Зенкеры предназначены для обработки отверстий в заготовках, полученных отливкой, штамповкой или предварительным сверлением. В отличие от сверла зенкер имеет большее число режущих кромок (три или четыре), что обеспечивает получение поверхностей с более высокими показателями точности и шероховатости.

1. НАЗНАЧЕНИЕ ЗЕНКЕРОВАНИЯ И ЗЕНКОВАНИЯ. ОСОБЕННОСТИ ИНСТРУМЕНТОВ
1.1. Назначение зенкерования
ЗЕНКЕРОВАНИЕ — это процесс обработки имеющихся цилиндрических и конических отверстий с целью повышения их геометрической точности и качества поверхности. Зенкеровать можно отверстия, полученные сверлением, штамповкой, литьем, ковкой.
При этом несколько увеличивается их диаметр. Зенкерование может быть окончательной обработкой отверстия или промежуточной операцией перед развертыванием отверстия. Точность обработки в пределах 8-13 квалитетов. Шероховатость поверхности Кг = 40 — 10 мкм.
Операция выполняется на сверлильных станках.
Инструмент для зенкерования — зенкер. Имеет те же составные части, что и сверло (рис. 116), и при обработке отверстия совершает вращательное и поступательное движения. *
Зенкеры изготавливают из быстрорежущей стали цельными или насадными (рис. 117). Цельные зенкеры имеют три-четыре режущих кромки и диаметры от 10 до 40 мм. Насадные зенкеры — диаметром от 32 до 80 мм имеют 4—6 режущих кромок. Большее, чем у сверла, число режущих кромок позволяет инструменту более точно обрабатывать отверстие.
Заточка инструментов выполняется на специальных заточных станках. Насадные зенкеры могут иметь вставные ножи из твердого сплава типа ВК или ТК, что позволяет повысить скорость резания с 15-25 м/мин для быстрорежущей стали до 55-80 м/мин.
Зенкеры могут быть двух номеров: № 1 для обработки отверстий под развертывание и № 2 для окончательной обработки отверстий.
Хвостовики зенкеров только конические. Режущая часть зенкера имеет плоскую торцевую поверхность — сердцевину и режущие кромки (по числу зубьев) на конической поверхности (рис. 116, а, б). Поэтому инструмент
не может выполнять отверстия в сплошном материале. Направляющая часть зенкера калибрует отверстие — зачищает его стенки и исправляет форму отверстия.
Зенкерование более производительная операция, чем сверление, так как при примерно одинаковой скорости резания подача инструмента в 2,5-3 раза выше из-за большего числа зубьев.
Для получения правильного и чистого отверстия припуск под зенкерование должен составлять 0,05 от диаметра отверстия.
При зенкеровании деталей из стали, меди, латуни, дюралюминия для охлаждения инструмента применяют мыльную эмульсию.
1.2. Назначение зенкования
ЗЕНКОВАНИЕ — это получение цилиндрических и конических углублений имеющихся отверстий под головки болтов, винтов и заклепок.
Инструмент для зенкования — зенковка. Она может иметь цилиндрическую, коническую или торцевую режущую часть. Особенностью инструмента является, как правило, наличие направляющей цапфы перед режущей частью инструмента. Цапфы могут изготавливаться заодно с зенковкой или быть сменными.
Это позволяет зенковать отверстия различных диаметров одним инструментом. Зенковка с торцевой режущей частью называется цековкой. Зенковка обычно имеет 4-8 зубьев. Конические зенковки выпускаются с углом при вершине конуса 30, 60, 90 и 120°.
Большинство зенковок имеет конические хвостовики. Обработка отверстий ведется на сверлильных станках при малых оборотах шпинделя (до 100-150 об/мин). Часто требуется выполнить зенковку на точно заданную глубину. Для этого применяют настройку станка или зенковки с вращающимся ограничителем.
Источник:
- Зенкеры, зенковки, цековки, развертки. Слесарное дело
- Зенковки и цековки
- Развертки
- Назначение, элементы конструкции и геометрические параметры зенкеров и разверток
- Зенкер, зенковка – что это такое и технология работы
- Терминология
- Виды зенкеров и зенковок
- Что такое зенкер, систематизация
- Конструкция конусного зенкера
- Разновидности и предназначение зенковок
- Принцип зенкерования металлических изделий
- Зенковки – узнайте как с их помощью обработать отверстия в металле
- Виды зенкеров и зенковок
- Зенкер: описание и классификация
- Зенкер конический: конструкция и обработка материалов
- Виды и назначение зенковок
Зенкеры, зенковки, цековки, развертки. Слесарное дело
По конструкции зенкеры бывают насадные и цельные и могут иметь различное направление угла спирали (правое, левое, прямое). Зенкеры изготавливают из быстрорежущей стали или оснащают пластинами из твердого сплава марок ВК6, ВК8, BKbM, ВК8В, Т5К10, Т15К6.
Пластины из твердого сплава закрепляются в зенкере при помощи пайки или клинового крепление, что позволяет многократно использовать корпус зенкера.
Рабочая часть зенкеров, изготовленных из быстрорежущей стали, имеет обратную конусность (по направлению к хвостовику) порядка 0,05… 0,1 на 100 мм длины рабочей части и соединяется с хвостовиком так же, как и у сверл, шейкой.
Цельные зенкеры закрепляются непосредственно в коническом отверстии шпинделя станка, а насадные устанавливаются на специальную оправку, также имеющую конический хвостовик для установки в шпинделе станка.
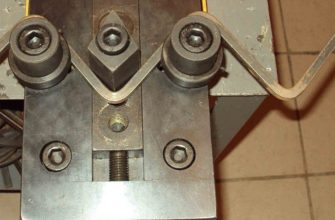
В качестве режущей части насадных зенкеров используются многогранные твердосплавные пластины. Крепление таких пластин в корпусе насадного зенкера осуществляют механическим путем.
Режущие пластины 1 закрепляются в корпусе 2 при помощи тяги 3, что позволяет производить замену пластин непосредственно на станке. Для этого достаточно сместить тягу 3, повернуть пластину следующей гранью или заменить ее на новую, снова закрепить тягу и продолжать работу.
Возможность оснащения таких зенкеров пластинами из различных инструментальных материалов позволяет существенно расширить технологические возможности и производительность при зенкеровании.
Геометрические параметры режущей части зенкеров выбираются в зависимости от условий обработки: главный угол в плане ф = 30… 60 передний угол у = 3… 30 ° для зенкеров из быстрорежущей стали,для зенкеров, оснащенных пластинами твердого сплава, этот угол составляет от 5 до -5°; задний угол а на главных режущих кромках составляет 8… 15
Выбор конструкции зенкера и материала рабочей части в значительной степени зависит от обрабатываемого материала и параметров обрабатываемого отверстия:
- • зенкеры из быстрорежущей стали, имеющие три-четыре зуба и диаметр от 10 до 40 мм, применяются для обработки отверстий в заготовках из конструкционной стали;
- • зенкеры, оснащенные пластинами из твердого сплава, имеющие три-четыре зуба и номинальный диаметр от 14 до 50 мм, используются при обработке отверстий в заготовках из труднообрабатываемых и закаленных сталей;
- • зенкеры с насадными головками из быстрорежущей стали номинальным диаметром от 32 до 80 мм предназначены для обработки отверстий в заготовках из конструкционной стали;
- • перовые зенкеры служат для обработки глухих отверстий в заготовках из чугуна и цветных металлов;
- • для обработки глухих отверстий диаметром от 15 до 25 мм применяется специальный зенкер, у которого в корпусе выполнено специальное отверстие для подачи СОЖ в зону резания.
Изнашивание зенкеров происходит по задним поверхностям, где образуются площадки с задним углом, равным нулю, и шириной h3; по передним поверхностям с образованием лунки; по ленточке с образованием поперечных проточин на длине Лл; по уголкам с образованием конических или цилиндрических участков hy.
В качестве критерия износа зенкеров при обработке заготовок из стали принят износ зенкера по уголкам, равный 1,2… 1,5 мм, а при обработке заготовок из чугуна — 0,8… 1,5 мм. Затачивание и перетачивание изношенных зенкеров осуществляется, как правило, на специальном оборудовании в заточных цехах.
Зенковки и цековки
Зенковки и цековки для обработки опорных поверхностей под крепежные винты в отличие от зенкеров имеют режущие зубья на торце и направляющие цапфы, которые обеспечивают нужное направление зенковок и цековок в процессе обработки.
Цапфа вводится в предварительно просверленное отверстие, при этом оси отверстия и образованного зенковкой углубления совпадают. Зенковки для обработки отверстий под цилиндрические головки винтов изготавливаются с цилиндрическим и коническим хвостовиком. Зенковки с ципиндрическим хвостовиком (рис. 3.
38, и) выпускаются диаметром 15; 18; 20; 22 и 24 мм: а зенковки с коническим хвостовиком — диаметром 15; 18; 20; 22; 24; 26; 30; 32; 33; 34; 36 и 40 мм.
Зенковки для обработки конических углублений с углами 60, 90 и 120° такие», изготавливают и с цилиндрическим, и с коническим хвостовиком. Зенковки с цилиндрическим хвостовиком изготавливают диаметром 8; 10; 12; 16; 20; 25 мм, а с коническим хвостовиком — диаметром 16; 20; 25; 31,5; 40; 50; 63 и 80 мм.
Для подрезания торцев приливов и бобышек в литых корпусных деталях применяются одно- и двухсторонние пековки из быстрорежущей стали или оснащенные пластинами твердого сплава. Они крепятся на специальных оправках с помощью байонетного замка. Выпускаются цековки диаметром 25; 32; 40; 50; ЬЗ; 80 и 10С мм.
Развертки
Развертки изготовляются цельными и насадными с коническим и цилиндрическим хвостовиком, оснащаются вставными ножами, впаянными пластинами из твердого сплава либо изготовляются из быстрорежущей стали.
Развертки в отличие от сверла и зенкера имеют большее количество режущих кромок, что позволяет при обработке снимать слой материала небольшой толщины, составляющий десятые и даже сотые доли миллиметра.
Припуски на развертывание выбираются по таблицам в зависимости от диаметра обрабатываемого отверстия Различают развертки для ручного и машинного развертывания, цилиндрические и конические.
Развертки для ручного развертывания на конце цилиндрического хвостовика имеют квадратную часть, на которую устанавливают вороток для вращения развертки в обрабатываемом отверстии.
Конструктивно развертка для ручного развертывания состоит из рабочей части, хвостовика и шейки. Рабочая часть конуса включает в себя режущую часть (заборный конус и направляющий конус, который обеспечивает центрирование развертки в отверстии) и калибрующую часть, обеспечивающую получение отверстия с заданной точностью и шероховатостью обработанной поверхности.
Режущая часть заборного конуса развертки имеет угол при вершине 2ф. Для обработки вязких металлов этот угол составляет 12… 15°, а для обработки хрупких и твердых материалов — от 3 до 5°.
Твердосплавные развертки имеют угол при вершине 30… 45 Направляющий конус рабочей части развертки расположен под углом 45 э к ее оси. Задний угол а на режущей части составляет от 6 до 15°, на калибрующей части этот угол обычно равен нулю, а передний угол у — 0… 15 .
Для хрупких материалов передний угол равен нулю, а для твердосплавных разверток он составляет от 0 до -5°. Ручные развертки используют, как правило, при обработке отверстий диаметром от 3 до 50 мм в материала;, невысокой твердости (конструкционные стали, цветные металлы). Конические развертки применяются для развертывания конических отверстий и, как правило, работают в комплекте из двух трех штук.
Машинные развертки бывают цилиндрическими и коническими, насадными и цельными. Цельные машинные развертки предназначены для обработки отверстий диаметром от 3 до 100 мм, а для развертывания отверстий диаметром от 25 до 300 мм используются насадные развертки. И цельные и насадные развертки изготавливают из быстрорежущей стали или оснащают пластинами из твердого сплава.
Конструкция и материал машинной развертки выбирается в зависимости от характера выполняемых работ, материала обрабатываемой заготовки и требований, предъявляемых к качеству обработанной поверхности.
Источник:
Назначение, элементы конструкции и геометрические параметры зенкеров и разверток
Зенкеры предназначены для обработки:
- а) цилиндрических или конических отверстий, предварительно просверленных, прошитых или отлитых;
- б) цилиндрических углублений, например, под головки винтов ,
- в) конических углублений для центровых гнезд, гнезд под головки винтов, фасок ;
- г) плоских и фасонных торцовых поверхностей.
Зенкеры для получения конических углублений часто называют зенковками, а для обработки торцовых поверхностей — цековками.
Точность обработки зенкерами цилиндрических отверстий находится в пределах 11…9-го квалитетов, а шероховатость обработанной поверхности достигает Ra=2,0 мкм.
Развертками выполняется окончательная (чистовая) обработка предварительно просверленных и расточенных резцом или зенкером цилиндрических и конических отверстий с точностью до 7-го квалитета и с шероховатостью обработанных поверхностей до Ra=0,60 мкм.
Элементы конструкции хвостового зенкера для обработки цилиндрических отверстий показаны на рис. 1.28. Такие же элементы конструкции имеет развертка. Однако конструктивное оформление рабочей и хвостовой частей развертки несколько отличается от оформления этих частей зенкера.
Для увеличения объема стружечных канавок у зенкера для цилиндрических отверстий более четырех зубьев не бывает, чаще всего три зуба, а некоторые специальные конструкции имеют два зуба. У развертки минимальное число зубьев — шесть, и по мере увеличения диаметра число зубьев увеличивается до четырнадцати и более.
Число зубьев развертки четное, зубья диаметрально противоположны, что дает возможность измерить диаметр развертки универсальными измерительными инструментами. Формы зубьев и стружечных канавок развертки и зенкера также отличаются. Стружечные канавки зенкера винтовые, а у развертки, кроме специальных, прямые.
Впереди режущей части развертки дополнительно имеется направляющий конус с «углом при вершине 90°, который служит для облегчения ввода развертки в работу и предохранения ее зубьев oт поломки в случае повышенного припуска.
Режущая часть зенкера и развертки, которую часто называют заборным конусом или заборной частью, выполняет основную работу резания — удаляет припуск. Направляющая часть служит для направления инструмента по обработанной части отверстия и имеет для этого круглошлифованные ленточки.
Она производит также окончательную подчистку отверстия и обеспечивает ему требуемый размер, поэтому ее называют еще калибрующей частью.
При обработке точно расположенных отверстий зенкеры и развертки снабжают специальной гладкой цилиндрической направляющей частью, которая размещена между хвостовиком и рабочей частью или впереди рабочей части инструмента и предназначена для направления но кондукторной втулке приспособления или обрабатываемому отверстию.
Хвостовики зенкеров и разверток так же, как и у сверл, служат для закрепления инструмента на станке. Они могут быть коническими с лапкой на конце для выбивки из гнезда шпинделя станка или цилиндрическими.
Цилиндрический хвостовик разверток часто заканчивается квадратом, который передает крутящий момент со станка или воротка (при ручном развертывании отверстий) на рабочую часть развертки.
Зуб зенкера и развертки представляет собой резец, определенным образом сориентированный относительно корпуса. Этот резец на рисунке совмещен с зубом зенкера и развертки главной режущей кромкой ВС, вспомогательной CD, передней и задними поверхностями.
Поэтому геометрические параметры зенкера и развертки такие же, как и у резца: главный угол в плане φ, вспомогательный утл в плане φ1, образуемый обратной конусностью (уменьшением диаметра зенкера и развертки в сторону хвостовика), передний у и задний а углы в нормальном сечении N-N, угол наклона главной режущей кромки λ (у развертки с прямыми канавками чаще всего γ=0, утл λ тоже нуль), угол наклона вспомогательной режущей кромки, который у зенкера и развертки называют углом наклона стружечной канавки ω.
В связи с тем, что процессы сверления и зенкерования похожи, главный задний угол зенкера иногда задают, как и у сверла, в секущей плоскости, параллельной оси. Назначение геометрических параметров зенкера и развертки такое же, как и у резца.
От параметров резца отличаются незначительной величиной φ1 (несколько минут) и нулевым значением заднего вспомогательного угла α1.
Эта особенность конструкции связана с необходимостью хорошего направления зенкера и развертки по отверстию и желанием длительного сохранения диаметра зенкеров и разверток при их переточках по задним поверхностям заборной части.
Указанные параметры зенкера и развертки рассмотрены в статической системе координат, где в соответствии с ранее приведенными определениями основной плоскостью является осевая плоскость инструмента, проходящая через вершину С режущего элемента.
В соответствии с этим (как и у резца) формулируются определения геометрических параметров (углов заточки) зенкера и развертки.
- Разновидности конструкций зенкеров и разверток Зенкеры и развертки подразделяются на группы:
- а) по форме обрабатываемой поверхности, цилиндрические, конические и торцовые ;
- б) по способу крепления на станке: хвостовые и насадные;
- в) по конструкции рабочей части: цельные и сборные ;
- г) по способу обеспечения размеров, с постоянным размером и регулируемые ;
- д) по роду режущего материала: быстрорежущие и твердосплавные,
- е) по способу применения (подразделяются только развертки): машинные и ручные.
Конические зенкеры и развертки отличаются от цилиндрических тем, что зубья у них расположены на конусе, угол которого равен yглу конуса обработанной поверхности. Главные режущие кромки — вдоль всего зуба, вспомогательных режущих кромок нет.
Зубья конических зенкеров заточены до остра с положительным задним углом. У разверток с целью обеспечения высокой точности размера и формы конического отверстия вдоль режущих кромок оставлены круглошлифованные ленточки с задним углом на них, равным нулю.
Однако для повышения режущей способности кромок ширина круглошлифованных ленточек намного меньше, чем у цилиндрических разверток, и не превышает 0,15 мм. При обработке небольших конических отверстий работают только одной, чистовой разверткой.
Для превращения крупных цилиндрических отверстий в конические, например, в гнездах шпинделей станков, используют комплект разверток из двух-трех штук. Первая, предварительная, развертка — с крупным зубом и резьбой с углом уклона, равным углу уклона конуса. Направление резьбы совпадает с направлением вращения развертки в работе.
Она, как зенкер, главными режущими кромками АВ превращает цилиндрическое отверстие в ступенчатое коническое. Вторая, промежуточная, развертка имеет стружкоразделительные канавки в виде ленточной резьбы с направлением нарезки, обратным направлению вращения развертки.
Она удаляет ступени, оставшиеся в отверстии после работы первой развертки. Чистовая развертка окончательно калибрует отверстие всей длиной зубьев, вдоль режущих кромок которых оставлены круглошлифованные ленточки шириной до 0,15 мм, создающие требуемую точность формы отверстия.
Насадные зенкеры и развертки отличаются от хвостовых только методом крепления.
При диаметрах более 25 мм экономически выгоднее вместо хвостовика предусматривать коническое отверстие, которым инструмент насаживается на оправку, устанавливаемую в гнезде шпинделя станка.
Крутящий момент передается торцовой шпонкой оправки, входящей в шпоночный паз на торце инструмента.
Сборными делаются как хвостовые, так и насадные зенкеры и развертки диаметром свыше 32 мм.
Экономичность таких инструментов очень высокая, так как из режущих материалов делается не вся рабочая часть, а только зубья (ножи). При выходе из строя одного или нескольких зубьев их легко заменить.
Можно восстановить размеры после стачивания зубьев и многократно использовать корпуса.
По способу закрепления ножей существует много разновидностей конструкций. У наиболее распространенных, стандартных, в клиновидные пазы корпуса 2 запрессовываются в осевом направлении клиновидные ножи 1 с рифлениями на опорной стороне.
Рифления надежно закрепляют нож и создают возможность восстановления диаметра зенкера путем перестановки ножей на одно рифление от оси корпуса.
Ножи могут быть целиком из быстрорежущей стали или из стали 40Х с напаянными или приклеенными пластинами 1вердого сплава, как показано на рис. 1 32, в.
Конструкция сборной развертки такая же, только большее число зубьев; зубья параллельны оси.
Регулируемые зенкеры и развертки — это инструменты, диаметр которых можно плавно изменять. Применяются они главным образом в условиях единичного и мелкосерийного производства.
Изменять диаметр инструмента позволяют все сборные конструкции, однако это изменение дискретно Так, например, у инструментов с рифлениями диаметр можно изменять только на удвоенную величину шага рифлений.
Обработка отверстий при выполнении ремонтных работ требует более тонкого регулирования размера, которое достигается специальными конструктивными решениями.
Изменение диаметра разжимной развертки происходит в результате деформации зубьев 2 от перемещения в конической части отверстия шарика 3 при завертывании винта 1. Для облегчения упругого отжима зубьев впадины между ними прорезаны до центрального отверстия. Увеличение диаметра возможно до 0,5 мм.
Изменение диаметра раздвижной развертки может достигаться перемещением гайками 2 через кольца 3 ножей 4 вдоль корпуса 1 и с точным пазам со скошенным основанием.
Максимальное изменение диаметра — 3 мм Недостатком раздвижных и других сборных конструкций является необходимость шлифования но наружному диаметру и заточки по заборной части разверток после изменения их размера. Разжимные развертки после изменения диаметра в дополнительной обработке не нуждаются.
Твердосплавные зенкеры и развертки изготавливаются с целью повышения стойкости и производительности по сравнению с быстрорежущими зенкерами и развертками. Пластинами твердого сплава могут оснащаться все разновидности зенкеров и разверток. Они напаиваются или наклеиваются непосредственно на корпуса или на ножи у сборных конструкций.
Наиболее прогрессивными являются зенкеры с механическим креплением многогранных неперетачиваемых пластин. Из-за недостаточной точности развертки такими пластинами не оснащают.
Ручные развертки по сравнению с машинными имеют более длинную заборную и калибрующую части и всегда цилиндрический хвостовик с квадратом на конце под вороток. Меньшее значение угла φ (длинная заборная часть) вызвано необходимостью улучшения направления развертки в начальный момент работы.
Увеличенная длина калибрующей части обеспечивает больший срок службы развертки. Так, при малом φ после каждой переточки по заборной части длина калибрующей части сокращается на большую величину, чем у машинных разверток с большим значением φ. Рабочая часть развертки — только из быстрорежущей стали.
Твердыми сплавами ручные развертки не оснащаются.
Зенкеры и развертки с кольцевой заточкой часто используют для обработки точных отверстий. Уступы диаметром D1=D-0,2 мм и длиной l=2—3 мм создают на круглошлифовальных станках. Главные режущие кромки — торцовые кромки уступов. Избыточный припуск снимается угловыми кромками с φ=45°.
Преимуществом таких инструментов являются стабильное обеспечение высокой точности (до 7-го квалитета) и низкой шероховатости (до Rа=0,40 мкм) обработанных поверхностей, более высокая производительность в связи с короткой заборной частью, простота переточек (шлифование уступов на круглошлифовальном станке) и большое число переточек.
Зенкеры с кольцевой заточкой имеют меньшее, чем развертки, число зубьев и винтовые стружечные канавки. Качество обработки такими зенкерами настолько высокое, что часто отпадает необходимость в последующем развертывании.
Тянущие зенкеры широкого распространения не получили. По конструкции рабочей части они ничем не отличаются от стандартных насадных зенкеров. Только присоединительная часть выполнена таким образом, что в процессе работы их не толкают, а тянут. В результате изменения напряженного состояния стойкость таких зенкеров и качество обработанных ими отверстий выше, чем толкающими зенкерами.
Контрольные вопросы
- Назначение, технологические возможности и элементы конструкции сверл, зенкеров и разверток.
- Разновидности конструкций зенкеров и разверток.
- Наиболее экономичные зенкеры и развертки.
- Как влияет число зубьев на производительность зенкеров и разверток?
- Почему у зенкера зубьев меньше, чем у развертки?
Источник:
Зенкер, зенковка – что это такое и технология работы
Среди металлообрабатывающего инструментария, применяемого для создания отверстий, особое значение заслуживает зенковка и зенкер. С их помощью выполняют проемы с заданными характеристиками, например, стабильность важных геометрических параметров, шершавость, сужение цилиндрического отверстия. Рассмотрим, что такое зенкер и зенковка.
Терминология
Зенковка – является многолезвийным инструментом для резки, используемая при обрабатывании отверстий в металлических деталях. После обработки получаются углубления конического/цилиндрического типа, можно создать опорную плоскость около отверстий, снять фаску на центровом отверстии.
Раззенковка отверстий – это вторичная подготовка готовых отверстий для размещения головок метизов – болты, винты, заклепки
Зенкер – инструмент для резки с многолезвийной поверхностью. Применяется в обработке отверстий цилиндрического/конического типа в заготовках для расширения диаметра, улучшения характеристик поверхностей и точностей. Этот тип обработки называется зенкерованием. Это получистовая обработка резанием.
А — сверление сверлом В — растачивание на токарном станке С — зенкерование зенкером D — развёртывание развёрткой E,F — цекование цековкой G — зенкование зенковкой H — нарезка резьбы метчиком
Зенкование отверстий – процесс возделывания верхней части проема, чтобы, например, снять заусенцы с края отверстия или создать углубления, чтобы спрятать шляпку заклепок либо шурупа и сравнять с поверхностью детали. Приспособление, используемое для этой задачи, называется зенковкой.
Виды зенкеров и зенковок
Производство режущего инструментария по металлу подчиняется основной категории стандартов страны (ГОСТ) и техническими регламентами использования готового изделия. На агрегатах с частичным автоматизированным управлением используют следующие типы зенкеров:
- Цилиндрические, с диаметрами от 10 до 20 мм. Этот комплект с лезвиями производится с напылением из износостойких элементов. Регламентируется ГОСТ 12489-71.
- Неделимые конические, от 10 до 40 мм. Вырабатываются из легированной стали с устойчивым к износу напылением. Подчиняется ТУ 2-035-923-83.
- Целые, в виде насадок, с поперечником от 32 до 80 мм. Регламентируется ГОСТ 12489-71.
- Конический либо насадной, подчиняются ГОСТ 3231-71. Отмечаются присутствием специальных пластин, получаемых из твердых сплавов железа.
Зенковка – это также средство с многочисленными лезвиями, но обладает явными отличиями от зенкера по сфере использования. Эти приспособления подразделяются на некоторые типы:
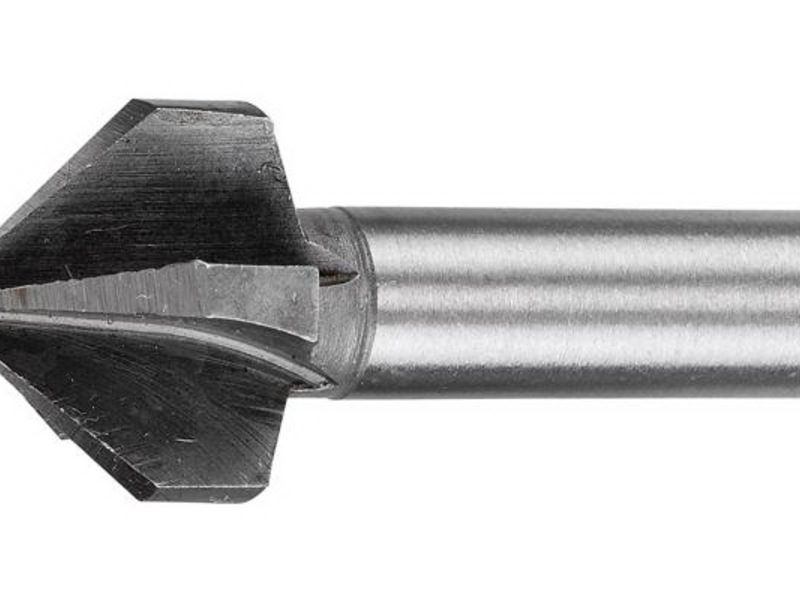
- Коническая зенковка. Имеет эксплуатируемую головку с угловым коэффициентом конуса в 60,90, 120 градусов. В основном реализовывается для возделывания оснований под крепеж и удаления фасок, то есть затупить острые грани. Регламентируется ГОСТ 14953-80 Е.
- Округленная зенковка (цилиндрическая). Приспособление может обладать округленным либо коническим концом, имея износостойкое покрытие основания. В основном реализовывается в качестве обрабатывания опорных оснований.
Что такое зенкер, систематизация
Прорезывающий инструмент по металлу (зенкер) позволяет раззенковывать проем в детали до 5 группы меткости. Он массово используется для получистовой отделки деталей перед механическим развертыванием. По строению его разделяют на типы:
- целостные;
- насадочные;
- хвостовые;
- соединенные.
Внешне металлорежущие приспособления смахивают на простой небольшой бур, но обладают увеличенной численностью режущих краев. Правильность размеров проема обрабатываемой заготовки устанавливается за счет калибра. Крепеж инструментария в патроне агрегата выполняется с поддержкой хвостовика.
Для возделывания проемов, с поперечником до 10 см используются насадные приспособления с 4 остриями. Их главной особенностью считается крепеж через оправку. Достичь правильной регулировки реза позволило присутствие фаски на зубах элемента.
Конструкция конусного зенкера
Это приспособление предназначается для пропуска конусовидных проемов небольшой глубины. Главной особенностью в конструкции элемента считается присутствие зубьев прямого типа и абсолютно плоского внешнего основания. Численность элементов реза, в соответствии с калибровкой, может варьироваться в значении 6 – 12 единиц.
Зенкерование отверстий считается ручной процедурой, осуществляемой через токарный агрегат, на котором крепится зенкер. Возделываемая деталь зажимается в патронаже агрегата, проверяется верное ее расположение в углублении.
Осевые центры электрошпинделя и заднего узла станка должны находиться на одном уровне. Это дает снизить риск вылета технически подвижной гильзе (пиноль). В отделываемое отверстие наконечник инструментария дается вручную.
Чтобы получить после операции зенкерования проем нужного поперечника, при сверлении производится припуск 2-3 мм. Точные значения припуска зависят от калибровки углубления в возделываемой заготовке. Труднее реализовать процесс зенкеровки выкованных и плотных изделий. Чтобы упростить себе задачу следует заблаговременно расточить раззенкованное отверстие на 5-9 мм.
Зенкеровка может выполняться в порядке резания. В этой ситуации подача инструментария увеличивается вдвое, чем при сверловке, а скорость хода остается прежней.
Углубление резания зенкером закладывается примерно в 50 процентов припуска на поперечник. Раззенковка отверстий инструментом, реализовывается с применением охлаждающих материалов.
Механизм из твердых сплавов не требует внесения вспомогательного хладоносителя.
Зенкер при обрабатывании проемов гарантирует высокую точность, но избежать брака совсем нельзя. Самыми распространенными пороками обработки считаются:
- Увеличенный поперечник проема. Главная причина возникновения подобного изъяна считается применение приспособления с неверной заточкой.
- Уменьшенный поперечник углубления. Случается, что для работы был выбран ошибочный инструментарий либо применялся испорченный зенкер.
- Вызывающая чистота. Этот изъян может быть вызван рядом причин. Обычно, уменьшение чистоты кроется в неважной заточке приспособления. На практике также причиной порока может служить чрезмерная вязкость материала изделия. Поэтому элемент налипает на ленты инструмента. Повреждение также вызывается погрешностью токаря, сделавшего неверную подачу и ускорение реза.
- Частичная обработка проема. Эта причина обычно возникает в результате неверной фиксации детали либо неправильным припуском под зенкеровку, сохраненным после сверления.
Разновидности и предназначение зенковок
Зенковка напоминает вид сверла, которая используется для зенкования. Операция схожа с зенкерованием, но отличаются конечной задачей. Процедура зенкования нужна в ситуациях, когда существует необходимость в формировании округленных углублений, чтобы скрыть следы головок крепежа.
Возделывание деталей зенковкой причисляется к получистовому методу, и осуществляется перед операцией развертывания.
Под самостоятельной категорией выделяют зенковки, состоящие из твердых сплавов. Они используются в качестве шлифовальных действ.
Для обрабатывания проемов и удаления фасок в трудных зонах используют еще один тип инструментария – оборотная зенковка.
Чтобы обеспечить необходимую обработку металлических изделий и дерева рекомендуется покупать зенковочный комплект, а не индивидуальными приспособлениями.
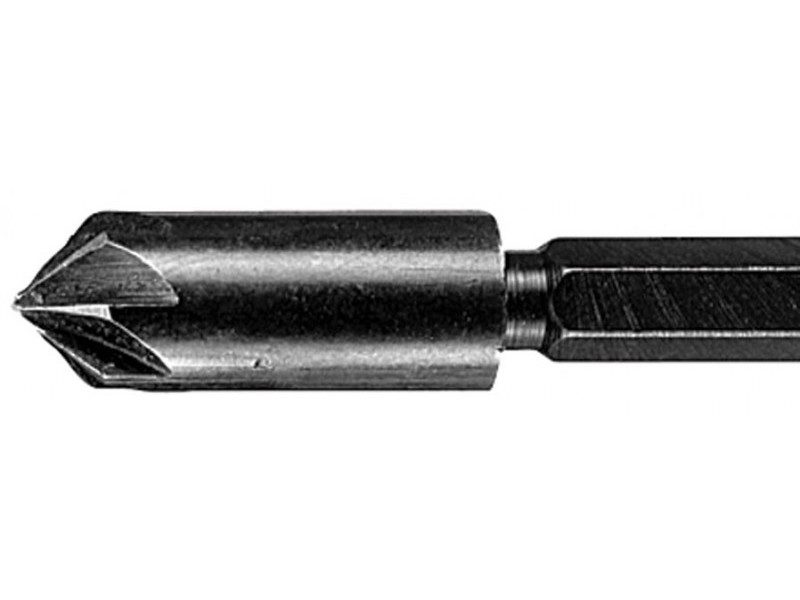
В структуру зенковок конусного типа укладываются хвостовик и эксплуатируемый элемент, с угловым показателем 60, 75, 90 и 120 градусов. Число зубьев варьируется в пределе 6 – 12 единиц, это зависит от поперечника инструмента. Чтобы обеспечить соосность возделываемого проема используется цапфа.
Округленная зенковка обладает устойчивым к износу напылением. Используется этот механизм для подреза фаски. По конструкции оно смахивает на сверло, но обладает большим количеством лезвий – от 4 до 10, все зависит от поперечника устройства.
На торцевой части элемента присутствует наводящая цапфа. С ее помощью фиксируется позиция инструментария в период эксплуатирования. Цапфа бывает разъемной либо целостной. На практике используются устройства с разъемными цапфами, из-за удобства использования.
На зенковку также можно надеть насадный резак.
Чтобы обработать несколько проемов на равное углубление следует применять зенковку с держателями, включающее в свой состав различные ограничители. При обрабатывании изделия элемент реза устанавливается в державке и выходит из упора на величину, равную углублению проема.
Зенковки производятся из различных сортов сталей, включая твердосплавную. Инструменты, выполненные из твердых сплавов, отлично подходят для обрабатывания деталей из металла, так как способны выдержать экстремальные нагрузки долгое время.
Для обработки изделий из цветного металлического сплава либо дерева применяют устройства из быстрорежущей стали, так как она подвергается незначительным нагрузкам. Стоит отметить, что при обрабатывании, например, чугунных изделий, необходимо внести дополнительное охлаждение инструментария.
Для этого используются специальные эмульсионные составы.
Принцип зенкерования металлических изделий
Во время обрабатывания проема, созданного в детали в период его литья, рекомендуется расточить его разом на несколько миллиметров вглубь, чтобы зенкер выбрал верную начальную направленность.
В период осуществления работ при обработке стальных заготовок рекомендуется использовать эмульсионные охлаждающие составы. Процедура зенкерования цветных металлов и чугуна дополнительного внесения хладоносителя не требуется. Очень важным этапом считается верный подбор инструментария для осуществления работ. В связи с этим концентрируют внимание на аспекты:
- Разновидность инструментария выбирается в соответствии с материалами заготовки и характера возделывания. Учитываются факторы расположения отверстия и численность процессов.
- Зенковки и устройство для зенкерования выбираются в зависимости от заданных параметров: величина углубления, диаметр, точность работы.
- Конструкцию металлорежущего инструмента устанавливают, исходя из метода его крепежа на станке.
Выбор зенкера производят по справочной литературе или пользуясь нормативным актом стандарта ГОСТ 12489-71:
- Заготовки, созданные из конструкционной стали, с проемами до 40 мм в поперечнике возделываются зенкером, произведенного из быстрорежущего железа, включающий 3-4 зубья и диаметр 10-40 мм. В отверстиях до 80 мм используются насадки диаметром 32-80 мм.
- Для закаленного железа при расточке предусмотрена оснастка с пластинами из твердых сплавов, с поперечником 14-50 мм и 3-4 зубьями.
- Для расточки глухих проемов чугунных изделий и деталей из цветного металла используют перовой зенкер.
Нужным условием при процедуре зенкерования считается соблюдение припусков. Поперечник выбранного инструментария в результате обязан совпасть с окончательным диаметром проема после обрабатывания.
Если после зенкерования предусмотрено выполнение развертывания проема, то поперечник устройства снижают на 0,15-0,3 мм.
Если же намечено растачивание черновым вариантом или сверловка под зенкерование, то следует сохранять припуск на край от 0,5 до 2 мм.
Источник:
Зенковки – узнайте как с их помощью обработать отверстия в металле

Среди металлорежущих инструментов, используемых для выполнения отверстий, большое значение имеют зенкер и зенковка. Они позволяют привести в соответствие с требованиями такие характеристики выполненного отверстия, как шероховатость, соосность, конусность.
Виды зенкеров и зенковок
Изготовление металлорежущих инструментов регламентируется ГОСТ и ТУ. Зенкеры – многолезвийные устройства, используемые для обработки отверстия после сверления. На станках с ЧПУ применяются следующие их виды:
- Цилиндрические зенкеры ГОСТ 12489-71 диаметром 10–20 мм с покрытием из износоустойчивых материалов.
- Цельные конические ТУ 2-035-923-83 диаметром 10–40 мм. Изготавливаются из быстрорежущих легированных инструментальных сталей с износоустойчивым покрытием. Хорошо подходят для обработки стальных и чугунных заготовок.
- Цельные насадные зенкеры ГОСТ 12489-71 диаметром 32–80 мм.
- Зенкер коническийГОСТ3231-71, тип 1 или насадной ГОСТ 3231-71, тип 2. Отличаются наличием пластин из твердосплавных сталей.
Зенковки также являются многолезвийным инструментом, но отличаются от зенкеров сферой своего применения. Их применяют для получения углублений, снятия фасок и т. п. Эти устройства также делятся на несколько видов:
- Зенковка коническая ГОСТ 14953-80Е. Имеет угол 60°, 90° и 120°. Применяется для обработки поверхностей под метизы, крепежные элементы, снятия фасок.
- Зенковка цилиндрическая ГОСТ 2И22-2-80. Может иметь цилиндрический или конический хвостовик, износоустойчивое покрытие поверхности. Основная область применения – обработка опорных поверхностей.
Зенкер: описание и классификация
Как уже отмечалось выше, зенкеры являются разновидностью металлорежущего многолезвийного инструмента. Они позволяют добиться 4–5 класса точности при обработке отверстий. Также они широко применяются для получистовой обработки перед дальнейшей механической или ручной разверткой. По своей конструкции они делятся на несколько видов:
- хвостовые;
- насадные;
- цельные;
- сборные.
Внешне они напоминают обычное сверло, но имеют большее количество режущих кромок. Точность размера обрабатываемого отверстия достигается за счет калибрующей части.
Закрепление инструмента в патроне станка осуществляется с помощью хвостовика. Изготавливаются, как правило, из быстрорежущих легированных инструментальных или высоколегированных твердосплавных сортов стали.
Устройства из инструментальных сплавов имеют режущий угол 45°–60°, твердосплавные – 60°–75°.
Для обработки отверстий диаметром до 100 мм применяются насадные инструменты с четырьмя режущими лезвиями. Их отличительной особенностью является крепление посредством оправки. Добиться облегчения правильного направления режущего устройства позволило наличие фаски на зубьях.
Зенкер конический: конструкция и обработка материалов
Зенкер конический предназначен для обработки конусообразных отверстий незначительной глубины. Основной конструктивной особенностью является наличие прямых зубьев и плоской передней поверхности. Число режущих элементов у инструментов разного диаметра может колебаться в диапазоне от 6 до 12.
Зенкерование является механической операцией, выполняемой посредством токарного станка, на котором закрепляется зенкер.
Обрабатываемая заготовка крепится в патроне станка, выверяется правильность ее положения в отношении отверстия. Ось задней бабки и ось шпинделя станка должны полностью совпадать.
Это позволяет минимизировать вылет пиноли. В обрабатываемое отверстие наконечник инструмента подается вручную.
Для получения после зенкерования отверстия необходимого диаметра при сверлении делается припуск 1–3 мм.
Конкретные параметры припуска определяются в зависимости от диаметра отверстия в обрабатываемой детали. Сложнее всего выполнять зенкерование литых и кованых деталей.
Для облегчения направления движения инструмента и его правильной калибровки необходимо предварительно расточить отверстие на 5–10 мм.
Зенкерование может осуществляться также в режиме резания. В этом случае подача инструмента должна быть примерно в 1,5–2 раза выше, чем при рассверливании, скорость движения сохраняется прежней.
Глубина резания зенкером составляет около половины припуска на диаметр. Зенковка отверстий инструментом из быстрорежущих сталей проводится с использованием охлаждающих эмульсий.
Твердосплавные устройства дополнительного охлаждения не требуют.
Несмотря на высокую точность, которую обеспечивает зенкер при обработке отверстий, полностью избежать брака не получается. Наиболее распространенными дефектами обработки можно считать следующие:
- Завышенный диаметр отверстия. Самой частой причиной появления этого дефекта является использование инструмента с неправильной заточкой.
- Заниженный диаметр отверстия. Может получиться, если инструмент был выбран неправильно или использовался сильно изношенный зенкер.
- Грубая чистота. Этот дефект может иметь в своей основе несколько причин. Чаще всего снижение чистоты вызвано плохой заточкой инструмента. Еще одной распространенной причиной можно считать высокую вязкость материала заготовки, в результате чего он налипает на ленточки инструмента. Дефект может быть вызван и ошибкой токаря, неправильно выбравшего подачу и скорость резания.
- Не полностью обработанное отверстие. Чаще всего неполная обработка и видимая чернота в отверстии связаны с неправильной фиксацией заготовки или недостаточным припуском под зенкерование, оставленным после сверления.
Виды и назначение зенковок
Сверло-зенковка применяется для зенкования. Несмотря на то, что эта операция так же, как и зенкерование, имеет своей целью обработку отверстий в заготовках из различных материалов, конечная цель их будет различной. Эта операция требуется в тех случаях, когда есть необходимость в создании цилиндрических или конических углублений, позволяющих скрыть головки крепежных элементов.
Обработка заготовок зенковкой относится к получистовой, и выполняется перед развертыванием. Зенкерование проводится на токарных, фрезерных, расточных, сверлильных станках на малых оборотах.
По конструкции зенковки делятся на два вида:
- Конические.
- Цилиндрические.
Отдельную группу составляют твердосплавные зенковки (шарошки), основное предназначение которых – шлифовально-обдирочные работы.
Для обработки отверстий и снятия фасок в труднодоступных местах применяется еще один вид инструментов – обратная зенковка.
Для обеспечения реализации любых целей по обработке металлов и древесины целесообразнее приобретать набор зенковок, а не отдельные инструменты.
В конструкцию конических зенковок входят хвостовик и рабочая часть с углом конуса на вершине 60°, 75°, 90°, 120°. Количество режущих зубьев рабочей части отличается в зависимости от диаметра приспособления (12–60 мм), и может быть от 6 до 12. Для обеспечения соосности обрабатываемого отверстия применяется цапфа.
Зенковка цилиндрическая может иметь износоустойчивое покрытие. Применяется это устройство для подрезания фаски под метизы. По своей конструкции оно похоже на сверло, но имеет большее количество режущих элементов – от четырех до десяти, в зависимости от диаметра инструмента.
На торце рабочей части есть направляющая цапфа, с помощью которой фиксируется положение инструмента во время работы. Цапфа может быть съемной или цельной. Чаще применяются устройства со съемными цапфами, так как они более практичны.
На зенковку также может быть установлена режущая насадка.
Для обработки нескольких отверстий на одинаковую глубину зенковки используют с державками, имеющими вращающийся и неподвижный ограничители. При обработке заготовки режущий инструмент крепится в державке и выступает из ее упора на расстояние, равное глубине отверстий.
Зенковки изготавливаются из легированных инструментальных, быстрорежущих, углеродистых, твердосплавных сталей. Твердосплавные инструменты способны выдерживать большую нагрузку в течение продолжительного времени. Они, как правило, применяются для обработки заготовок из металла.
Зенковка по дереву и цветным металлам изготавливается из быстрорежущих сталей, так как инструмент во время работы подвергается значительно меньшей нагрузке. При высоких нагрузках, например при обработке чугунных заготовок, требуется охлаждение инструмента с помощью специальных эмульсий.
Источник: