные;
- инструментальные;
- на подвижной платформе;
- для особых видов работ.
Существуют специальные синусные столы, с помощью которых проводятся необходимые операции путем прикрепления устройства.
С помощью угловых мер осуществляется обработка только под небольшим углом.
Магнитные синусные столы используются для высокоточного резания и плоского шлифования.
Угол выставляется с помощью электромагнитов, поэтому этот способ обработки считается очень точным. Сложные виды обработки производятся с помощью трех координатных угловых приспособлений, благодаря которым возможно проводить работу под любым углом и в трех плоскостях.
Инструментальные крепежные устройства применяют, чтобы зафиксировать детали для шлифования. Они характеризуются высокоточными и строго параллельными плоскостями.
Чтобы обработать деталь, необходимо фиксировать ее только один раз, а при изменении угла обработки производится поворот крепежного устройства.
С помощью устройств на подвижной платформе обработка осуществляется в двух плоскостях, что очень важно в процессе работы с небольшими деталями, которые требуют особой точности.
Когда обрабатываются крупные заготовки, то фиксирование тисками станочными происходит с помощью специальных стальных прижимов.
Под приспособлениями для особых видов работ подразумевают тиски для обработки кругов и труб, имеющих специальные крепежи с регулировочным механизмом.
Под углом 90° закрепление заготовки осуществляется с помощью специальных приспособлений, которые обеспечивают удобную и точную обработку.

- Устройство
- Как выбрать
- Приспособления для установки и закрепления заготовок
- Тиски для фрезерного станка
- Предназначение станочных поворотных тисков
- Применение фрезерных станочных тисков
- Виды
- Ручные фрезерные поворотные тиски
- Пневматические фрезерные поворотные тиски
- Гидравлические фрезерные поворотные тиски
- Конкуренты станочных поворотных тисков
- Установка и хранение
- Устройство и особенности конструкции слесарных тисков
- Из чего состоят механические слесарные тиски?
Устройство
Любые типы станочных тисков, даже однотипные, которые производятся в разных компаниях, могут существенно отличаться между собой функциональными возможностями.
Но какими бы не были эти приспособления, они всегда имеют следующие составляющие:
- два зажима, которые обеспечивают фиксацию обрабатываемой детали;
- планки, которые выполняют роль основания;
- пластины – рабочие элементы зажимов;
- винт с ручкой, благодаря которому возможно перемещать подвижную часть одного из зажимов;
- дополнительные детали.
Как выбрать
Тиски станочные имеют много видов и отличаются между собой качеством выполняемых работ и количеством разнообразных дополнительных функций. Поэтому при выборе такого оборудования важно внимательно осмотреть товар, а также при возможности проверить его.
Источник:
Приспособления для установки и закрепления заготовок

Универсальные приспособления (прихваты, угловые плиты, призмы, машинные тиски и др.) предназначены для закрепления различных заготовок. Их применяют главным образом в единичном и мелкосерийном производстве. Прихваты используют для закрепления заготовок сложной формы или больших габаритов непосредственно на столе станка.
В качестве подкладки под прихваты используют ступенчатые подставки, различные бруски требуемой высоты или специальные опоры для плиточных прихватов. Весьма удобным в работе является регулируемый по высоте изогнутый универсальный прихват. Таким прихватом можно прижимать разные по высоте заготовки.
Разные по высоте заготовки можно закреплять с помощью переставного прихвата. Подкладка прихвата сделана в виде круглого диска, вращающегося на эксцентрично расположенной оси, проходящей через прорезь прихвата. В дискепросверлено шесть отверстий. В зависимости от требуемой высоты установки штифт вводят в то или иное отверстие.
Заготовка зажимается прихватом с помощью болта. Таким прихватом можно крепить заготовки разной толщины. Крепление заготовок на столе станка с помощью прихватов является простейшим случаем установки.
Тем не менее при таком способе крепления необходимо соблюдать следующие правила:
- болт, крепящий прихват, необходимо устанавливать по возможности ближе к заготовке;
- прихват должен опираться на подкладку одинаковой высоты с заготовкой;
- конец прихвата, опирающийся на заготовку, не должен находиться над той ее частью, которая не опирается на стол;
- черновое фрезерование можно производить при сильно затянутых болтах во избежание вырывания заготовки из тисков или других зажимных приспособлений при обработке.
При чистовом фрезеровании затяжка болтов не должна вызывать деформаций обрабатываемой заготовки.
Угловые плиты применяют для установки и крепления заготовок, имеющих две плоскости, расположенные под углом 90°.
Прежде чем закреплять заготовку на угловой плите, надо тщательно выверить правильность установки самой плиты на столе станка с помощью рейсмаса или индикатора.
Машинные тиски по конструкции подразделяются на простые, поворотные и универсальные. Основным отличием поворотных тисков от простых является то, что верхняя часть тисков вместе с обрабатываемой заготовкой может быть повернута на требуемый угол.
Универсальные тиски могут поворачиваться не только в горизонтальной плоскости, но и в вертикальной. Их применяют при фрезеровании плоскостей, расположенных под углом к горизонтальной плоскости.
Читайте также: Как пользоваться мультиметром: инструкции для чайников
Применяют также тиски, у которых подвижная губка может поворачиваться вокруг вертикальной оси. Такими тисками можно пользоваться без применения специальных подкладок при обработке деталей с наклонными опорными поверхностями. Тиски с эксцентриковым зажимом применяют для быстрого и надежного закрепления сравнительно небольших заготовок.
В настоящее время широко применяют машинные тиски с ручным быстродействующим пневматическим или гидравлическим приводом.
Применение специальных съемных губок и подкладок к машинным тискам приводит к значительному сокращению затрат времени на установку заготовок.
Подобные губки можно изготовить при необходимости для любых обрабатываемых заготовок.
Гидравлические и пневмогидравлические тиски обеспечивают большую силу зажима, чем тиски с пневматическим приводом. На верхних и боковых плоскостях губок имеются Т-образные пазы, служащие для закрепления заготовок и специальных накладок.
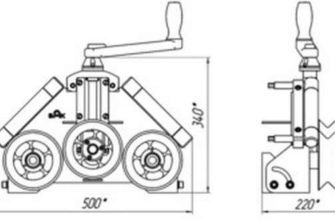
Корпус тисков может поворачиваться относительно основания на 360° с точностью до 1°. Механизированный ход подвижных губок составляет 24 мм. При наладке губки можно развести до 200 мм.
Тиски рассчитаны на силу зажима до 5500 кГ (при давлении масла в системе 50 кГ/см2).
В последнее время начали применять приспособления с оксидно-бариевыми магнитами для закрепления стальных и чугунных заготовок с плоской опорной поверхностью.
Приспособления с оксидно-бариевыми магнитами имеют ряд преимуществ по сравнению с ранее применявшимися магнитными устройствами, а именно: в закрепленных заготовках отсутствует остаточный магнетизм; металлорежущий инструмент не намагничивается; для изготовления таких приспособлений используют недефицитные материалы.
Установку машинных тисков можно производить с помощью шпонок (сухарей), вставляемых в паз основания тисков. Эти шпонки заводят в средний паз стола станка. Завинчивание гаек прижимных болтов производится постепенно. Если сильно затянуть одну гайку, а затем все остальные, то это может привести к перекосу тисков.
Установка тисков может быть осуществлена непосредственно по фрезерной оправке. Губки тисков устанавливают параллельно оси фрезерной оправки. В этом случае оправку 2 приводят в соприкосновение с неподвижной губкой тисков и затем затягивают гайки прижимных болтов.
Во избежание деформаций оправки необходимо пользоваться щупом, который вводят между фрезерной оправкой и неподвижной губкой или свободной полкой угольника. При правильной установке щуп можно вытащить при небольшом усилии.
Выверка заготовок, обрабатываемых в тисках. Одновременно с закреплением обрабатываемой заготовки производят проверку правильности ее положения и исправление погрешностей установки.
Правильность установки заготовки в тисках по отношению к столу станка проверяется с помощью рейсмаса. Для более точной установки заготовки вместо рейсмаса используют индикатор со стойкой.
При использовании различных съемных подкладок к тискам упрощается процесс установки заготовки и в ряде случаев не требуется последующая выверка. Плотное прилегание нижней плоскости заготовки к подкладке достигается постукиванием медным или латунным молотком.
Перед закреплением в тисках заготовок с уже обработанными поверхностями надо обязательно снять заусенцы, образовавшиеся во время предшествующего перехода, если они могут помешать правильной установке или закреплению заготовки. На губки тисков следует надеть накладки из листовой меди, латуни или алюминия для предохранения от вмятин обработанных поверхностей.
Кроме того, необходимо всегда перед обработкой сметать стружку со стола, опорных поверхностей заготовки, зажимных приспособлений, тисков, подкладок. Тонкостенные заготовки малой жесткости не следует зажимать с большой силой во избежание их деформаций, а следовательно, и искажения размеров и формы после обработки.
В крупносерийном и массовом производстве находят широкое применение специальные приспособления для установки и закрепления определенной детали.
Закрепление заготовок в специальных приспособлениях позволяет не только сократить время на ее установку и выверку, но и обеспечивает более высокую точность обработки. Пневматическая система должна быть проверена в действии на утечку воздуха. То же самое должно быть проделано в отношении гидравлических зажимов.
Источник:
Тиски для фрезерного станка

Создавая любой предмет, необходимо соблюдать точность, а значит и фиксацию.
Современные фрезерные станки свою работу осуществляют с допусками в десятые доли миллиметра, при этом заготовки, находящиеся в них, не стоят на одном месте, а передвигаются в двух плоскостях.
При этом человек может не управлять станком, потому что агрегат может быть заранее запрограммирован на осуществление определенных действий.
Отсюда возникает необходимость в наличии универсального фиксатора, позволяющего довольно быстро работать на станке. В прошлом веке были разработаны поворотные тиски, которые претерпев на сегодняшний день небольшие изменения, активно используются как в маленьких мастерских, так и в цехах больших предприятий.
Предназначение станочных поворотных тисков
В большинстве станков с поворотными устройствами движение осуществляет инструмент, а не заготовка, что по идее должно существенно сэкономить на поворотном механизме. Однако осуществлять работу инструментом на стороне заготовки, обратной мастеру, в теории можно, а вот на практике такое проделать совершенно невозможно, так как мастер не видит в буквальном смысле того, что он делает.
В качестве примера необходимо представить такую ситуацию. Берется металлическая деталь в виде бруска. Мастеру нужно в каждой боковой стороне сделать выемку в виде полуцилиндра.
Высота бруска при этом не позволяет ему увидеть, доходит ли фреза с другой стороны детали до ее конца.
Конечно, все можно потом подправить, но что делать, если потребуется вместо полуцилиндра изготовить гораздо более сложную выемку.
В этом случае выхода только два – остановить работу и полностью обойти станок для ее продолжения либо заранее отведя в сторону фрезу, использовать поворотные тиски, позволяющие быстро повернуть заготовку к мастеру нужной стороной. Разница между двумя этими ситуациями составляет около минуты, поэтому поворотные тиски повышают производительность мастера примерно на четверть.
Использование станочных фрезерных тисков на агрегатах с машинным управлением имеет несколько причин:
- Станок могут запрограммировать таким образом, чтобы обрабатываемую деталь всегда поворачивать с открытой для обзора стороны. Это позволяет держать под контролем процесс работы, что полезно при проверке новых программ, так как в этом случае можно обнаружить ошибку сразу же, а не в конце.
- Иногда необходимо фрезу оставить на месте и провернуть непосредственно саму деталь, например, когда требуется выполнить идеальный круг.
- Многие детали очень удобно устанавливать в станочные тиски, которые повернуты на 90 градусов. После этого тиски просто ставятся в рабочее положение.
Применение фрезерных станочных тисков
Поворотные устройства не могут использоваться сами по себе, а только в сочетании с фрезерным станком. В таких агрегатах тиски применяют для того, чтобы очень надежно зафиксировать заготовку под деталь и позволить фрезеровщику ее обработать. Такое станочное фрезерное устройство используют в основном:
- в небольших мастерских;
- в цехах крупных заводов.
Фрезерные поворотные устройства используются в небольших мастерских для изготовления мебельной фурнитуры, а также для работы с небольшими объектами из металла, например, ключами сложной конфигурации. Также они применяются при работе с пластиковыми окнами, когда требуется их подгонка.
В крупных заводских цехах фрезерные тиски используют при изготовлении авиационных турбин, деталей двигателей и других механизмов, конструкция которых имеет сложную форму.
Виды
Станочные поворотные тиски могут быть:
- ручными;
- пневматическими;
- гидравлическими.
Необходимо более подробно разобрать каждый вид.
Ручные фрезерные поворотные тиски
В основании таких станочных фрезерных тисков лежит ротационный диск, позволяющий программному обеспечению или оператору станка осуществлять их поворот на 360 градусов вместе с предметом, который в них зажат.
Фиксируется диск с помощью плотного зажима, представляющего собой металлический стержень с резьбой и статичного регулятора, вынесенного за поворотную часть.
Кроме этого, в самом поворотном диске для более крепкой фиксации делают углубления.
На ротационном диске закрепляют болтами обычные ручные тиски. Состоят они из двух параллельных пластин из металла, у которых внутренняя поверхность покрыта демпфирующим материалом.
Регулирующая конструкция представляет собой перпендикулярный стержень с резьбой, который приварен к центральной части наружной стороны пластины. Другой конец стержня имеет ручку, а сам он продет через закрепленный намертво регулятор, у которого внутренняя поверхность также имеет резьбу.
Длина стержня рассчитывается таким образом, чтобы расстояние между пластинами тисков было около одного миллиметра, даже при раскрученном полностью стержне.
В результате при помощи ручки можно устанавливать нужное расстояние между пластинами, а также регулировать силу зажима заготовки, не опасаясь повредить тиски.
Существует большое количество модификаций такой конструкции. К примеру, на одних тисках могут осуществлять движение сразу обе пластины за счет наличия достаточно сложного механизма, а на других существует рычаг вместо ручки и передаточный механизм, что значительно облегчает труд работника.
Ручное станочное фрезерное устройство чаще всего используют в небольших мастерских, а также для работ с хрупкими предметами, которые автоматике доверять не стоит. Такой станочный инструмент имеет невысокую стоимость, он очень практичен и достаточно удобен в использовании.
Пневматические фрезерные поворотные тиски
В основе такой конструкции также лежит ротационный диск, на который прикреплены тиски, состоящие из рельсы и двух пластин.
Регулирующая конструкция пневматических станочных фрезерных тисков является герметичной трубкой, у которой один конец присоединяется к центральной части наружной стороны подвижной пластины, а второй – к электрическому или ручному насосу.
Если возникает необходимость увеличить силу зажима, в трубку, при помощи насоса, вкачивают большое количество воздуха, который начинает расширяться, в результате чего пластина начинает продвигаться вперед.
Если потребуется уменьшить усилие, начинают стравливать из этой трубки воздух и нагнетать его во вторую трубку, соединяющую движущую пластину с другим насосом и выполняющую противоположную функцию.
Если тиски будут использоваться вместе с автоматическим станком, то вместо фиксатора и зажима из стержня будут применяться миниатюрные пневматические тиски, а в основание диска часто встраивают электропривод. Такая конструкция позволяет программному комплексу станка держать под контролем движение фрезы и поворот самой заготовки, что делает работу более эффективной.
Пневматические станочные поворотные тиски способствуют развитию большего усилия, чем ручные, однако на рынке появилась гидравлическая конструкция, которая является самой эффективной.
Гидравлические фрезерные поворотные тиски
По своей конструкции и принципу действия они полностью соответствуют пневматическим, только вместо сжатого воздуха применяют жидкость. В основном это вода, однако для развития большего усилия часто используют более упругую и вязкую жидкость.
Кроме того, насосы гидравлических станков подключаются к резервуару с необходимой жидкостью, а не остаются открытыми для забора воздуха. Гидравлические станочные тиски очень популярны в различных производствах.
Эти компактные устройства используют и в мастерских.
Конкуренты станочных поворотных тисков
Единственным конкурентом такого устройства являются неповоротные тиски, которые исходя из своего названия, не обладают такой крайне важной функцией. Однако такое устройство, не имея поворотного механизма, стоит значительно дешевле, поэтому при их приобретении можно сэкономить до 10% от стоимости ручных тисков или до 35% от стоимости гидравлики.
Читайте также: Способ и технология для плавки металла в индукционной печи
Также имеется небольшая конкуренция между ручными и гидравлическими устройствами. Здесь необходимо решать, что будет лучше – существенная экономия или возможность насовсем отказаться от того, чтобы подгонять тиски вручную.
Установка и хранение
Станочные фрезерные тиски чаще всего устанавливают непосредственно на станок, а если быть точнее, под фрезу. Работать они будут вместе со станком, поэтому вариантов в способах их установки быть не должно.
Большинство станков уже имеют крепления под тиски, а инструкции к таким агрегатам содержат рекомендации и требования к ним.
Однако всегда можно использовать ручное устройство или тиски без программного управления, которые устанавливаются на необходимой высоте, чтобы было удобно работать с объектами, имеющих разный размер.
Многих волнует вопрос, как хранить тиски – вместе со станком или отдельно? В первом случае необходимо будет хорошенько смазать рабочую поверхность станка и покрыть его брезентом или тканью.
Если миниатюрные тиски будут храниться отдельно от станка, то их также следует смазать и завернуть в промасленную бумагу.
Если станочное устройство имеет большие размеры, то поступать с ним необходимо так же, как и с самим станком.
В интернете много слухов о том, что любые гидравлические устройства ни в коем случае нельзя переворачивать и обращаться с ними следует крайне осторожно. В случае с тисками это не совсем верно.
Благодаря тому, что в гидравлических тисках применяется замкнутая система, не поддерживающая слив или долив жидкости и являющейся абсолютно герметичной, то такое устройство можно вертеть как угодно. Единственным слабым местом его считаются трубки, используемые для жидкости.
Если они располагаются за пределами его корпуса, то лучше всего позаботиться о том, чтобы они не перетерлись и не оборвались, потому что в случае утечки жидкости предстоит очень дорогой и обширный ремонт. В особенности если в качестве жидкости выступала не вода.
Таким образом, станочные фрезерные поворотные тиски необходимы для закрепления заготовки на рабочей поверхности станка в таком положении, чтобы ее можно было удобно обрабатывать. Такое устройство обеспечивает довольно высокую и точную силу зажима заготовки. Поворотные тиски бывают нескольких видов, которые имеют свои преимущества и недостатки.
Источник:
Устройство и особенности конструкции слесарных тисков

Устройство тисков слесарных, как и всех остальных видов зажимного инструмента, выглядит просто. Следует начать с того, что тиски — это специальный, как правило, неподвижный инструмент для прочной фиксации различного рода деталей из твердых материалов с целью их последующей обработки. Он закрепляется на специальном рабочем столе, а именно на верстаке, который должен иметь прочную основу.
Слесарные тиски необходимы для прочной фиксации различных деталей во время их обработки.
Нередко в тисках зажимают довольно крупные детали и прилагают к ним достаточно большую (часто ударную) силу. Это происходит при рубке, клепке, ковке или изгибании заготовок.
Тиски слесарные изготавливают из хорошей стали с незначительными примесями, которые способствуют уменьшению износа тисков в процессе эксплуатации. Кроме стали, их отливают из чугуна. Однако следует знать, что чугунный зажимной инструмент не так надежен.
Чугун при длительных и сильных физических воздействиях может раскрошиться или потрескаться.
Тиски слесарные бывают разных размеров. Есть миниатюрные модели, которые используются для закрепления небольших заготовок и весят несколько десятков граммов, и поистине гигантские образцы, применяемые чаще всего на производстве в крупных цехах.
Из чего состоят механические слесарные тиски?
Детали, из которых состоят тиски:
- подвижная и неподвижная губки;
- винтовой зажим;
- механизм крепления к верстаку;
- пружина;
- втулка;
- ручка для вращения винтового зажима;
- сменные накладки.
Слесарные тиски представляют собой цельнометаллическое устройство, устанавливаемое на рабочей поверхности верстака при помощи болтов, которые крепятся в основании неподвижной губки. Также существуют разновидности, имеющие особый винт, который позволяет закреплять их наподобие струбцины.
Вращение винтового механизма изменяет положение подвижной губки относительно всей конструкции, заставляя ее выдвигаться внутрь или наружу. Тем самым создается зазор между сменными накладками, в которые и закрепляется заготовка для последующей обработки.
Зажимной инструмент нередко дополнен наковальней, которая располагается на задней части неподвижной губки.
Виды слесарных тисков
Слесарные тиски делятся на поворотные и неповоротные. Неповоротные жестко фиксируются на верстаке и позволяют работать с деталями только в одном положении. Поворотные слесарные тиски могут вращаться параллельно верстаку на 60° и более вокруг своей оси.
Некоторые из них, кроме горизонтального вращения, могут также поворачиваться и по вертикали, тем самым обеспечивая работу с заготовкой в большем диапазоне позиций, нежели их «неподвижные» собратья. Однако слабым местом подобных моделей является именно поворотный механизм.
Это следует учитывать, применяя к ним избыточную силу.
Сменные накладки чаще всего изготовляют из более мягкого металла, нежели губки. Накладки бывают гладкими, это позволяет не оставлять следов на обрабатываемой заготовке и весьма точно фиксировать ее в тисках.
Также накладки покрывают насечкой для более твердого и надежного закрепления заготовки.
Помимо этого, существуют специальные упругие накладки, которые позволяют зафиксировать заготовку максимально плотно, полностью распределяя силу давления губок по всей поверхности детали.
Источник: