Развод можно считать оптимальным, когда между полотном пилы и деревом, которое она распиливает, находится смесь из 65-70% опилок и 30-35% воздуха.
- Правильная заточка ленточных пил
- Заточка и разводка ленточных пил
- Конструкция ленточной пилы
- Формы режущей части и угол заточки полотен
- Развод режущих элементов ленточной пилы
- Рекомендации по заточке
- Ошибки при заточке и разводке ленточных пил
- Заточка ленточных пил
- Заточка ленточных пил по дереву
- Конструктивные особенности ленточных пил
- Профиль, зубья и угол заточки
- Подготовка приспособления к работе
- Разводка инструмента
- Заточка пилы
- Методы затачивания
- Рекомендации специалистов
- Распространенные ошибки
- Вывод
- Насколько острая и ровная ленточная пила — настолько и будет качественный материал
- Заточка ленточной пилы
- Достоинства ленточной пилы
- Материал для изготовления ленточных пил
- Зубья и углы заточки
- Разводка ленточной пилы
- Заточка ленточной пилы
- Выделяют два основных способа заточки ленточной пилы.
- 1 способ
- 2 способ
- Напильники для заточки пил
- Направляющее устройство для заточки пил
- Оправка для развода зубьев
- Зажим для заточки пилы
- Обработка вершин зубьев
- Развод зубьев пилы
- Заточка напильником
- Заточка ленточных пил
Правильная заточка ленточных пил
Внешним проявлением того, что ваша пила разведена правильно, является то, что выбрасывается из пропила 80-85% опилок.
В случае, когда Вы развели пилу слишком сильно, остается много воздуха и недостаточное удаление количества опилок.
В случае не до разводки пилы на поверхности доски остаются плотно прессованные горячие опилки.
Пила, которая разведена слишком сильно, будет пилить рывками, разведенная недостаточно будет пилить волнами.
Еще один очень важный момент: разводить следует только верхнюю треть зуба, в процессе пиления должен участвовать только острый уголок на самой вершине зуба.
Точить пилу с минимальным съемом металла (т.е. зачистить заусенцы) и затем разводить.
Если возникла проблема с пилением, то прочтите 13 пунктов ниже — это Вам поможет.
При входе в бревно пила делает скачек вверх и пилит ровно практически до конца бревна, после чего падает вниз. Это явление получило название отжатия , т.е. пилу отжимает. Вызвано это слишком большим углом заточки зуба. Следует уменьшить угол заточки на пару градусов.
При входе в бревно пила делает скачок вверх и доска получается кривая как сабля . Это вызвано, скорее всего тем, что угол заточки слишком большой, а развод недостаточен.
Следует уменьшить угол заточки зуба и увеличить развод. Пила ныряет вниз и доска получается кривая как сабля . Это вызвано недостаточным углом заточки и недостаточной разводкой одновременно.
Следует увеличить угол заточки на пару градусов и увеличить развод.
На доске остается слишком много опилок, и они рыхлые на ощупь. Развод недостаточен, следует его увеличить. Угол заточки уменьшить.
Пропил идет волной. Если пила острая, то это происходит вследствие слишком маленького развода, следует увеличить развод.
Тупая, ни разу не переточенная пила трескается по впадинам зуба. Это вызвано тем, что полотно недостаточно разведено для работы, которую им пытаются выполнить, либо тем, что полотном продолжали пилить, после того как оно затупилось.
Пила покрывается трещинами сзади. Это вызвано тем, что задние упоры направляющих роликов стоят слишком далеко от тыльной стороны полотна.
На полотно пилы накатываются опилки. То вызвано тем, что пила недостаточно разведена и в пропиле не остается достаточно воздуха, полотно пилы трется об опилки, разогревается и древесная пыль напекается на пилу. Увеличить развод.
Опилки накатываются на внутренней поверхности зуба, но на поверхности пилы этого не происходит. Это обусловлено плохим качеством заточки (слишком большая подача или слишком большой съем металла и, как результат, плохое качество поверхности на впадине зуба), либо слишком большим углом заточки зуба, либо тем, что полотном продолжали пилить после того, как оно уже затупилось.
После заточки полотно покрывается трещинами на впадинах зубьев. Во время перезаточки, за один раз сняли слишком большое количество металла в результате чего получиться перекал поверхности зуба.
Многие проблемы создаются тем, что заточной камень недостаточно часто и аккуратно заправляется.
Не забывайте, что какой бы совершенный станок Вы не использовали для распиловки древесины, это всего лишь устройство продергивающее пилу через бревно. Конечный результат зависит на 90% от правильности обслуживания пилы и только на 10% от настройки станка в целом.
Не забывайте, что пиление неразведенной пилой — это самый быстрый способ её порвать.
Угол заточки – это угол отклонения торца зуба от вертикали. Рекомендуемый для большинства случаев угол заточки составляет 10-12 градусов. Для распиловки твердых пород и мерзлой древесины угол заточки 8-10 градусов. Для работы с мягкими породами 12-15 градусов.
Разводка зубьев – это важный фактор, влияющий на характеристики лезвия. Запомните, что при заточке зубьев и уменьшении их высоты разводка также уменьшается.
Параметры заточки ленточной пилы в зависимости от породы обрабатываемой древесины (приведены в табл.).
Заточка и разводка ленточных пил
Для того чтобы обработка разнообразных материалов производилась правильно, необходимо ухаживать и следить за состоянием ленточнопильных приспособлений. С этой целью используются станки для заточки и разводки ленточных пил. Своевременный уход обеспечит длительную эксплуатацию инструментов.
Конструкция ленточной пилы
Ленточные пилы – это особая беспрерывная конструкция, которая характеризуется наличием режущих элементов с одной стороны. Это режущий элемент, с помощью которого производятся работы по дереву.
Наиболее часто ленточные пилы применяются в разнообразных ленточнопильных полотнах. С их помощью осуществляется резка разнообразных деталей. С помощью этих полотен обеспечивается достаточно высокое качество реза.
Обеспечивается все это только в том случае, если пила имеет хороший развод. Также инструмент необходимо своевременно обслуживать.
Заточной станок для ленточных пил
Ленточные пилы производятся из сверхпрочного металла, что обеспечивает не только высокое качество реза, но и длительность эксплуатации пилы. Зубья имеют универсальный угол, что позволяет максимально качественно проводить распиловку материала.
Формы режущей части и угол заточки полотен
Геометрия режущих элементов ленточных пил может быть разнообразной, что напрямую зависит от материала, который предназначается для распиловки. Станки по дереву наиболее часто оснащаются специальными пилы, с помощью которых можно проводить:
- столярные работы;
- распиливать бревна и брусья;
- использовать на делительных пилах.
Угол заточки при этом определяется строго производителем инструмента. Передний угол заточки будет максимально маленьким при использовании твердой древесины.
Ленточные пилы по металлу оснащаются пилы с различной формой полотна, что напрямую зависит от используемого для распиловки металла.
Если необходимо провести резку тонкостенных металлов и при этом иметь тонкую стружку, передний угол реза при распиловке которого будет равняться нулю, тогда используется стандартная резка. Угол заточки может быть разнообразным. Он напрямую зависит от строения приспособления.
Зуб, который имеет положительный передний угол, имеют те пилы, которые широко используются для распиловки металла с толстыми стенками. Шаг полотна, с помощью которого осуществляется распиловка тонкого металла, достаточно небольшой.
Для того чтобы разрезать толстостенный металл, необходимо использовать приспособления, которые имеют большое количество полотен. В некоторых случаях оборудование имеет переменный шаг, что позволяет устранить эффект резонанса.
Изменение расстояния между зубьями напрямую зависит от определенной группы.
Развод режущих элементов ленточной пилы
Развод – это отгиб полотен ленточных пил в разные стороны. Это позволяет значительно снизить трение полотна и предотвратить его зажатие. Для обеспечения свободного передвижения полотна о стенки распиливаемого материала его ширина должна быть больше, чем толщина этого материала.
Развод может иметь несколько разновидностей. У разных производителей он может иметь различные названия. Наиболее часто может быть:
- Стандартным, который характеризуется противоположным отгибанием режущих элементов в разнообразные стороны. Наиболее часто она используется для ленточных пил, которыми осуществляется распиловка твердого материала.
- Волнистым, который относится к категории сложных конструкций. Развод в данном случае имеет переменное значение. При этом образовывается своеобразная волна.
Развод заключается в отгибе не всего полотна, а только определенной части его вершины. Параметры определяются строго производителями инструмента. Их диапазон составляет от 0,3 до 0,7 миллиметров.
Защищающим. Развод заключается в загибании двух полотен. При этом третий остается на месте. Предназначается для ленточных пил по обработке особо твердого материала. По форме каждый третий зуб напоминает трапецию. Местом расположения является центр полотна. С его помощью осуществляется максимально правильное направление пильной ленты.
Станки по дереву характеризуются универсальной конструкцией пильного инструмента. Развод для обработки мягких пород должен характеризоваться большими размерами, чем в оборудовании для обработки твердых пород. Но развод не должна быть таковым, чтобы по центру располагался клин без выреза.
Развод должен характеризоваться одинаковым расположением всех режущих элементов. Разводить зубья необходимо таким образом, чтобы отклонение было не более 0,1 миллиметра.
Если пилы будут располагаться неравномерно, то это приведет к тому, что ленточнопильное оборудование в процессе работы будет отходить в сторону.
Рекомендации по заточке
Во время работы полотна очень часто наблюдается его разрыв. Это объясняется тем, что плохо осуществляется его заточка.
Это объясняется концентрацией напряжения в профиле полотна, если заточка проведена на некачественном уровне. Необходимость в проведении процедуры определяется по состоянию ленточных пил.
Если шероховатость поверхности пропила увеличивается, то это приводит затуплению инструмента.
Заточка инструмента осуществляется с помощью алмазных, электрокорундовых, эльборовых дисков. Их выбор напрямую зависит от особенностей обрабатываемого материала.
Заточка полотна, материалом производства которого выступает инструментальная сталь, осуществляется корундовыми кругами. Процедура для биметаллических инструментов осуществляется правильно в том случае, если используется алмазный или эльборовый круг.
Как провести эту процедуру расскажет инструкция. Самое главное, чтобы в процессе не изменился угол.
Для заточки могут использоваться круги различных диаметров. Выбор одного из них определяется параметрами приспособления. С этой целью наиболее часто используются профильные, плоские, тарельчатые, чашечные круги. Правильно выполняется заточка в том случае, если окружная скорость составляет от 20 до 25 метров за секунду.
При наличии на приспособлении зазубрин на краю заготовки будут наблюдаться выкрашивания. Именно поэтому необходимо, чтобы заточка проводилась правильно.
Во время этого процесса необходимо работать не только с передней, но и с задней частью полотна. Заточка приспособлений может осуществляться разными кругами. При этом необходимо учитывать угол расположения полотна.
Если вы хотите провести процедуру правильно, то вам нужно научиться ей у специалиста.
Для того чтобы ленточнопильное оборудование работало качественно, необходимо не только правильно подбирать его, но и своевременно его затачивать. С этой целью наиболее часто используются специальные круги. Данная процедура является максимально простой, что позволяет ее с легкостью произвести мастеру без соответствующего опыта.
Ошибки при заточке и разводке ленточных пил
Мы хотели бы рассказать Вам о типичных ошибках, возникающих в процессе заточки и разводки ленты.
- Подобные трещины возникают из-за неправильной установки направляющих роликов. В результате тыльная сторона пилы во время работы все время трется о бортик ролика.
- В этом случае лента быстро тупится. Причиной возникновения этого рода ошибки является слишком большой нажим заточного круга в процессе заточки.
- Визуально заметно, что при заточке заточной круг проходит неполный профиль зуба. Ошибка в установке угла наклона головки заточного станка или в профиле заточного камня, если используется не боразоновый диск CBN. Кроме того, причина может крыться в выработке эксцентрика заточного станка. Трещины появились в том месте, которое не было проточено.
- Нулевой угол атаки – лента во время работы сильно дребезжит, что приводит к вибрации пилящей головы. В этом случае на теле пилы появляются трещины в месте, обозначенном кругом. Причиной является неправильная установка головки заточного станка. При очень маленькой (4а) высоте зуба лента начинает волнить из-за того, что пазух недостаточно большой, чтобы выбрасывать опилки, которые в этом случае очень мелкие (пыль).
- Зуб не заточен до конца. Причиной этого является неосевая установка головки заточного станка по отношению к прижиму. Лента быстро затупится.
- Слишком большая разводка зуба. Режущая кромка зуба (верхушка) не равноудалена от кромки пазуха ленты, которая очень быстро притупляется. Появляются значительные рывки головы во время распила.
- Грот разводного инструмента установлен слишком низко, что вызывает заметные отклонения ленты ниже пазуха зуба. Такая лента делает «волну» в пропиле, несмотря на правильные показания разводного инструмента.
Источник:
Заточка ленточных пил
 Приступая к заточке ленточных пил Вы должны знать, что от правильности выполнения данного процесса, зависит то, насколько качественным будет ваш пиломатериал — доски, брус, рейки и т.д. Заточка ленточных пил, процесс ответственный, но не очень сложный. Соблюдая рекомендации приведенные ниже, вы быстро научитесь этому нехитрому, но очень полезному в лесопилении процессу.
Приступая к заточке ленточных пил Вы должны знать, что от правильности выполнения данного процесса, зависит то, насколько качественным будет ваш пиломатериал — доски, брус, рейки и т.д. Заточка ленточных пил, процесс ответственный, но не очень сложный. Соблюдая рекомендации приведенные ниже, вы быстро научитесь этому нехитрому, но очень полезному в лесопилении процессу.
В первую очередь надо осмотреть ленту на наличие видимых трещин, обломанных зубьев. Для этого берёте ленту в руки зубьями от себя и перемещая руки, слегка заламывая ленту начинаете просмотр. При обнаружении дефектов ленту необходимо отправить на ремонт, либо просто выбросить.
Во вторую очередь ленту необходимо очистить от грязи и налипшей на неё древесной смолы. После всех этих процедур лента готова к заточке.
Аккуратно берёте ленту во избегании травм, так как зубья имеют остроту способную повредить Вам руки и вставляете на станок для заточки. Ленту необходимо установить на все держатели на станке и специальным зажимом зафиксировать.
В паз между зубьями опускаем штангу толкателя, с помощью этой штанги регулируется подача ленты. Сверху на ленту опускается точильный камень, он фиксируется штоком, регулирующим глубину заточки.
Перед началом запуска заточного станка выставляете угол заточки, для летнего леса этот угол 55-60 градусов, а для зимнего 70-80. Угол выставляется путём поворота станины на которой закреплён камень, согласно делениям, на корпусе станка.
Обратите внимание, камень для заточки имеет фаску под углом 45 градусов и во время подготовки к процессу заточки Вы должны поправить камень если фаска не соответствует вышеуказанному углу. Правка производится инструментом алмаз или простым крупным камнем.
Сразу заметим, что правка простым камнем сложнее и требует некоторых навыков, так же не соответствует правилам техники безопасности.
Запуск заточного станка
Вы подготовили станок и пилу для начала заточки, теперь приступим к самому процессу заточки ленточной пилы.
Первым делом включаете подачу на самой низкой скорости, для этого предусмотрены тумблеры для включения двигателя и регулятор скорости подачи, он уменьшает либо увеличивает обороты двигателя.
При помощи винта на штанге подачи отводим зуб пилы вперед либо назад и следим что бы камень ровной стороной (без фаски) начал касаться прямой стороны зуба.
Затем включаем второй тумблер, который приводит в движение двигатель с камнем. Понемногу без резких движений начинаете опускать камень с помощью винтового штока который его фиксирует, до тех пор, пока камень не будет полностью проходить карман от одного зуба к другому.
Ни в коем случае нельзя допускать посинения ленты поэтому старайтесь сильно не опускать камень, так же задвигать шток подачи назад либо вперёд иначе камень у Вас просто «съест» зуб. Заточка ленточных пил, должна проходить плавно согласно заводскому профилю зуба.
Манипулируя винтами подачи и штока опускания камня надо добиться полного отсутствия заусенцев на кончике зубьев. Законченной работой станка можно считать после прохождения ленточной пилы не менее двух кругов.
Заточка ленточных пил в зимний период
Зимняя заточка практически не отличается от летней с единственной разницей, угол наклона зубьев более прямой доходит до 90 градусов, в зависимости от промерзания древесины. Чем сильнее промерзает древесина, тем больше угол заточки, но имейте в виду что летом с таким углом усиливается нагрузка на пилу и возможен быстрый выход её из строя.
Источник:
Заточка ленточных пил по дереву
 Заточка ленточных пил по дереву: профиль, зубья и угол заточки. Разводка инструмента и методы затачивания
Заточка ленточных пил по дереву: профиль, зубья и угол заточки. Разводка инструмента и методы затачивания
Ленточнопильные станки предназначены для резки различных материалов, в том числе и древесины различного уровня твердости. Их рабочая часть представляет собой замкнутую стальную ленту, имеющую зубчики.
Цена затачивания пил ленточного типа в специальных мастерских сравнительно невелика. Но нередко быстрота и качество исполнения заказа не сильно радуют. Исходя из этого, работу можно сделать своими силами.
Ленточные пилы нуждаются в периодической заточке.
Конструктивные особенности ленточных пил
- Ленточные приспособления, предназначенные для резки дерева. производят из легированной инструментальной стали. которая обладает твердостью от 40 до 46 HRC.
- Ширина реза (пропила) у ленточных инструментов гораздо меньше, чем у дисковых аналогов.При разделке дешевого дерева данный момент не столь заметен, но при резке ценных и экзотических сортов древесины он важен критически.
- Станок может пилить заготовки любого размера. При этом ленточный инструмент работает быстро и создает рез высокого качества.
- Отходов (стружка, опилки) при использовании такого типа пил очень мало .
Обратите внимание! Чтобы станок работал всегда стабильно и качественно, следует к его обслуживанию подходить предельно ответственно.
Заточка и разводка ленточных пил по дереву должна осуществляться своевременно и грамотно.
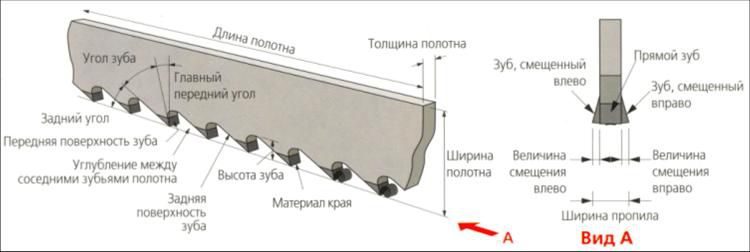
Профиль, зубья и угол заточки
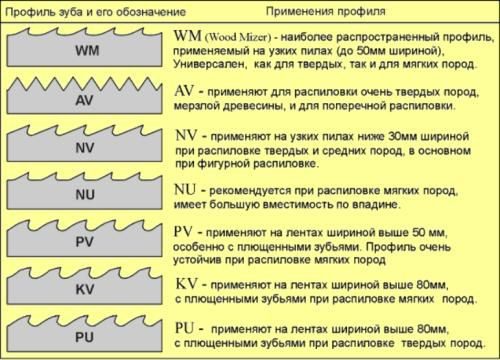
Международная классификация профилей зубьев.
Ленточные приспособления имеют разную геометрию зубчиков, что зависит от вида и характеристик разрезаемых материалов. Инструмент для древесины может быть столярным и делительным. Есть и третий тип, предназначенный для распилки бруса, бревен. Все эти подвиды имеют свои параметры и форму зубчиков.
Угол заточки ленточных пил по дереву выбирается компанией-производителем исходя из нескольких моментов. Главный из них – чем материал тверже, тем передний угол должен быть меньше. Ниже приведена таблица с основными параметрами пил.
Подготовка приспособления к работе
В ходе постоянного использования инструмента неизбежно понижение качества режущей кромки. Она затупляется, а ширина разведения зубьев уменьшается. Исходя из этого, заточка пилы по дереву и ее разводка являются необходимыми составляющими технического обслуживания ленточнопильного станка.
Следует учесть, что разводку зубьев следует осуществлять до их заточки, а не наоборот.
Разводка инструмента
Применение разводного станка.
Разводка представляет собой процесс отгибания зубчиков по сторонам. Данная операция нужна для того, чтобы полотно пилы не зажимало в заготовке, а также для уменьшения трения при работе.
Есть 3 основные типа разведения.
- При классическом методе зубчики отгибаются влево-вправо в строгой очередности.
- При зачищающем способе каждый третий из зубьев остается в исходной позиции. Он оптимален для приспособлений, предназначенных для резки особенно твердых сортов древесины.
- При волнистой разводке каждому зубу придается своя отдельная величина отгиба. В этом случае профиль полотна приобретает вид волны. Данный метод наиболее сложен.
Обратите внимание! Осуществляя разводку, следует отгибать не весь зубчик, а только его треть либо две трети от вершины. Компании-производители советуют осуществлять операцию так, чтобы диапазон отгибания укладывался в 0.3-0.7 миллиметра.
Производится работа с помощью специализированного разводящего инструмента.
Заточка пилы
Эльборовые круги, имеющие разную форму.
Перед тем, как заточить пильный диск по дереву либо ленточный инструмент, учтите, что более 80% инцидентов с порчей приспособлений (в том числе их разрыв) происходят вследствие несоблюдения норм работы.
- Нужда в операции определяется зрительно. При этом следует обратить внимание на состояние зубчиков и качество стенок разреза (например, увеличенную их шероховатость).
- Круги для точки ленточного инструмента избираются, исходя из степени твердости зубчиков. Для работы с приспособлениями из инструментальной стали необходимы корундовые диски. Пилы биметаллические точат на боразоновых либо алмазных кругах.
- Форму наждака для ленточных приспособлений надо выбирать, отталкиваясь от их параметров. Известны круги чашечные, профильные, тарельчатые, плоские.
- Перед осуществлением операции необходимо пилу вывернуть и дать ей повисеть в таком положении около 10-12 часов.
Ручное обслуживание инструмента.
Схема заточки пилы по дереву должна учитывать нижеследующие положения.
- Снятие металла по профилю зубцов должно быть равномерным.
- Излишний нажим заточного приспособления должен быть пресечен. Он может вести к отжигу.
- Профиль полотна и высота зубцов должны оставаться неизменными.
- Должно быть обеспечено жидкостное охлаждение при осуществлении операции.
- Заусенцев на зубчиках возникать не должно.
Обратит внимание! Теоретическая инструкция заточки ленточных пил по дереву оповещает, что осуществлять ее следует или по передней стороне зубцов, или как по задней, так и по передней.
В реальной жизни же большинство специалистов и самодеятельных мастеров производят операцию лишь по задней стороне, т.к. это более удобно.
Методы затачивания
На фото автоматическая полнопрофильная заточка.
Готовить инструмент к работе можно при помощи специальных заточных приспособлений (например, станков с разными по материалу и форме кругами) либо вручную. Перед тем, как правильно заточить пилу по дереву, следует изучить основные методы проведения этой операции.
Первый способ — это полнопрофильное затачивание.
- Он самый качественный, операция осуществляется на станке-автомате.
- Эльборовый наждак, выбранный точно по форме, проходит всю поверхность межзубцовой впадины заодно с сопутствующими плоскостями соседних зубцов одним движением.
- Создание угловатостей у вершин зубьев исключается полностью.
- Относительный минус подобного затачивания – это нужда иметь в своем распоряжении соответствующее число кругов для полотен, имеющих разные профили.
Инструмент, наточенный по граням.
Метод второй — это затачивание граней зубцов.
Делать это можно и вручную, и используя профессиональный станок.
- Выбрав станок, необходимо определиться с применяемым кругом. Как правило, он плоский. К специализированным заточным устройствам следует прибегать лишь тогда, когда предстоит много такой работы.
- В бытовых условиях заточку лучше всего осуществлять своими руками – на обычном механическом наждаке либо с помощью гравера. Осуществляя операцию, не забывайте о личной защите и используйте перчатки, маску или специальные очки.
Работа при помощи гравера.
- Когда гравера, станка, наждака у вас и ваших соседей нет, можно пилу ленточную наточить и традиционным народным методом – с помощью надфиля.
Рекомендации специалистов
- Если для затачивания приспособления используется станок, до начала операции следует его осмотреть и определить, правильное ли положение занимает круг по отношению к пиле.
- Необходимо снять с пазух такой слой стали, чтоб все микроскопические трещины были удалены гарантированно.
- Если пила эксплуатировалась без технического обслуживания дольше периода, допустимого изготовителем, объем металла, убираемого за одно затачивание, нужно увеличить.
- Чтобы проконтролировать итоги операции, всегда применяйте как эталон новое изделие.
Итог неправильной работы – зубчики инструмента подгорели.
- Форма зубчиков — это разработанная и выверенная специалистами характеристика. Изменив ее, вы не сможете эффективно обрабатывать заготовки. Исходя из этого, заточку необходимо производить так, чтобы форма зубьев и профиль полотна оставались изначальными, заводскими.
- При соблюдении всех правил работы и обслуживания ленточный инструмент будет верой и правдой вам служить до тех пор, пока ширина его не сточится до 65 процентов от первоначальной величины.
Обратите внимание! Есть распространенное мнение среди самодеятельных мастеров, что особой нужды снимать возникающие в ходе обработки заусенцы нет.
Оно в корне неверно, так в полотне могут возникнуть микроскопические трещины.
После завершения работ ленточное приспособление необходимо сразу же очищать от древесного сока, опилок, смолы. Перед началом технического обслуживания инструмент следует внимательно осмотреть, иначе вы засорите круг. Это приведет к значительному понижению эффективности заточки.
Распространенные ошибки
- Пригоревшие пазухи зубчиков пилы. Происходит это вследствие приложения излишних усилий при работе с заточным диском. Данный дефект ведет к тому, что зубцы очень быстро затупляются.
- Неоптимальный угол уклона зубьев и неправильная, угловатая форма пазух.
Такой результат заточки возможен вследствие нескольких ошибок:
- сноса эксцентрика точильного станка;
- неправильно выставленного угла уклона головки автомата.
- неграмотно выбранного профиля заточного диска.
Вывод
Перед тем, как заточить пилу по дереву грамотно, следует узнать, как это сделать. Существует несколько методов обслуживания. Зависят они от разновидности пилы, ее профиля, формы зубчиков. Видео в этой статье продолжает информировать вас по ее теме.
Источник:
Насколько острая и ровная ленточная пила — настолько и будет качественный материал
При первом использовании пильной ленты рекомендуется после примерно полуторачасовой наработки заточить пилу. Эта заточка должна быть выполнена в три прохода сквозь точильный станок.
Первый проход играет роль вступительного, второй имеет выравнивающую функцию, третий проход — выхаживающий. Эта процедура послужит для устранения микротрещин на затачиваемой поверхности.
После проведения заточки специалисты советуют повесить пилу на шесть-восемь часов, чтобы она могла отдохнуть.
Чтобы не возникало перегрева пильной ленты, а также во избежание её чрезмерной усталости лучше всего работать ею на продолжении одного-трех часов (время зависит от типа пилы), затем выполнять заточку, после чего оставлять пильную ленту отдохнуть приблизительно на 12 часов.
В процессе пиления древесины иногда устанавливаются высокие параметры распиловки. Это приводит к тому, что зубья пилы перегреваются.
Поэтому необходимо осуществлять должное охлаждение пильного полотна, а также по возможности корректировать ее натяжение, потому что при изменении температуры пилы может меняться и величина ее натяжения.
Летом как охладитель лучше всего использовать воду, зимой же с этой целью рекомендуют применять солярку.
Операция, при которой формируется режущая способность пильной ленты, называется разводкой. В процессе разводки производится раздвигание зуба в сегменте право, лево, прямо в отношении к корпусу пилы. Разводку зубьев пилы нужно производить симметрично, иначе могут возникнуть проблемы в эксплуатации. Начинается разводка на высоте двух третей от вершины лезвия.
Для распиловки твёрдой или же мёрзлой древесины рекомендуемая величина разводки на сторону от корпуса пильной ленты составляет 0,3 — 0,4 мм. Для распиловки мягких пород древесины эта величина составляет 0,5 — 0,7 мм.
Заточка пильной ленты ленточной пилорамы.
Если заточка пильной ленты ленточной пилорамы произведена правильно, то от нее не должно оставаться ни пережогов в углублениях зубьев, ни зазубрин от воздействия шлифовального круга. Небольшая шероховатость поверхности должна быть сохранена. Заусеницы же, образовавшиеся на боковой поверхности пилы, следует удалить.
Заточку пилы необходимо производить, осуществив четыре прохода ленты через точильный станок. При этом первый проход должен исполнять роль вступительного, второй и третий проходы имеют функцию выравнивания, четвёртый же служит как сглаживающий. В процессе заточки пильной ленты очень часто возникает такая неполадка как перегрев лезвий и впадин зубьев.
Перегрев может происходить по причине слишком большой подачи. Кроме того, он может возникать из-за того, что параметры шлифовального круга были плохо подобраны. Еще одной причина перегрева пильной ленты в процессе заточки может заключаться в неправильном профилировании шлифовального круга и неверной его установке по отношению к зубьям.
При распиловке твердых сортов древесины высота зубьев пильной ленты должна составлять 5,2 мм. При пилении древесины мягких сортов высота лезвий пильной ленты должна составлять 6,5 мм.
Не забывайте о том, что должен сохраняться как можно больший радиус впадины между зубьями. Пила, имеющая слишком маленький радиус, подвержена образованию трещин во впадинах. Если проводить заточку достаточно часто, это продлит срок эксплуатации пильной ленты, потому что во время этого процесса происходит устранение микротрещин.
Источник:
Заточка ленточной пилы
 Итак, начну с общего описания ленточной пилы.
Итак, начну с общего описания ленточной пилы.
Ленточная пила имеет вид полотна, имеющего зубчатую кромку, соединенного в непрерывную ленту. Проще говоря, этот инструмент ни что иное, как замкнутая лента с зубьями.
А чтобы убедиться в том, что ленточная пила весьма значимый режущий инструмент, предлагаю рассмотреть его основные достоинства.
Достоинства ленточной пилы
В первую очередь, самый значимый плюс – ширина пропила инструмента. И действительно, сложно не заметить, что она значительно меньше, нежели чем у дисковых инструментов. И если для пиления бюджетной древесины этот момент сущий пустяк, то для резания ценных пород древесины и элитного материала лучше использовать, по понятной причине, ленточные пилы.
Да и потом, помимо этого ленточной пилой возможна нарезка любых заготовок. К тому же, инструмент обладает приличной скоростью работы и высоким качеством поверхности среза.
Но, безусловно, для ощущения всех этих достоинств необходимо ответственно подойти к заточке и разводке ленточной пилы.
Материал для изготовления ленточных пил
Ленточная пила для древесины изготавливается из инструментальной стали твердостью 45 HRC, а для металла в основу берут стали В2Ф, 9ХФ ,C75, Uddeholm UHB 15 и др, для углеродистых сталей в основе режущего инструмента инструментальная сталь, при этом, проводится закалка зубьев для которой используются токи высокой частоты.
Хотелось бы отметить, что для нарезки металла можно использовать и биметаллическую пилу, которая после закалки обладает твердостью 65-69 HRC.
Разобравшись немного с материалами, из которых изготавливают ленточные пилы, плавно перейдем к зубьям режущего инструмента и их заточке.
Зубья и углы заточки
У ленточный пил различная геометрия зубьев ввиду различного типа и свойств обрабатываемого материала.
Если рассматривать древесину, то зубья подразделяют на:
- — столярные;
- — делительные;
- — для распиловки бревен.
Что касается углов заточки, то тут уж фирма производитель определяет этот параметр. В основном, принято, что чем тверже материал, соответственно, тем меньше передний угол.
Для ленточных пил по металлу, зубья обычно имеют форму — стандартную, либо с положительным передним углом. Этот момент немного разъясню: стандартная форма зубьев применяется для того, чтобы пилить тонкостенный материал, а форма с положительным передним углом, как уже несложно догадаться, для резки толстостенного материала.
Предлагаю взглянуть на небольшую картинку, которая может пояснить, какие профили у зуба могут быть и где они, эти самые профили, применимы.
Помимо этого, важен шаг зубьев. Так, допустим, для тонкостенного материала следует использовать инструмент с малым числом зубьев, а для толстостенных наоборот, с большим числом зубьев на дюйм.
Теперь взглянем еще на картинку, на которой мы наглядно увидим, чем отличаются пилы с переменным шагом зубьев от пил с постоянным шагом зубьев.
Частенько, пилы делают именно с переменным шагом, дабы устранить эффект резонанса.
Далее, предлагаю узнать, какие виды разводок ленточных пил бывают.
Разводка ленточной пилы
Задача разводки состоит в отгибе зубьев в стороны, чтобы предотвратить сжатие полотна инструмента и уменьшить трение.
Существуют несколько видов разводки:
- с помощью классической разводки мы получаем зубья, которые отгибаются вправо и влево поочередно;
- с помощью зачищающей разводки первоначальную позицию сохраняет каждый 3й зуб;
- с помощью волнистой разводки каждому зубу присвоена своя величина отгиба (тем самым и образуется волна).
Важно знать, что при разводе осуществляют отгиб части зуба (треть, либо две трети от вершины), но никак не всего зуба.
Далее, наконец-то поговорим о заточке ленточной пилы.
Заточка ленточной пилы
Для предотвращения разрыва инструмента во время работы, необходимо соблюдать правила заточки.
Твердость зубьев определяет круг, который будет использоваться для заточки. Так, инструментальную сталь обрабатывают корундовым кругом, биметаллическую пилу алмазным или бронзовым образцом. Параметры инструмента определяют форму заточного круга.
Обычно, применяют формы:
- профильные;
- чашечные;
- плоские;
- тарельчатые.
Перед тем, как перейти непосредственно к работам по заточке, необходимо дать пиле повисеть 10-12 часов в вывернутом состоянии.
Выделяют два основных способа заточки ленточной пилы.
1 способ
Именуется как полнопрофильная заточка. Производиться на автоматическом станке, что сразу же обозначает, что заточка будет качественной.
Принцип заточки основан на прохождении всей межзубовой впадины с соответствующими поверхностями соседних зубьев в одно движение эльборовым кругом, который подбирают по форме непосредственно.
Из этого следует, что угловатые формы у основания зубьев мы не получим. Это просто исключено.
Часто применяются круги, абразив которого могут составить — электрокорунд, эльбор или алмазное напыление.
Пожалуй, единственный существенный минус этого способа это то, что для разнопрофильных пил нужны различные круги.
2 способ
Характеризуется заточкой граней зубьев. Может осуществляться используя станок, тогда идет опять подборка круга. Ручная же обработка производится гравером или на обычном станке с соблюдением техники безопасности, либо используя надфиль (его суть – произвести несколько движений по передней или задней поверхности зубьев)
Чтобы заточить ленточную пилу своими руками, необходимо:
- исключить сильный нажим круга;
- обеспечить равномерный съем металла по профилю зуба;
- обеспечить сохранность высоты, а также, профиля зуба;
- контролировать отсутствие заусенцев;
- использовать охлаждающую жидкость.
При наличии зазубрин на поверхности зуба, пила будет быстро затупляться. Поэтому важно иметь гладкую поверхность зубьев. Также необходимо, чтобы радиус у основания зуба сохранялся. Это нужно для предотвращения возникновения трещин и разрыва полотна.
Пилу следует точить, как только появляется заметное усилие для перемещения ее в древесине. Большинство деревообработчиков с удовольствием тодточат инструмент, но могут и обратиться к профессионалу, если требуется развод зубьев.
Делать развод следует через 4-5 заточек или если пила «уходит» от намечеиноzо направления из-за неправильною развода.
Зубья, закаленные электрическим способом, ручной заточке не подлежат, а затупленные сменные полотна для тонкой работы просто выбрасываются.
Напильники для заточки пил
Режущая кромка каждого зуба обрабатывается трехгранным напильником. Грань напильника должна быть приблизительно вдвое выше зуба.
Направляющее устройство для заточки пил
Это приспособление гарантирует однообразие угла и глубины заточки шипорезных и других ручных пил.
Оправка для развода зубьев
Оправка для развода отклонит кончик зуба на строго определенный угол. Сближение рукояток толкает плунжер, который прижимает зуб к упору с наклоном. Упор имеет градуировку, показывающую размер зуба, которому соответствует тот или иной угол развода. Пилу с мелкими зубьями рекомендуется разводить у специалиста.
Зажим для заточки пилы
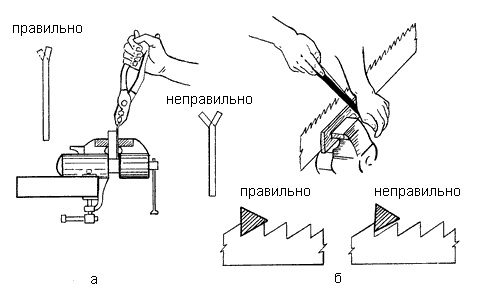
При заточке пила должна быть надежно закреплена, иначе она будет шумно вибрировать и выбивать напильник из углубления между зубьев. Сделайте импровизированный зажим из двух обрезанных по длине полотна брусков, с формой, «обходящей» ручку. Зажмите пилу между брусками в тиски верстака. При необходимости с одного конца воспользуйтесь струбциной.
Обработка вершин зубьев
Основательная обработка вершин зубьев напильником абсолютно необходима для их выравнивания по высоте, если пила была повреждена или неумело заточена.
Такая операция в облегченной форме перед заточкой образует маленькое блестящее пятнышко на кончике каждого зуба, которое будет неоценимым подспорьем для равномерного затачивания.
Сделайте приспособление, поместив личной напильник в чуть сходящийся паз в бруске из твердой древесины, и зафиксируйте его клином. Перемещайте этот брусок-зажим по боковой стороне полотна так, чтобы напильник двигался по вершинам зубьев.
Два-три легких хода должно быть достаточно для подготовки к заточке зубьев пилы в хорошем состоянии. Если ваша пила потребует серьезной обработки, для того чтобы все зубья получили блестящее пятнышко, обратитесь к специалисту, который придаст им нужную форму перед разводом и заточкой.
Развод зубьев пилы
Если пила начинает выгибаться или застревать в пропиле, сделайте новый развод зубьев.
Подготовьте оправку к работе: ослабьте запорный винт и поверните упор, совместив указанный на нем размер зуба (соотетствующий вашей пиле) с меткой на приспособлении.
Затяните запорный винт, сделайте развод каждого зуба, который должен быть отклонен от вас. Переверните пилу и повторите операцию с другими зубьями. Проверьте, не пропустили ли вы какой-то зуб, держа пилу на уровне глаз зубьями от себя.
Заточка напильником
Установите пилу в тиски между двумя брусками так, чтобы ее край с зубьями немного выступал сверху, а ручка была справа от вас.
Придерживая кончик напильника свободной рукой, начинайте с конца полотна, упирая напильник в первый отклоненный от вас зуб, напротив ведущей кромки соседнего зуба, наклоненного к вам.
Для продольной пилы установите напильник в углу бление между зубьями под прямым углом к полотну и строго горизонтально. Сделайте 2-3 хода напильни ком (оказывая давление на него только при первом ходе), пока не исчезнет половина блестящего пятнышка на вершине зуба. Продвигаясь по направлению к ручке, заточите каждый второй зуб.
Переверните пилу и повторите свои действия от конца к ручке, запиливая оставшиеся углубления до момента исчезновения блестящих пятнышек и появления острых кончиков.
Затачивайте поперечную пилу таким же образом, но развернув при этом напильник его кончиком в сторону ручки примерно на 65° по отношению к полотну.
Параллельные линии под 65° на зажимных брусках помогут сохранять нужное направление напильника.
Источник:
Заточка ленточных пил
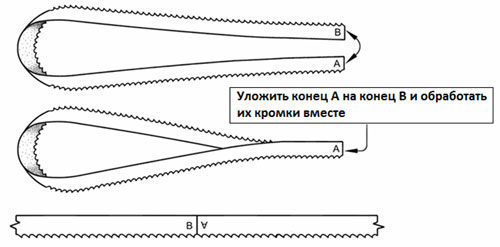 Если вы самостоятельно подготавливаете пилы к работе, Wood-Mizer рекомендует осуществлять эту процедуру в 4 этапа:
Если вы самостоятельно подготавливаете пилы к работе, Wood-Mizer рекомендует осуществлять эту процедуру в 4 этапа:
- Первая заточка
- Очистка
- Разводка
- Вторая заточка
Первая заточка устраняет грубые трещины в пазухе зуба и восстанавливает правильный профиль, что означает соблюдение симметрии всех углов зубьев — важный фактор в работе пилы.
Очистка удаляет металлические опилки, оставшиеся после заточки, чтобы последующая разводка и проверка пилы были точными. В процессе разводки изменяются передний и задний углы.
Без надлежащей очистки пилы углы могут приобрести ассимметрию, что негативно скажется на ее пилящих свойствах: уменьшится скорость распила и ухудшится качество поверхности доски.
Вторая заточка исправляет нежелательные искажения переднего угла и придает остроту режущей кромке зуба. Во время этой финальной заточки необходимо удалить достаточное количество материала, чтобы зубья не были тупыми, а пазух зуба имел бы правильную форму и не содержал микротрещины.
Попытки сократить процедуру подготовки пилы или пропуск некоторых этапов подготовки приводит к следующим ошибкам. Если вы делаете первым этапом разводку пилы и затем заточку, это приводит к потере симметрии в профиле пилы. Как правило, после пиления зубья пилы с одной стороны более тупые, чем с другой.
Если при этом они разведены на одно и то же расстояние, то последующая заточка не сделает зубья одинаково острыми, потому что более тупые зубья с одной стороны требуют большего протачивания. Кроме того, если сначала осуществляется разводка, невозможно предсказать, сохранится ли развод пилы после затачивания.
Предварительный обмыв пилы
Во время распиловки на больших скоростях на пилу налипает живица. Это влияет на качество последующей заточки пилы. Wood-Mizer советует перед снятием пилы со станка включить систему LubeMizer — двусторонний обмыв пилы — на 15 секунд, чтобы удалить как можно больше смолы и опилок с поверхности пилы.
Сняв пилу и повернув ее зубьями от себя, необходимо протереть поверхность пилы сухой тряпкой. В целях безопасности протирайте пилу от тыльной стороны к зубьям, а не наоборот.
После этой операции пила проверяется на наличие видимых трещин и повреждений, чтобы принять решение о возможности ее последующего использования.
Шаг 1. Первая заточка пилы
Заточка восстанавливает перпендикулярность режущих кромок зуба по отношению к телу пилы. Часто после пиления зубья истончаются. Тогда пила протачивается достаточно глубоко, чтобы вернуть зубьям их нормальную толщину, соответствующую толщине тела пилы. Это необходимое условие для правильной разводки зуба.
Шаг 2. Очистка пилы
Перед разводкой пилу необходимо очистить от масла и металлических опилок, оставшихся после процесса заточки. Пилу можно замочить в дизельном топливе на ночь и затем протереть ее поверхность жесткой щеткой и дополнительно удалить металлическую пыль гладким деревянным бруском.
Шаг 3. Разводка
Разводка зуба — это параметр, который может быть изменен в соответствии с конкретной задачей распиловки. Чем больше развод зуба, тем шире будет дорожка пропила и тем больше потребуется мощности двигателя.
Целью развода зубьев пилы является создание зазора для пилы в пропиле. Другими словами — уменьшить трение между деревом и пилой так, чтобы пила проходила по пропилу без перегрева. Величина развода зависит от породы древесины.
Чем мягче и волокнистее древесина, тем больше разводятся зубья для уменьшения трения о волокна.
Мягкие породы древесины имеют грубые, длинные волокна, в то время как у более твёрдых они практически отсутствуют. Последнее относится и к мёрзлой древесине мягких пород, которые пилятся с незначительной разводкой, так как поверхности распила идеально гладкие.
Разводку можно считать оптимальной, когда из пропила выбрасывается приблизительно 80% опилок. В случаях, когда пила разведена слишком сильно, на поверхности доски остается слишком много опилок, и пила, скорее всего, будет пилить рывками. В случаях с недостаточной разводкой, на поверхности распиливаемого материала остаются плотно спрессованные, горячие опилки, а пила пилит волнами.
Опилки должны быть тёплыми на ощупь, но не горячими или холодными. При разводке пилы необходимо особое внимание уделять положению пилы в разводном устройстве. Линия сгиба (кромка прижима пилы) должна находиться в самой нижней точке пазуха.
Точка изгиба — где толкатель разводного устройства давит на зуб — должна быть примерно на половине высоты зуба. Если линия изгиба расположена слишком низко, будет гнуться сама лента, а не зуб. Это приводит к преждевременному разрыву пилы.
Когда линия изгиба расположена слишком высоко, гнется верхняя часть зуба: пила будет работать неустойчиво, а распил получится волнистым. Это также снижает скорость пиления, и возможен досрочный выход пилы из строя.
Шаг 4. Вторая заточка
Направлена на то, чтобы удалить любые искажения профиля пилы, возникшие в результате разводки. После второй заточки режущие кромки зуба вновь становятся перпендикулярными поверхности пилы, и увеличивается симметричность зубьев. Без второй заточки есть вероятность появления нерегулярных зубьев, что приведет к ухудшению качества распила.
Регулировки станка, влияющие на продолжительность жизни пилы
В ленточных станках есть возможность регулировки шкивов, ведущих пилу. Правильная регулировка заключается в установке шкивов в одной плоскости путем правильного их наклона при помощи регулировочных болтов.
Для проверки правильного выполнения этой регулировки достаточно прокрутить шкивы в обоих направлениях (пила находится на шкивах) и измерить расстояние от пазухи зуба пилы до края шкива. При правильном положении расстояние должно составлять 3-4 мм на обоих шкивах.
Если это расстояние меняется в зависимости от направления оборотов шкивов, это показывает, что регулировка выполнена неправильно.
Установка направляющих роликов пил
Это очень важная регулировка. Нажим роликов на пилу зависит от вида роликов, применяемых на станке, и составляет 3-4 мм для роликов с блоками-стабилизаторами и максимально 6 мм для роликов без блоков.
Наклон роликов, направляющих пилу, делается при помощи регулировочных болтов, находящихся за роликом.
Ролик надо отрегулировать в обеих плоскостях согласно требованиям инструкции для определенного типа станка.
Допустимая разница при регулировке роликов не должна превышать 1 мм.
Вышеуказанные регулировки непосредственно влияют на качество пиления и срок жизни ленточной пилы, потому что при правильно отрегулированных шкивах и направляющих роликах пила находится в свободном, нескрученном состоянии.
Модели станков отличаются друг от друга, и поэтому существуют мелкие различия в способе регулировки отдельных элементов. Но главное правило регулировки одинаково для всех типов ленточных станков и всегда начинается с правильной установки шкивов, а потом соответственной регулировки направляющих роликов пилы во всех плоскостях.
Продолжительность жизни пилы
Правильно выбранный профиль зуба, разводка и острота зуба — это основные факторы в способности пилы пилить.
Большинство трещин на ленточных пилах можно объяснить усталостью металла из-за стресса, вызванного локальными изменениями в геометрической форме или объёме, производственным браком при сварке (разрыв по сварному шву), либо ошибками в заточке и разводке.
Пиление
Оператор контролирует большинство факторов, касающихся жизни пилы.
Он следит за чистотой древесины, натяжением пилы, положением направляющих роликов пилы, и должен пилить с максимально возможной скоростью при сохранении прямолинейного пропила.
Брёвна диаметром более 450 мм дают максимальное количество пиломатериала в расчете на одну пилу. Брёвна меньшего диаметра распиливаются на более высокой скорости, но при одинаковом объеме древесины расходуется больше пил.
Перед началом использования новой пилы необходимо проверить остроту режущей кромки и равномерность развода зубьев. Натяжение пилы должно соответствовать требованиям производителя, чтобы обеспечивать надлежащее качество и скорость пиления.
Шкивные ремни должны быть в хорошем состоянии. Изношенные ремни позволяют пиле входить в контакт с металлическим шкивом. Ремни должны иметь однородную толщину.
Неоднородность ремней — причина дополнительных напряжений в полотне пилы, из-за которых появляется вибрация пилящей головы и уменьшается срок службы пилы.
Ролики должны быть правильно отрегулированы в горизонтальной и вертикальной плоскости, чтобы обеспечить стабильность пилы в пропиле и наибольшую скорость подачи. Если ролики отклонены вверх или вниз, они заставят пилу отклоняться от заданной траектории в том же направлении.
Сразу после работы пила должна быть очищена от опилок и смолы, иначе возможно засорение заточного круга, что приведёт к неправильной заточке, например, упрочнению пазухи зуба и последующему возникновению трещин.
Древесина
Мягкая древесина имеет непостоянную плотность за счет годовых колец и сучьев и требует постоянной регулировки скорости подачи во время распила. Твёрдая древесина имеет равномерную плотность и пилится медленнее, но с постоянной скоростью.
По мере высыхания древесины её плотность меняется. В результате мягкие породы пилятся как очень твёрдые, что требует уменьшения скорости пиления. Сухая древесина более абразивна и быстрее изнашивает лезвие. Грязь, камни, песок и инородные материалы в бревне затупляют пилу: снижается скорость подачи, сокращается жизнь пилы, возникает необходимость часто ее затачивать.
Качество заточки
Пилы затачиваются не реже, чем через 1,5 м3 распиленной древесины. Частая заточка позволяет убрать микротрещины, увеличив срок службы ленточной пилы.
Регулярно контролируйте состояние поверхности заточного круга. Не перегревайте обрабатываемую поверхность во время заточки.
Перегрев пилы во время заточки в основном происходит при слишком сильном нажиме заточного круга, либо когда этот круг изношен, а также при слишком высокой скорости подачи пилы во время заточки.
В результате перегрева в теле пилы появляется экстремально твёрдый и хрупкий слой. Тогда трещины могут образовываться на пиле сразу после заточки, даже до установки на распиловочный станок.
Тщательно, не повредив верхнюю режущую кромку зуба, удаляйте образовавшиеся заусенцы от заточки. Показателем правильной заточки является лёгкое, без усилий удаление заусенцев.
К разводке приступают только после того, как пила заточена и очищена от заусенцев.
Источник: